
一种快速制作高纯细晶粒黄金靶胚的方法.pdf

含秀****66

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速制作高纯细晶粒黄金靶胚的方法.pdf
本发明公开了一种快速制作高纯细晶粒黄金靶胚的方法,包括以下步骤:(1)准备高纯度的黄金原料;(2)将黄金原料置于熔炼炉中,进行熔炼,得到黄金铸锭;(3)将温度大于700℃的黄金铸锭进行快速模锻,模锻1~3次,模锻过程总锻比大于70%;(4)将模锻结束后的锻胚立即进行水冷;(5)将水冷后的锻胚轧制至所需厚度,得到轧胚;其中,轧制温度为室温,轧比大于70%;(6)将轧胚加热至300~600℃,进行保温,保温时间为30~90min,然后水淬,得到所需黄金靶胚。该方法通过熔炼、快速模锻、水淬、轧制和退火工艺的配合
一种细晶高纯镍靶材制造方法.pdf
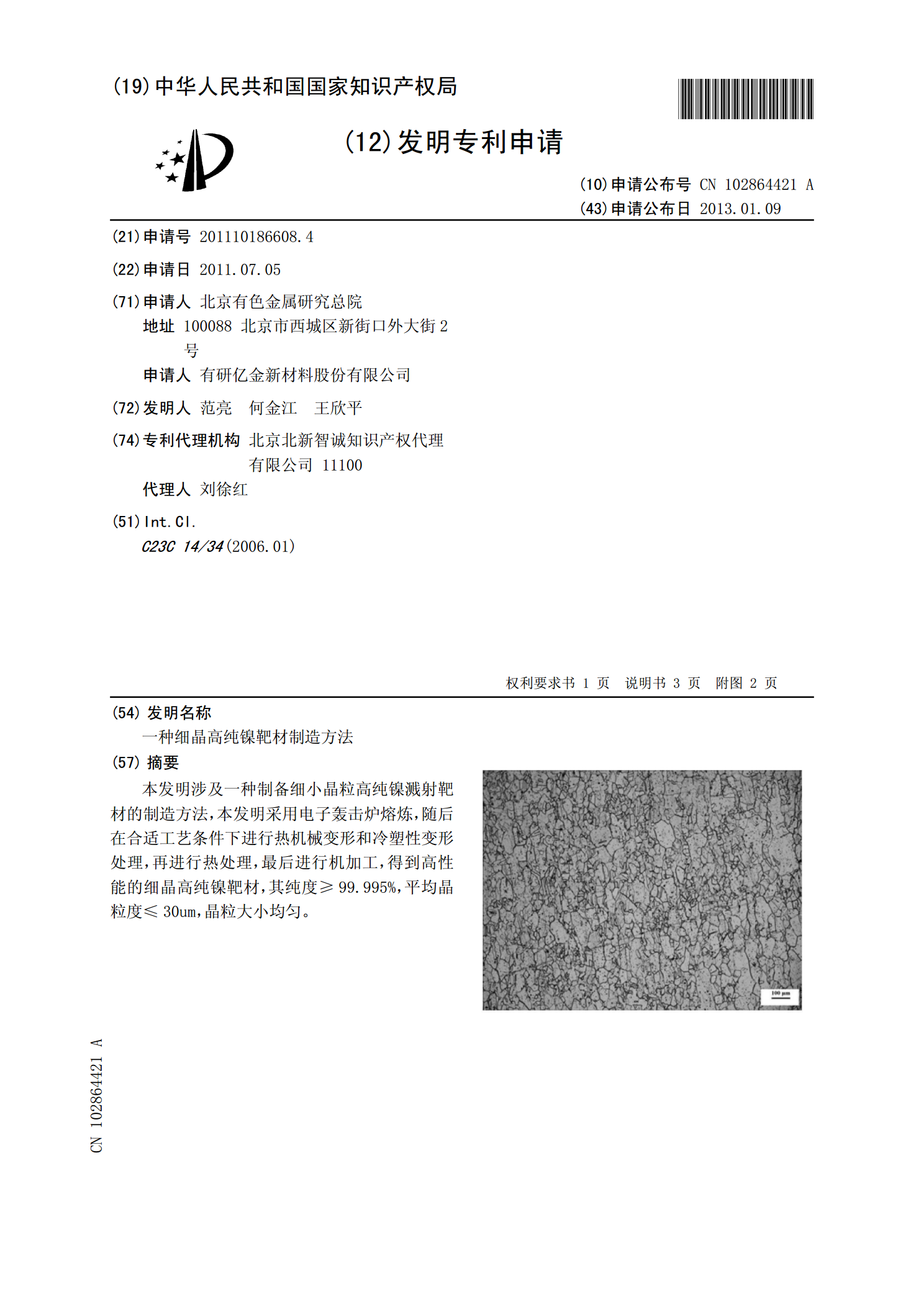
本发明涉及一种制备细小晶粒高纯镍溅射靶材的制造方法,本发明采用电子轰击炉熔炼,随后在合适工艺条件下进行热机械变形和冷塑性变形处理,再进行热处理,最后进行机加工,得到高性能的细晶高纯镍靶材,其纯度≥99.995%,平均晶粒度≤30um,晶粒大小均匀。?

一种超细晶粒医用高纯镁管制造方法.pdf
本发明提供了一种超细晶粒医用高纯镁管制造方法,以纯镁为原材料,通过多步连续加工得到超细晶粒的医用镁管,所述多步加工是指镁锭挤压成管坯,管坯冷拉拔撑拉加工,大变形量拉拔,小变形量整形拉拔。本发明提供的加工方法,通过采用99.99%以上的高纯镁、多步连续加工,使其晶粒逐步细化至直径1~2μm,表面粗糙度≤0.6,解决了现有镁金属管材进入临床的生物安全性、材料稳定性及降解过快的问题。本发明能够取得具有超细晶粒、较高屈服强度及抗拉强度、腐蚀降解均匀的高纯镁金属管材,并且由于不含有合金元素和第二相,在体内降解后不会
一种细晶粒平面钼靶材的生产方法.pdf
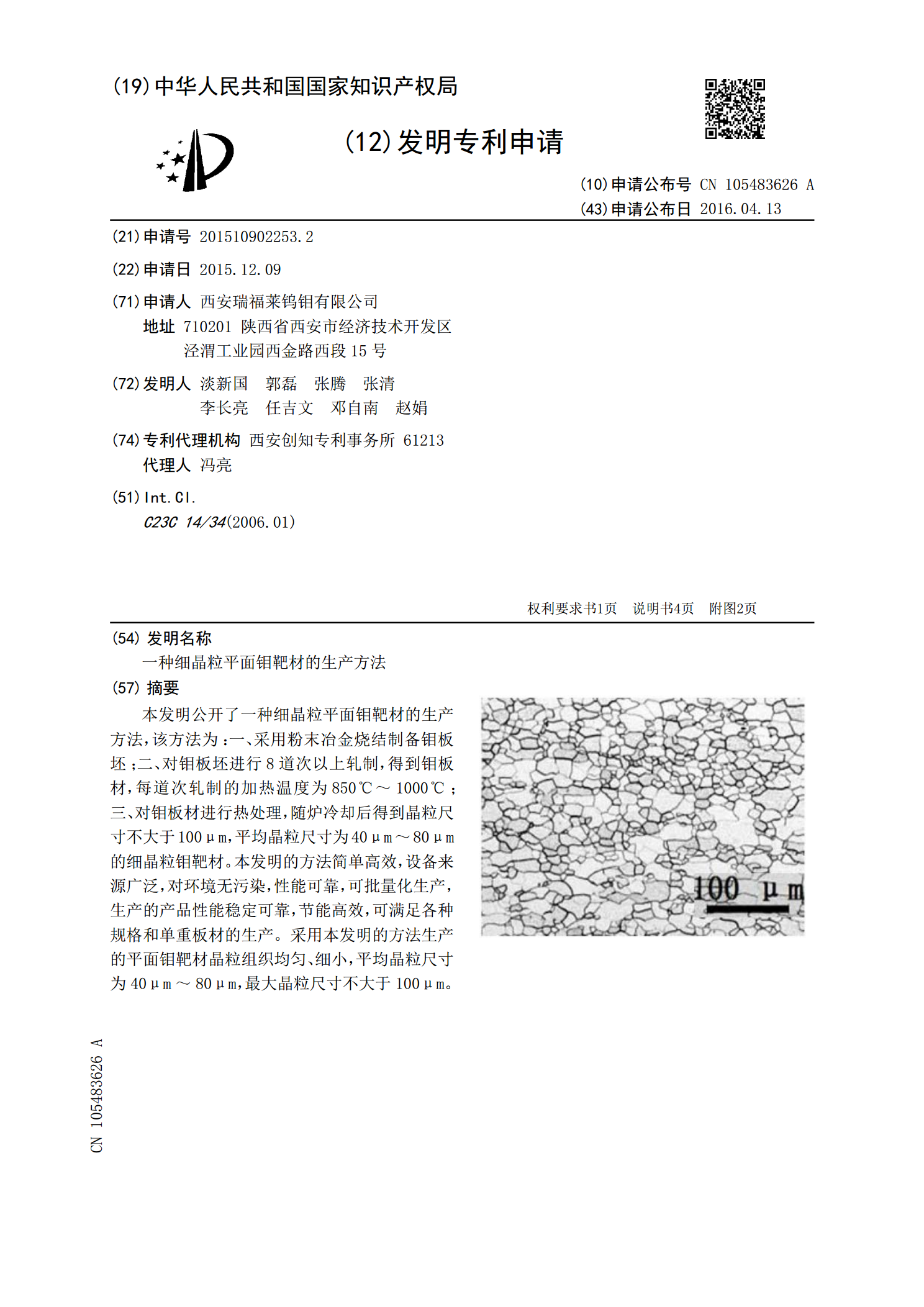
本发明公开了一种细晶粒平面钼靶材的生产方法,该方法为:一、采用粉末冶金烧结制备钼板坯;二、对钼板坯进行8道次以上轧制,得到钼板材,每道次轧制的加热温度为850℃~1000℃;三、对钼板材进行热处理,随炉冷却后得到晶粒尺寸不大于100μm,平均晶粒尺寸为40μm~80μm的细晶粒钼靶材。本发明的方法简单高效,设备来源广泛,对环境无污染,性能可靠,可批量化生产,生产的产品性能稳定可靠,节能高效,可满足各种规格和单重板材的生产。采用本发明的方法生产的平面钼靶材晶粒组织均匀、细小,平均晶粒尺寸为40μm~80μm
一种高纯铜靶材的制备方法及靶材的用途.pdf
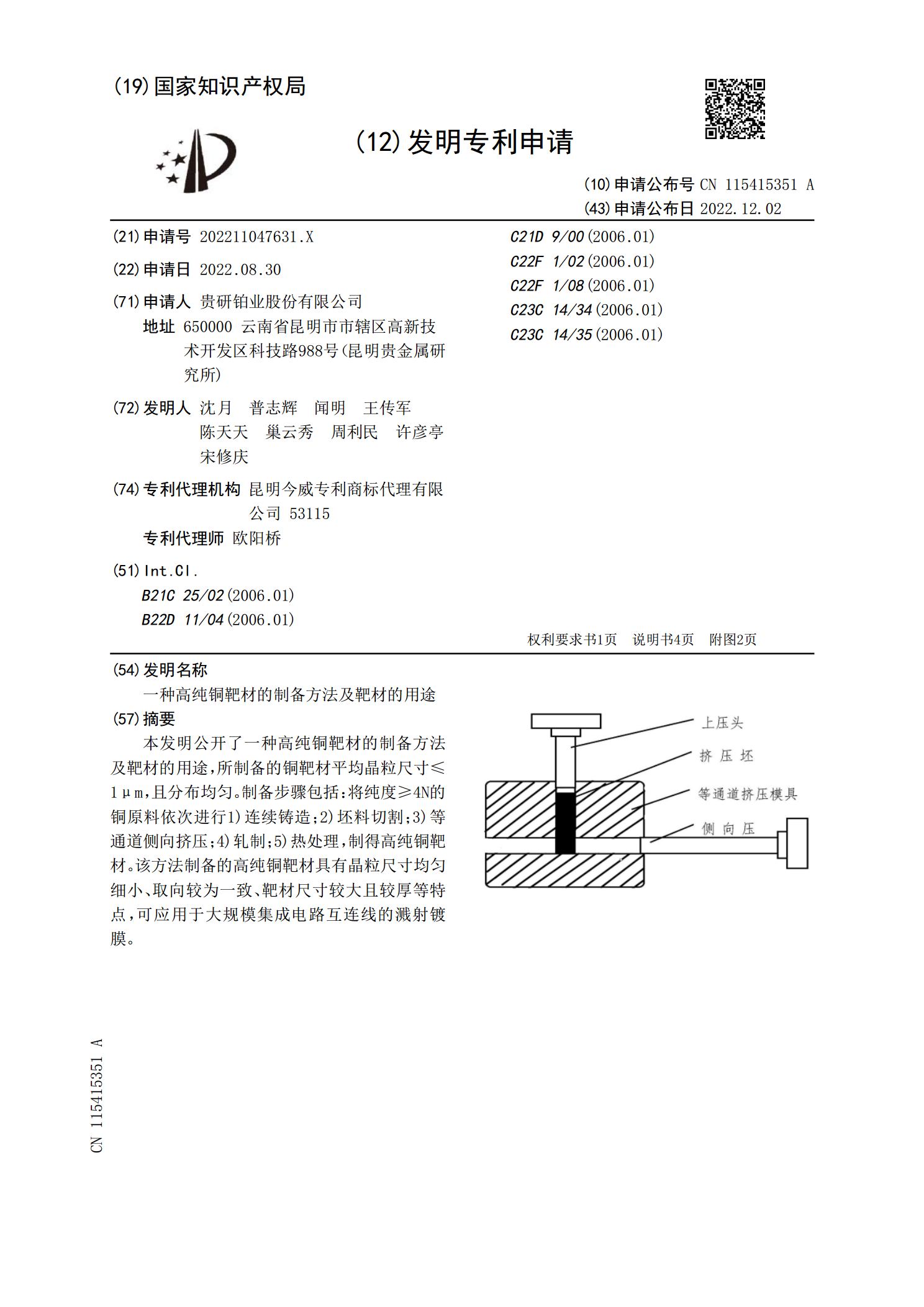
本发明公开了一种高纯铜靶材的制备方法及靶材的用途,所制备的铜靶材平均晶粒尺寸≤1μm,且分布均匀。制备步骤包括:将纯度≥4N的铜原料依次进行1)连续铸造;2)坯料切割;3)等通道侧向挤压;4)轧制;5)热处理,制得高纯铜靶材。该方法制备的高纯铜靶材具有晶粒尺寸均匀细小、取向较为一致、靶材尺寸较大且较厚等特点,可应用于大规模集成电路互连线的溅射镀膜。