
一种镁合金连铸连轧装置及镁合金连铸连轧方法.pdf

宏硕****mo


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种镁合金连铸连轧装置及镁合金连铸连轧方法.pdf
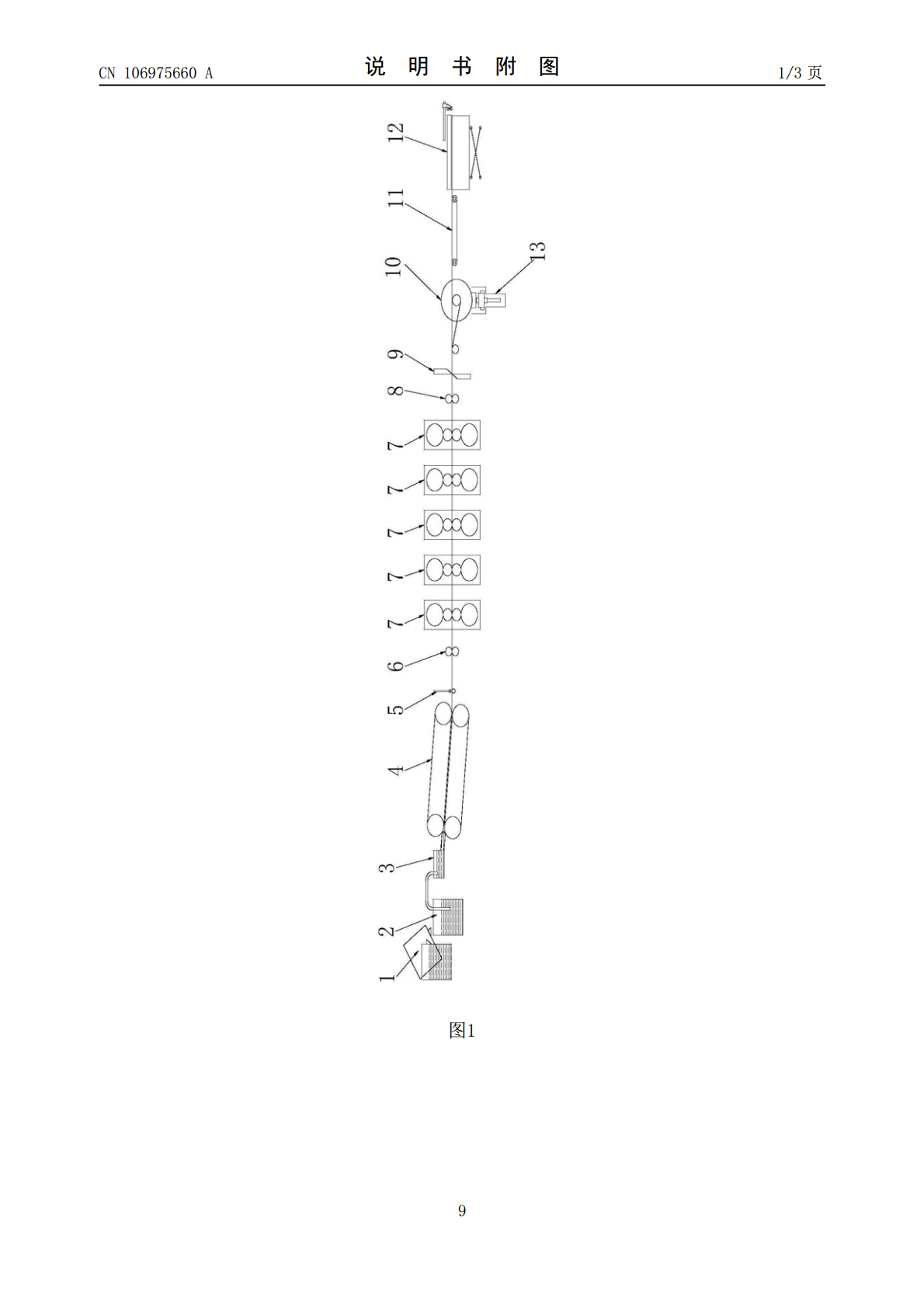
本发明公开了一种镁合金连铸连轧装置及镁合金连铸连轧方法,包括沿轧制方向依次连接的熔化炉、保温静置炉、前液箱;还包括双带式铸造机、牵引机和热轧机单元;双带式铸造机包括上下对置且同步旋转的上环形钢带和下环形钢带,上环形钢带和所述下环形钢带之间设有可调节间距的两个侧板,上环形钢带、下环形钢带和两个侧板之间围合形成熔体流道。本发明解决现有的双辊铸轧加工宽度较大的镁合金铸轧成品,容易出现厚度不均致使镁合金成品合格率低的问题;同时,实现了铸造机和热轧机在同一生产线上生产,省去了热轧开坯中的铸坯、铣面、开坯等工序,能够

镁合金连铸连轧工艺与设备设计.doc
济南大学毕业设计-28-1前言1.1课题背景1.1.1镁合金材料发展概况金属镁作为质轻、节能、环保的优秀金属元素,在全球金属矿产资源日益枯竭、价格大幅攀升的情况下,镁以其资源优势、价格优势、产品性能优势在工业生产中的地位进一步凸显,在未来发展中镁将成为最重要的金属材料。目前镁合金主要应用于以铸造为主生产的一些机械零件,但受到铸造工艺专业特点的局限,使镁合金应用的空间相当狭小。据有关统计,对于每种金属材料的消耗,板材要占到70%以上。在生产中对板材进行各种形状的成形加工,可以生产出很多优质的机械结构零件。板

镁合金连铸连轧工艺与设备设计.doc
济南大学毕业设计--1前言1.1课题背景1.1.1镁合金材料发展概况金属镁作为质轻、节能、环保的优秀金属元素,在全球金属矿产资源日益枯竭、价格大幅攀升的情况下,镁以其资源优势、价格优势、产品性能优势在工业生产中的地位进一步凸显,在未来发展中镁将成为最重要的金属材料。目前镁合金主要应用于以铸造为主生产的一些机械零件,但受到铸造工艺专业特点的局限,使镁合金应用的空间相当狭小。据有关统计,对于每种金属材料的消耗,板材要占到70%以上。在生产中对板材进行各种形状的成形加工,可以生产
镁合金连铸连轧工艺与设备设计.doc
济南大学毕业设计--1前言1.1课题背景1.1.1镁合金材料发展概况金属镁作为质轻、节能、环保的优秀金属元素,在全球金属矿产资源日益枯竭、价格大幅攀升的情况下,镁以其资源优势、价格优势、产品性能优势在工业生产中的地位进一步凸显,在未来发展中镁将成为最重要的金属材料。目前镁合金主要应用于以铸造为主生产的一些机械零件,但受到铸造工艺专业特点的局限,使镁合金应用的空间相当狭小。据有关统计,对于每种金属材料的消耗,板材要占到70%以上。在生产中对板材进行各种形状的成形加工,可以生产
镁合金连铸连轧工艺与设备设计.doc
济南大学毕业设计--1前言1.1课题背景1.1.1镁合金材料发展概况金属镁作为质轻、节能、环保的优秀金属元素,在全球金属矿产资源日益枯竭、价格大幅攀升的情况下,镁以其资源优势、价格优势、产品性能优势在工业生产中的地位进一步凸显,在未来发展中镁将成为最重要的金属材料。目前镁合金主要应用于以铸造为主生产的一些机械零件,但受到铸造工艺专业特点的局限,使镁合金应用的空间相当狭小。据有关统计,对于每种金属材料的消耗,板材要占到70%以上。在生产中对板材进行各种形状的成形加工,可以生产