
镁合金板的连续高效铸轧成型方法.pdf

邻家****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
镁合金板的连续高效铸轧成型方法.pdf
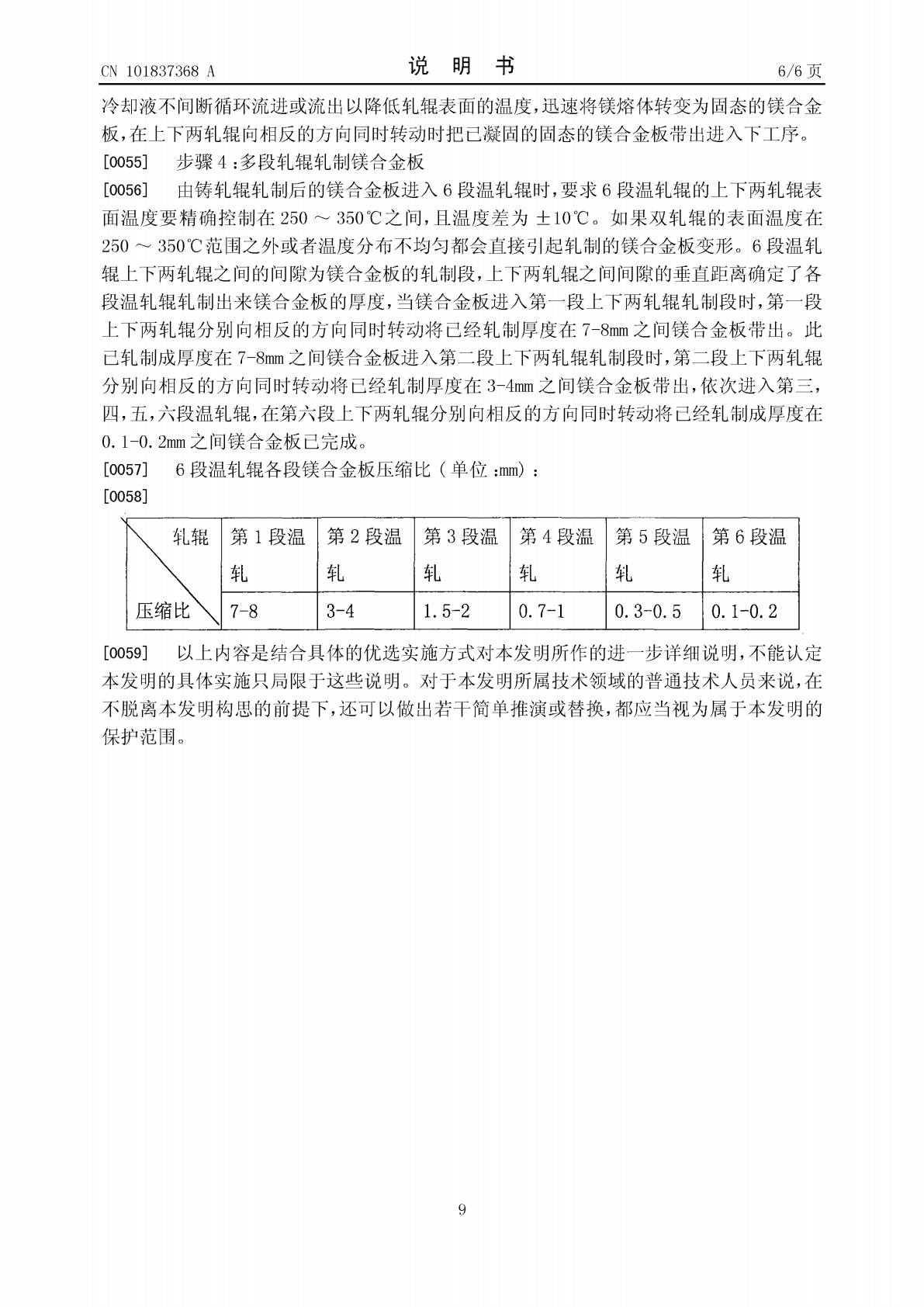
本发明提供一种镁合金板的连续高效铸轧成型方法,包括:感应电炉、电阻炉、铸轧辊和多段轧辊;向感应电炉内投入金属元素,该金属元素为镁锭,或者镁锭与合金元素;经感应电炉熔化后的镁熔体经管道流入电阻炉内;电阻炉内设置至少两溢流相通的调温区,调温区之间的温差恒定;经过电阻炉后的镁熔体通过输送管到达铸轧辊的咬入区,成型为镁合金板送出;镁熔体进入咬入区的温度为690±10℃;镁合金板顺序经过多段轧辊,在轧制区该每段轧辊的轧表工作面温度和被轧镁合板温度范围为250~350℃,且沿着轧辊的轴向上其温差为±10℃。本发明的有
铅合金板带铸轧成型方法.pdf
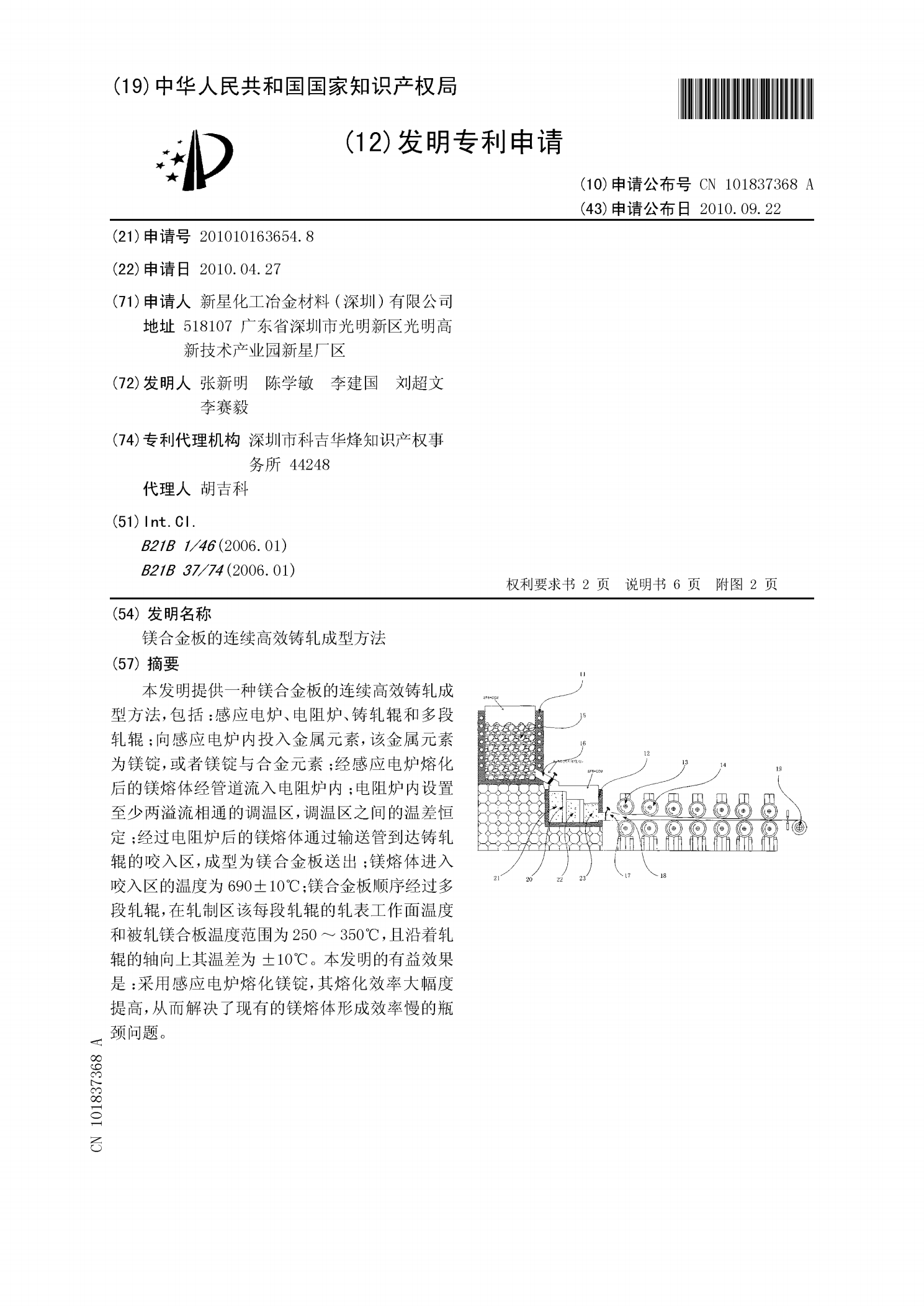
本发明公开一种铅合金板带铸轧成型方法,属于金属材料加工方法之一种。主要解决铅合金连续铸轧加工成型的技术问题。技术方案为首先在倾翻式熔化炉1中熔化各金属,其次倒入导流槽2,进入前箱3,再通过铸嘴4进入铸轧机5,进行铸轧成形。本发明方法可用于铅合金板带铸轧成型。
一种镁合金电磁倾斜式铸轧机及镁合金板带铸轧方法.pdf
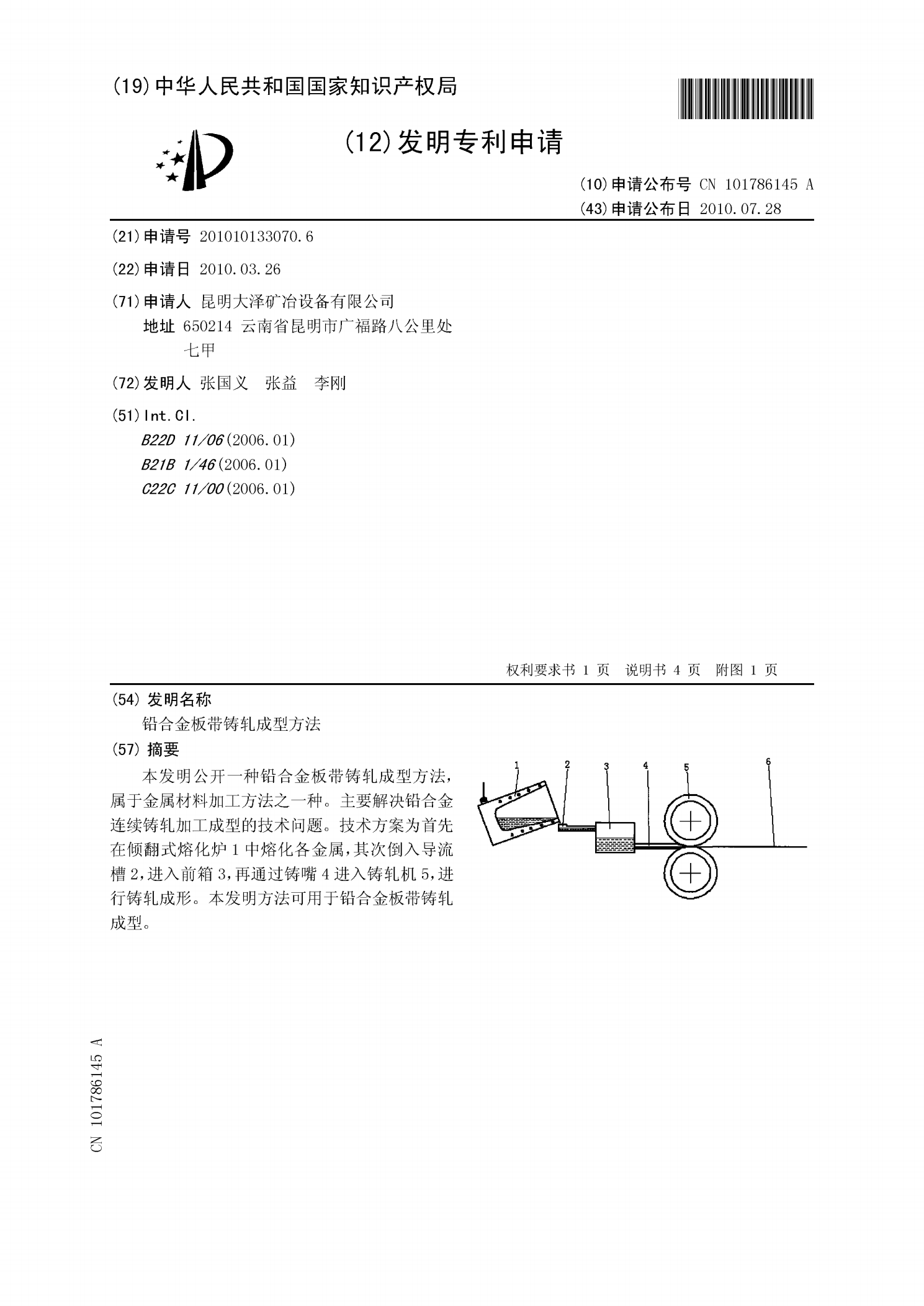
本发明涉及一种镁合金电磁倾斜式铸轧机及镁合金板带铸轧方法,铸轧辊组件安装在支撑架内,由水平并列设置的固定铸轧辊和移动铸轧辊组成,固定铸轧辊及移动铸轧辊分别连接铸轧辊驱动装置;移动铸轧辊在铸轧辊压紧装置作用下移动实现辊缝调节;支撑架在铸轧辊倾斜装置的作用下,能够带动铸轧辊组件绕其轴线方向整体倾斜一个角度;固定铸轧辊与移动铸轧辊之间、辊面的两侧分别设有电磁搅拌器。本发明将电磁铸轧、倾斜铸轧、异步铸轧与辊缝调节功能集成为一体,能够解决镁合金铸轧后板坯成分分布不均匀、板坯与侧封板粘合、板坯开裂及拉坯时承受过大弯曲
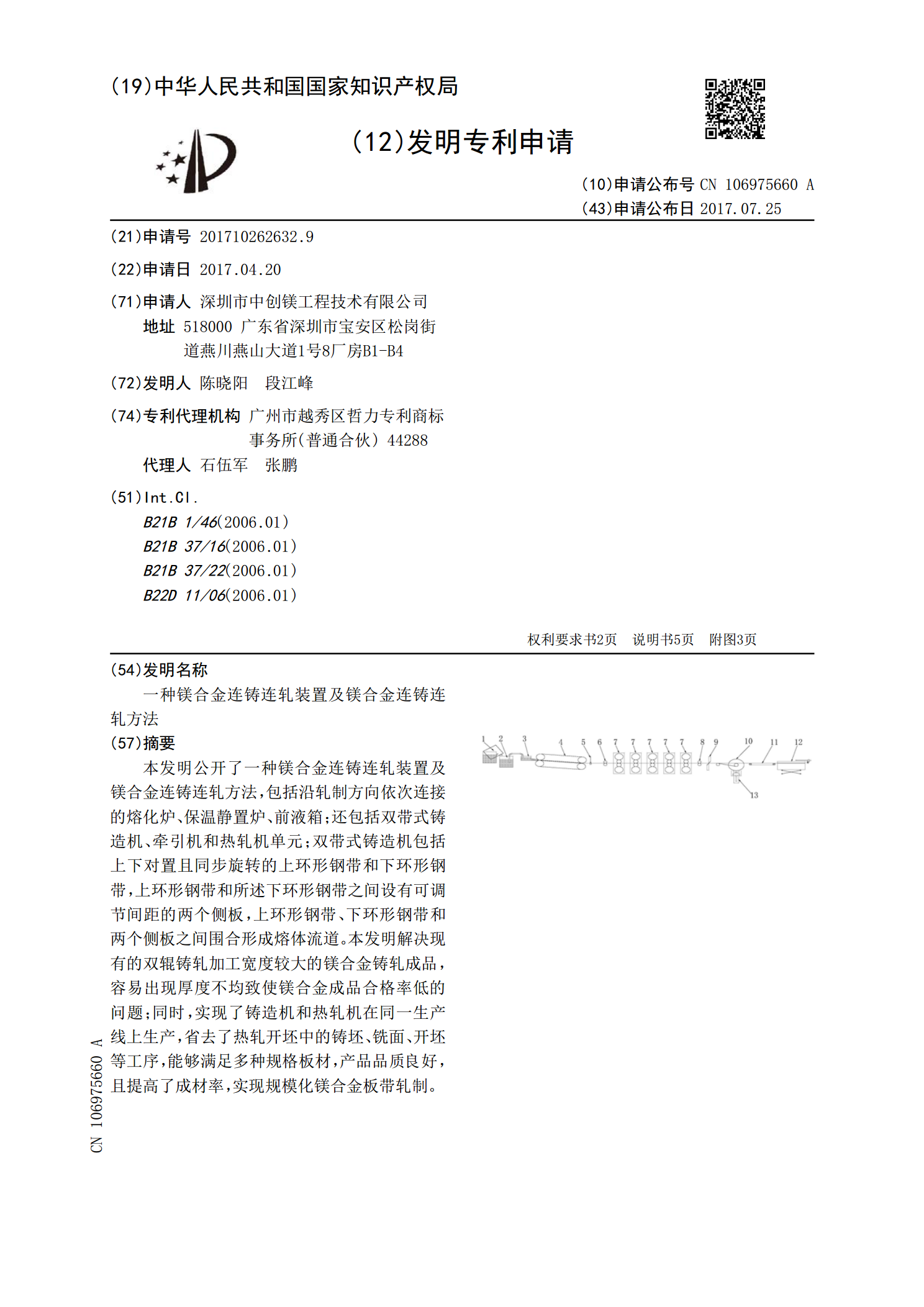
一种镁合金连铸连轧装置及镁合金连铸连轧方法.pdf
本发明公开了一种镁合金连铸连轧装置及镁合金连铸连轧方法,包括沿轧制方向依次连接的熔化炉、保温静置炉、前液箱;还包括双带式铸造机、牵引机和热轧机单元;双带式铸造机包括上下对置且同步旋转的上环形钢带和下环形钢带,上环形钢带和所述下环形钢带之间设有可调节间距的两个侧板,上环形钢带、下环形钢带和两个侧板之间围合形成熔体流道。本发明解决现有的双辊铸轧加工宽度较大的镁合金铸轧成品,容易出现厚度不均致使镁合金成品合格率低的问题;同时,实现了铸造机和热轧机在同一生产线上生产,省去了热轧开坯中的铸坯、铣面、开坯等工序,能够
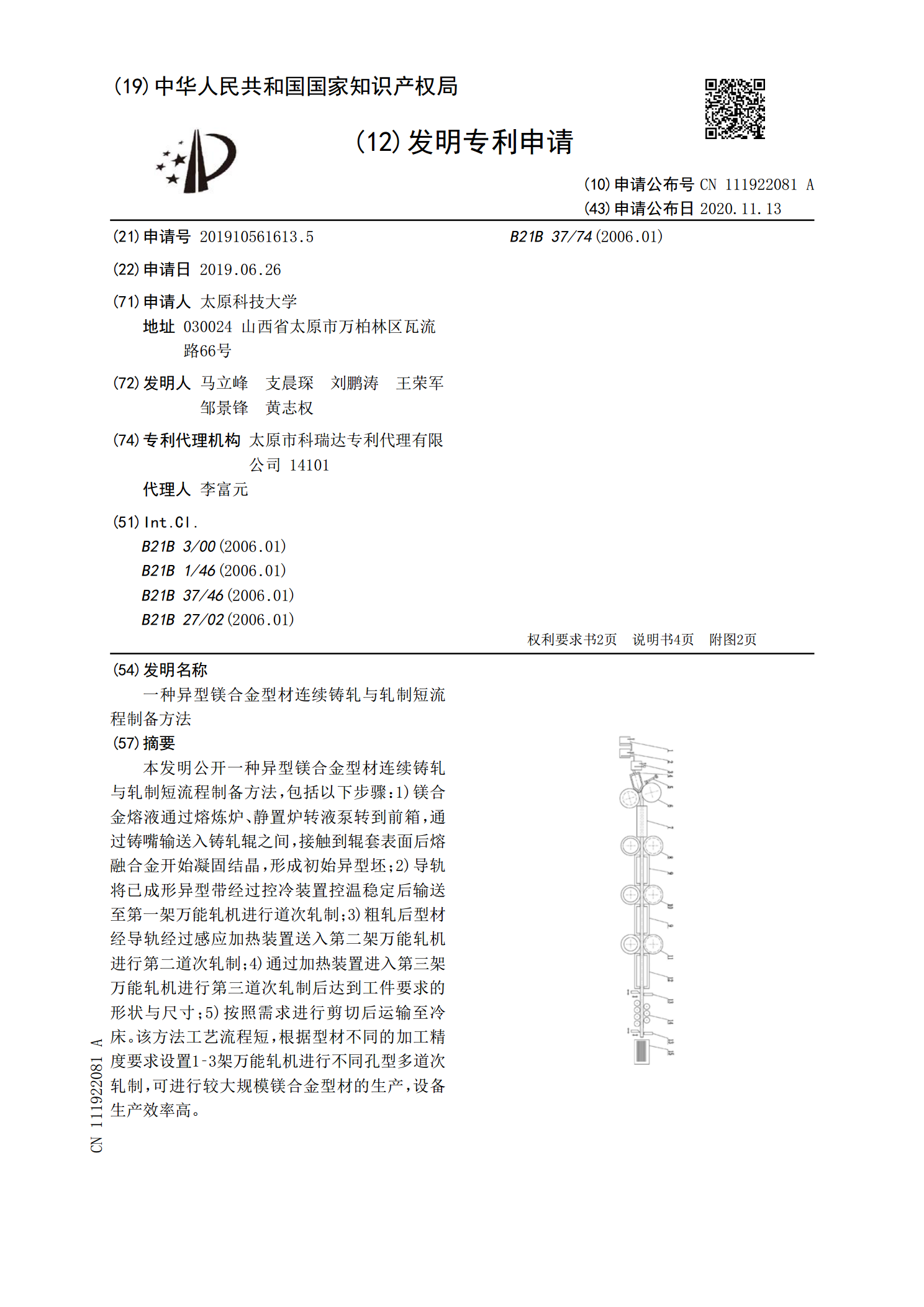
一种异型镁合金型材连续铸轧与轧制短流程制备方法.pdf
本发明公开一种异型镁合金型材连续铸轧与轧制短流程制备方法,包括以下步骤:1)镁合金熔液通过熔炼炉、静置炉转液泵转到前箱,通过铸嘴输送入铸轧辊之间,接触到辊套表面后熔融合金开始凝固结晶,形成初始异型坯;2)导轨将已成形异型带经过控冷装置控温稳定后输送至第一架万能轧机进行道次轧制;3)粗轧后型材经导轨经过感应加热装置送入第二架万能轧机进行第二道次轧制;4)通过加热装置进入第三架万能轧机进行第三道次轧制后达到工件要求的形状与尺寸;5)按照需求进行剪切后运输至冷床。该方法工艺流程短,根据型材不同的加工精度要求设置