
一种铸造模具、差压铸造方法和低压铸造方法.pdf

韶敏****ab

1/8

2/8

3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸造模具、差压铸造方法和低压铸造方法.pdf
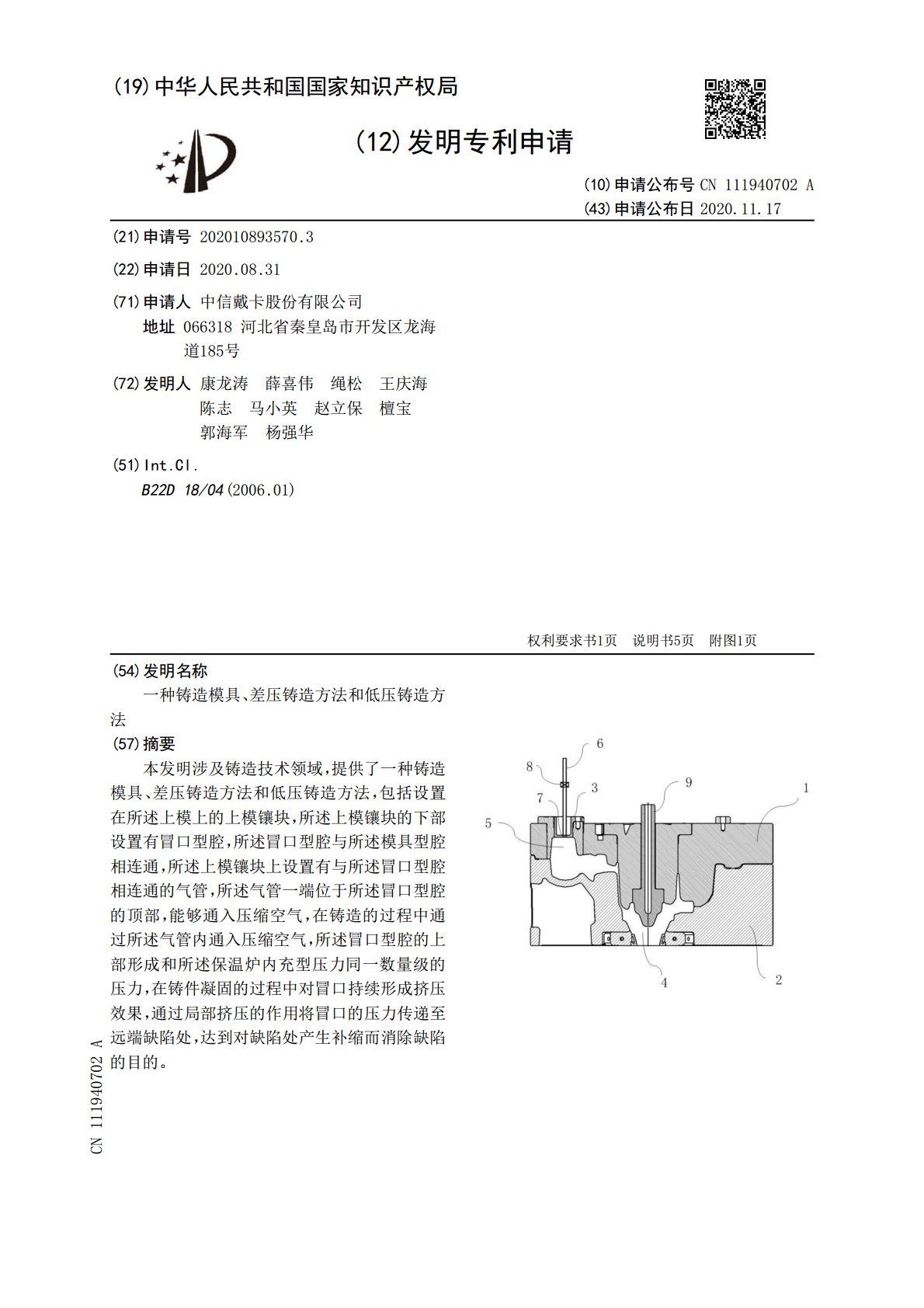
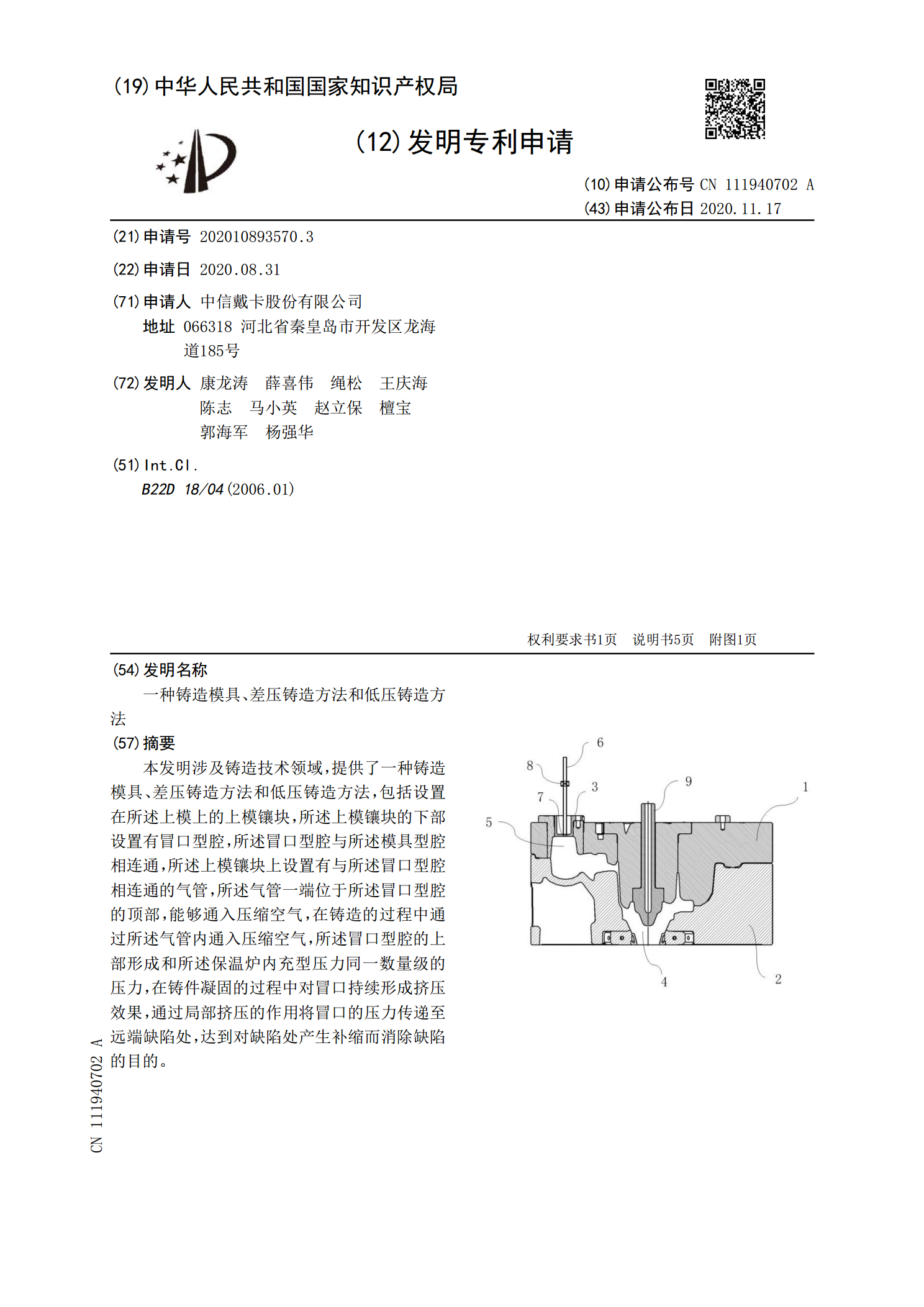
本发明涉及铸造技术领域,提供了一种铸造模具、差压铸造方法和低压铸造方法,包括设置在所述上模上的上模镶块,所述上模镶块的下部设置有冒口型腔,所述冒口型腔与所述模具型腔相连通,所述上模镶块上设置有与所述冒口型腔相连通的气管,所述气管一端位于所述冒口型腔的顶部,能够通入压缩空气,在铸造的过程中通过所述气管内通入压缩空气,所述冒口型腔的上部形成和所述保温炉内充型压力同一数量级的压力,在铸件凝固的过程中对冒口持续形成挤压效果,通过局部挤压的作用将冒口的压力传递至远端缺陷处,达到对缺陷处产生补缩而消除缺陷的目的。

低压铸造模具及铸造轮毂的方法.pdf
本发明提供一种低压铸造模具及铸造轮毂的方法,低压铸造模具包括:下模、多个边模、上模和控制装置;多个边模与下模配合形成与待铸轮毂的轮辋相对应的轮辋腔和流道腔,上模与下模和边摸配合形成与待铸轮毂的轮辐相对应的轮辐腔和安装盘相对应的安装腔,与待铸轮毂的上轮唇相对应的上轮缘腔,底板上设有两个浇口腔,流道腔、上轮缘腔、轮辐腔、轮辋腔和安装腔相互连通组成待铸轮毂腔,待铸轮毂腔分别与两个浇口腔相连通。本发明提供的低压铸造模具,从两个浇口腔进料进行往上浇铸,缩短充型时间,稳定性好,采用低压铸造代替锻压得到旋压毛坯,相对锻

压模铸造设备和压模铸造方法.pdf
公开了压模铸造设备和压模铸造方法。在压模铸造设备(30)中,在电磁泵(40)馈送熔融金属(5)期间,熔融金属料位传感器(51)反复检测存储在熔融金属保持炉(50)中的熔融金属(5)的馈送期间的料位;控制单元(31)基于反复检测的熔融金属的馈送期间的料位将熔融金属馈送电压校正成馈送期间的电压,使得由电磁泵(40)馈送的熔融金属的量与规定量一致;控制单元(31)将馈送期间的电压施加于电磁泵(40),以使电磁泵(40)将熔融金属从熔融金属保持炉(50)馈送到柱塞套(2)中;并且通过注入操作执行铸造,在注入操作中
一种铸造模具及其铸造方法.pdf
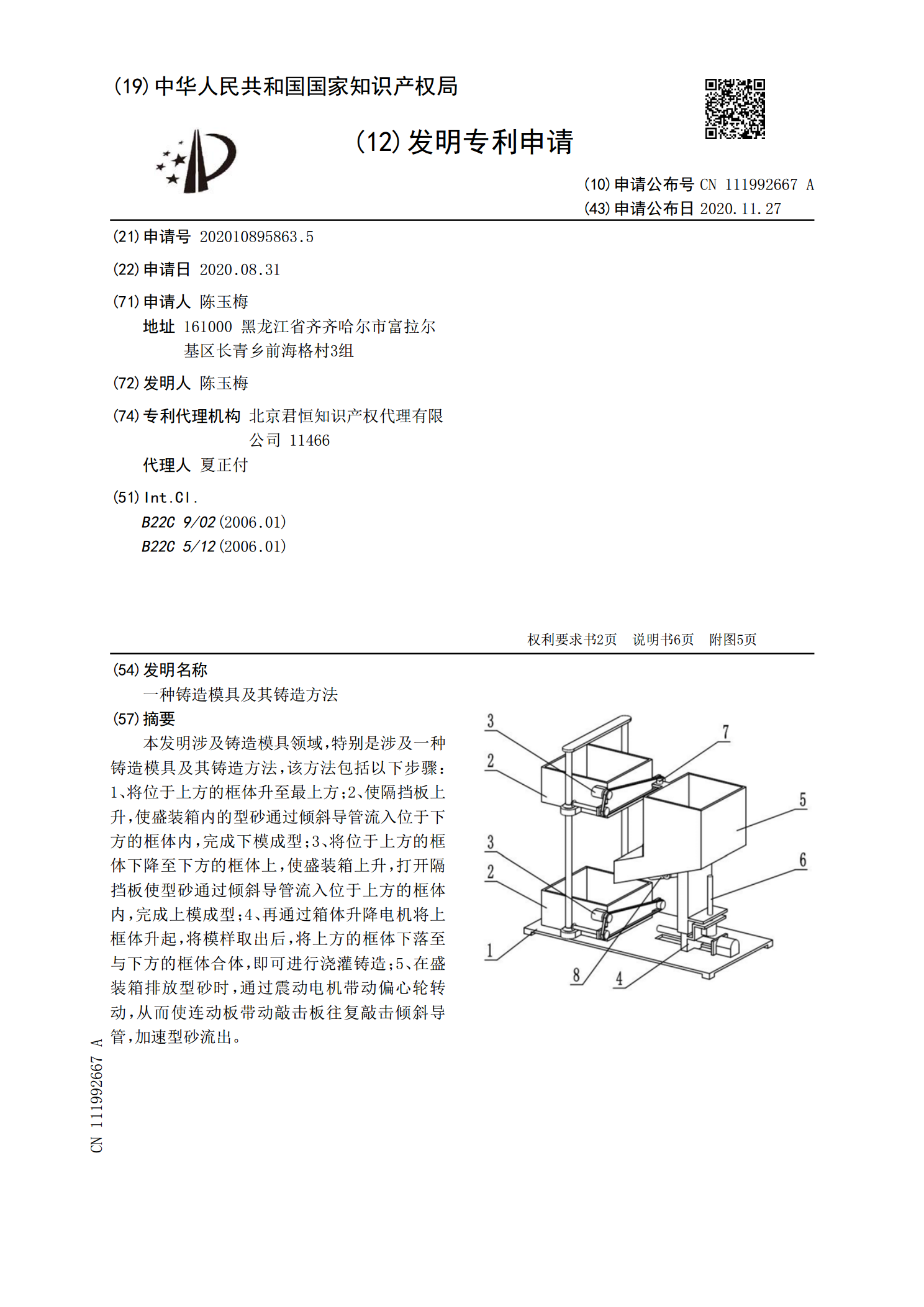
本发明涉及铸造模具领域,特别是涉及一种铸造模具及其铸造方法,该方法包括以下步骤:1、将位于上方的框体升至最上方;2、使隔挡板上升,使盛装箱内的型砂通过倾斜导管流入位于下方的框体内,完成下模成型;3、将位于上方的框体下降至下方的框体上,使盛装箱上升,打开隔挡板使型砂通过倾斜导管流入位于上方的框体内,完成上模成型;4、再通过箱体升降电机将上框体升起,将模样取出后,将上方的框体下落至与下方的框体合体,即可进行浇灌铸造;5、在盛装箱排放型砂时,通过震动电机带动偏心轮转动,从而使连动板带动敲击板往复敲击倾斜导管,加
铝合金车轮低压铸造模具及其铸造方法.pdf
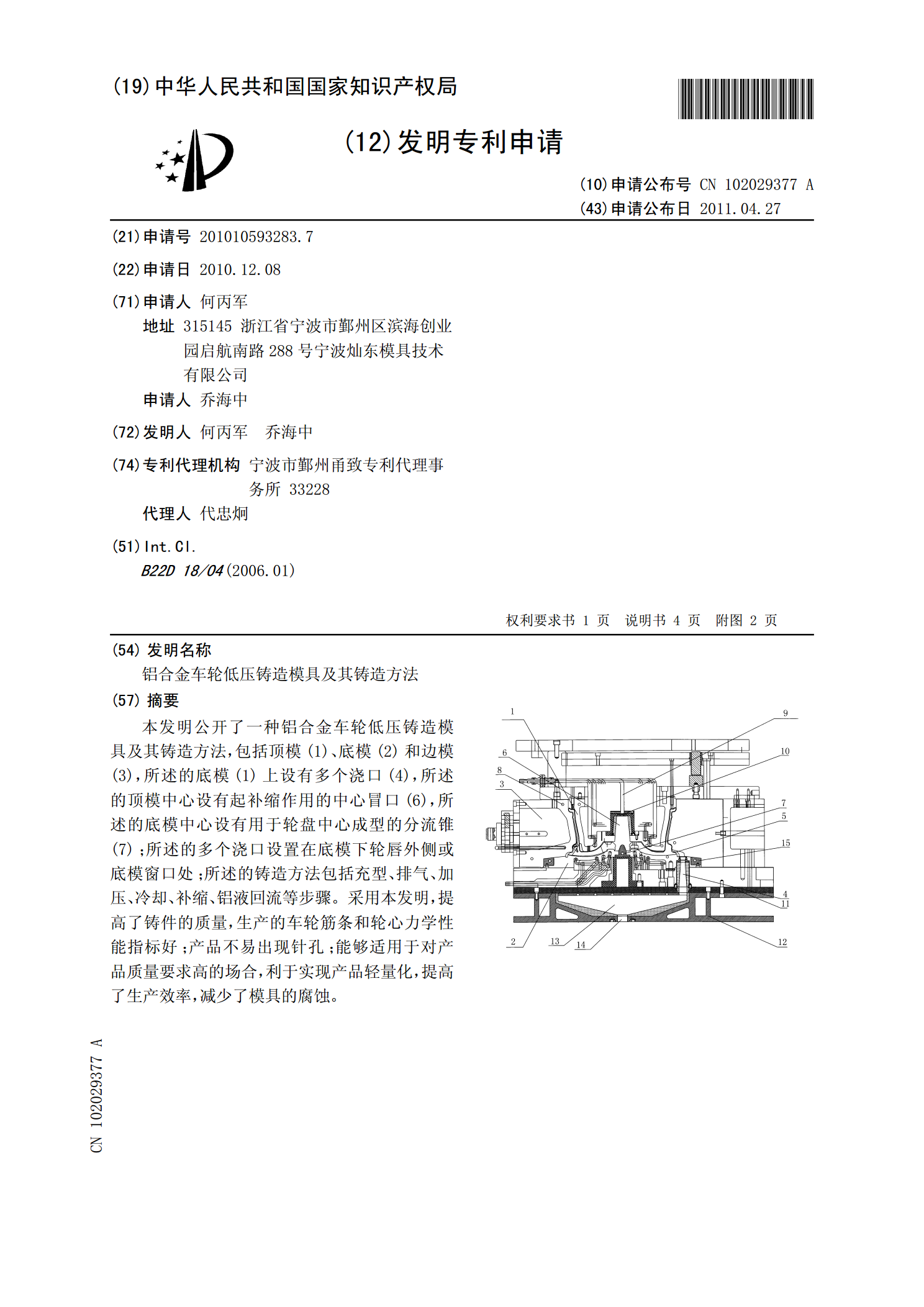
本发明公开了一种铝合金车轮低压铸造模具及其铸造方法,包括顶模(1)、底模(2)和边模(3),所述的底模(1)上设有多个浇口(4),所述的顶模中心设有起补缩作用的中心冒口(6),所述的底模中心设有用于轮盘中心成型的分流锥(7);所述的多个浇口设置在底模下轮唇外侧或底模窗口处;所述的铸造方法包括充型、排气、加压、冷却、补缩、铝液回流等步骤。采用本发明,提高了铸件的质量,生产的车轮筋条和轮心力学性能指标好;产品不易出现针孔;能够适用于对产品质量要求高的场合,利于实现产品轻量化,提高了生产效率,减少了模具的腐蚀。