
铝合金车轮低压铸造模具及其铸造方法.pdf

秀华****魔王


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金车轮低压铸造模具及其铸造方法.pdf
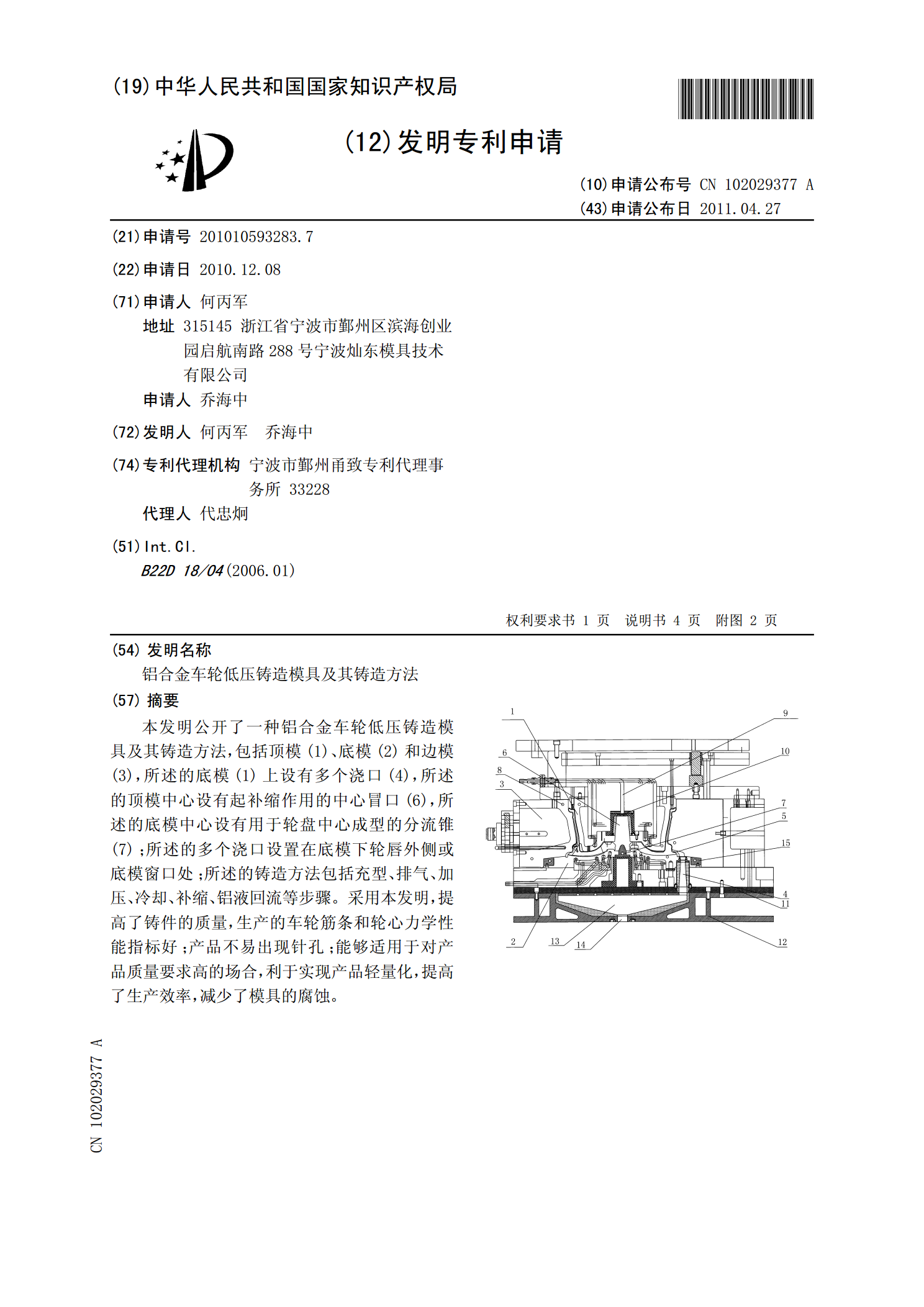
本发明公开了一种铝合金车轮低压铸造模具及其铸造方法,包括顶模(1)、底模(2)和边模(3),所述的底模(1)上设有多个浇口(4),所述的顶模中心设有起补缩作用的中心冒口(6),所述的底模中心设有用于轮盘中心成型的分流锥(7);所述的多个浇口设置在底模下轮唇外侧或底模窗口处;所述的铸造方法包括充型、排气、加压、冷却、补缩、铝液回流等步骤。采用本发明,提高了铸件的质量,生产的车轮筋条和轮心力学性能指标好;产品不易出现针孔;能够适用于对产品质量要求高的场合,利于实现产品轻量化,提高了生产效率,减少了模具的腐蚀。

铝合金车轮重力铸造模具及其铸造方法.pdf
本发明公开了一种铝合金车轮重力铸造模具及其铸造方法,铝合金车轮重力铸造模具包括冷却装置,顶模,边模,底模以及由顶模、边模和底模所形成的模具型腔,所述底模上设有分流锥,所述的铝合金车轮重力铸造模具还包括与模具型腔相连通且可存放铝液的保温杯、可使存放在保温杯内的铝液连续注入模具型腔内的加压装置、可阻止存放在保温杯的铝液在重力作用下流向模具型腔内的截堵装置,所述保温杯设置在顶模上,所述加压装置安装在重力铸造机的机架上,所述截堵装置安装在底模上或安装在重力铸造机的机架上;铝合金车轮重力铸造模具的铸造方法包括注入铝
铝合金车轮低压铸造模具.pdf
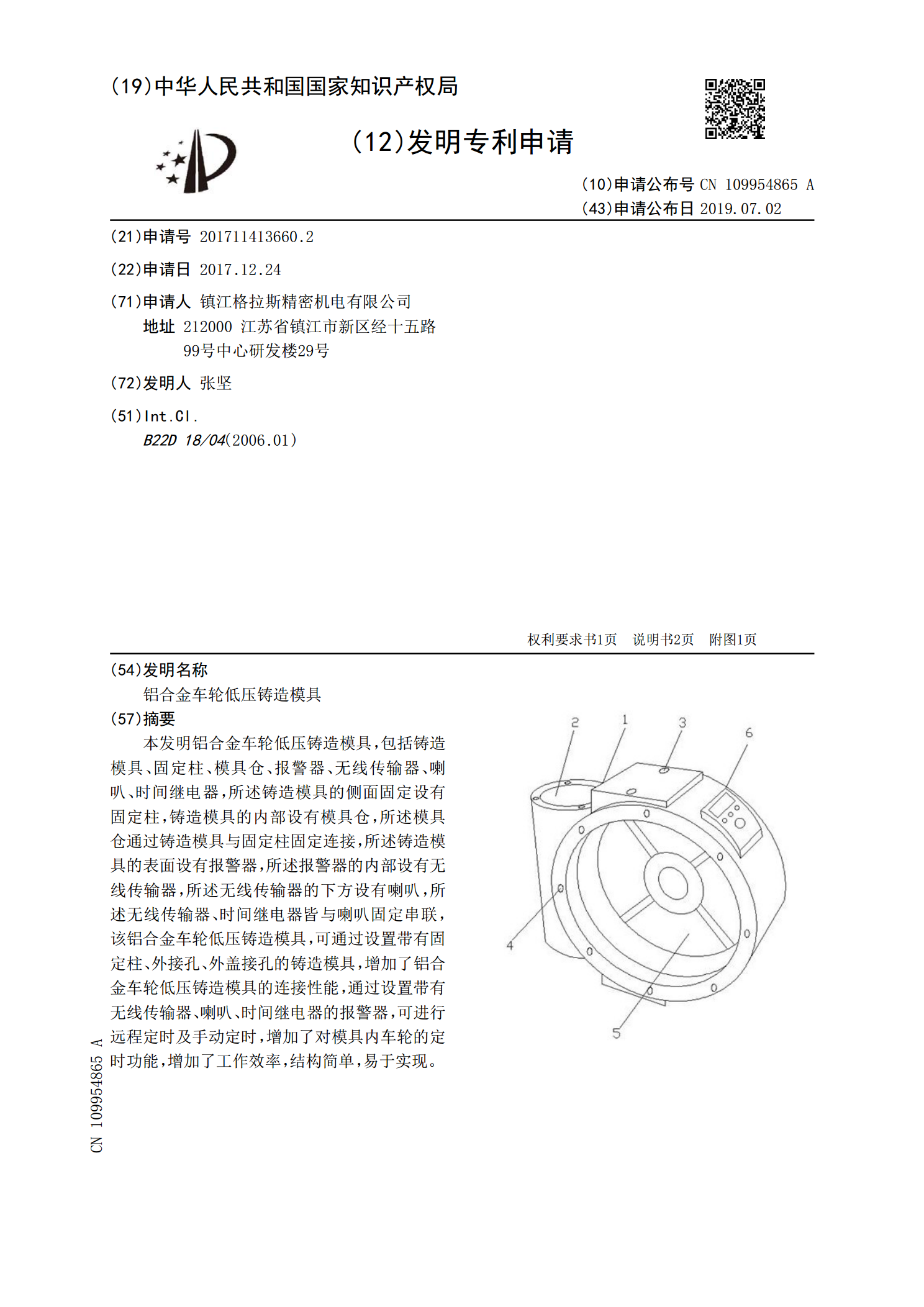
本发明铝合金车轮低压铸造模具,包括铸造模具、固定柱、模具仓、报警器、无线传输器、喇叭、时间继电器,所述铸造模具的侧面固定设有固定柱,铸造模具的内部设有模具仓,所述模具仓通过铸造模具与固定柱固定连接,所述铸造模具的表面设有报警器,所述报警器的内部设有无线传输器,所述无线传输器的下方设有喇叭,所述无线传输器、时间继电器皆与喇叭固定串联,该铝合金车轮低压铸造模具,可通过设置带有固定柱、外接孔、外盖接孔的铸造模具,增加了铝合金车轮低压铸造模具的连接性能,通过设置带有无线传输器、喇叭、时间继电器的报警器,可进行远程

铝合金车轮低压铸造模具热管冷却换热方法.pdf
本发明提出了一种铝合金车轮低压铸造模具的热管冷却换热方法。本发明工作时,热管导热工质为萘,热管壳体材料为碳钢,根据模具散发热量的需要计算得到导热工质萘的含量及壳体的管径大小。本发明运转时液态工质萘在蒸发段(与模具和铝液接触的一侧)吸热相变成为蒸汽,在微小的压力差下,流向冷凝段,而在冷凝段冷凝液化,将热量快速导出,并且在毛细吸液芯的作用下,流回蒸发段,完成一个循环。热量就是通过如此反复,不断地导出,完成了铸件的结晶凝固和模具温度的冷却换热。?
一种铝合金车轮低压铸造模具.pdf
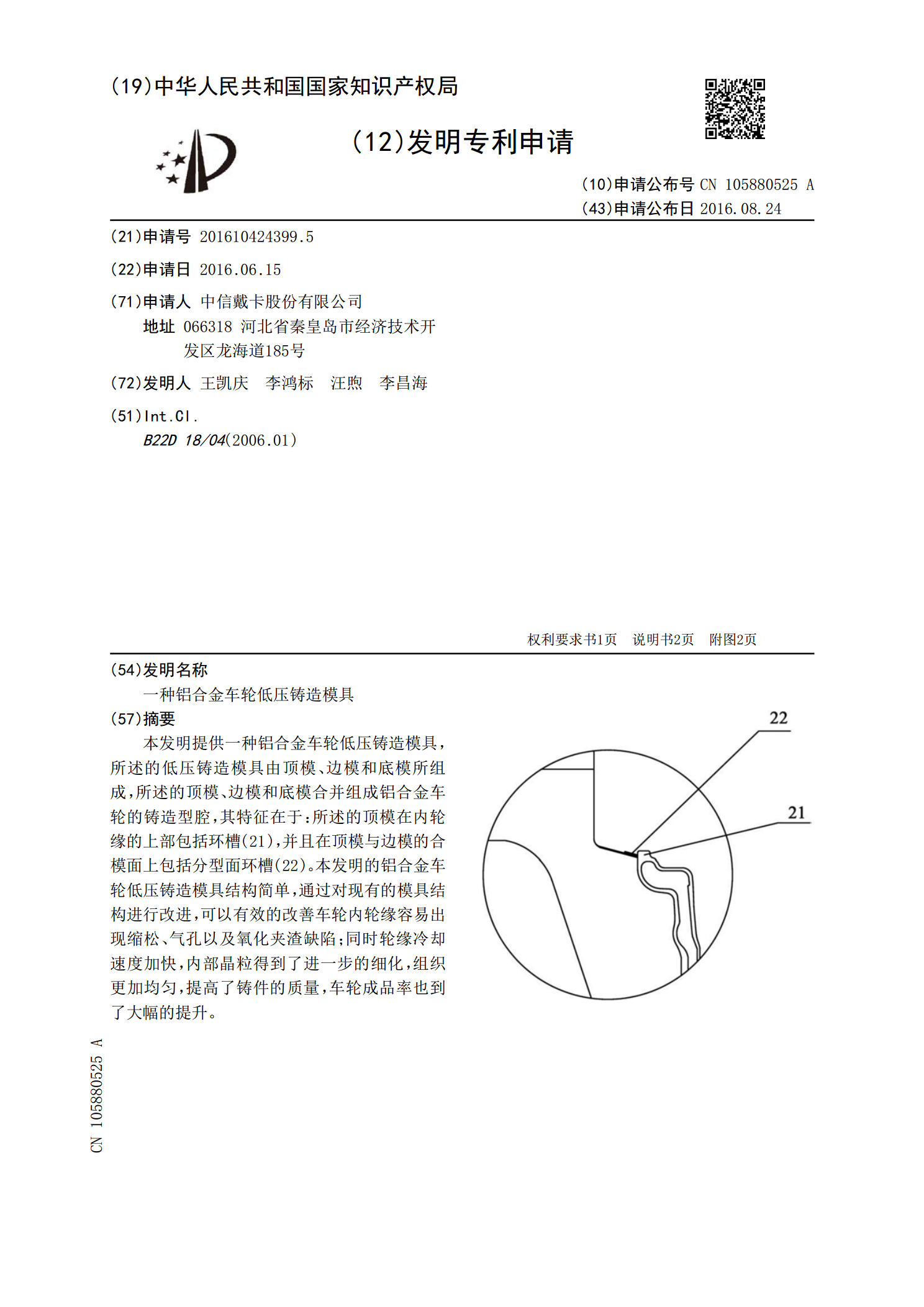
本发明提供一种铝合金车轮低压铸造模具,所述的低压铸造模具由顶模、边模和底模所组成,所述的顶模、边模和底模合并组成铝合金车轮的铸造型腔,其特征在于:所述的顶模在内轮缘的上部包括环槽(21),并且在顶模与边模的合模面上包括分型面环槽(22)。本发明的铝合金车轮低压铸造模具结构简单,通过对现有的模具结构进行改进,可以有效的改善车轮内轮缘容易出现缩松、气孔以及氧化夹渣缺陷;同时轮缘冷却速度加快,内部晶粒得到了进一步的细化,组织更加均匀,提高了铸件的质量,车轮成品率也到了大幅的提升。