
一种铝合金挤压型材的加工热处理工艺.pdf

努力****冰心

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金挤压型材的加工热处理工艺.pdf
本发明提供了一种铝合金挤压型材的加工热处理工艺,包括以下步骤:(1)将6063铝合金铸锭进行均匀化热处理;铝合金铸锭、挤压模具、挤压机的挤压筒分别进行加热处理,挤压;(2)将得到的6063铝合金挤压型材进行淬火处理、回火处理;(3)将铝合金挤压型材进行五级时效热处理,第一级时效热处理,温度为425‑450℃,时间为2‑3h,水冷;第二级时效热处理,温度为320‑340℃,时间为4‑6h,空冷;第三级时效热处理,温度为245‑265℃,时间为5‑8h,空冷;第四级时效热处理,温度为180‑215℃,时间为5
一种低挤压变形抗力的铝合金型材热处理及挤压工艺.pdf
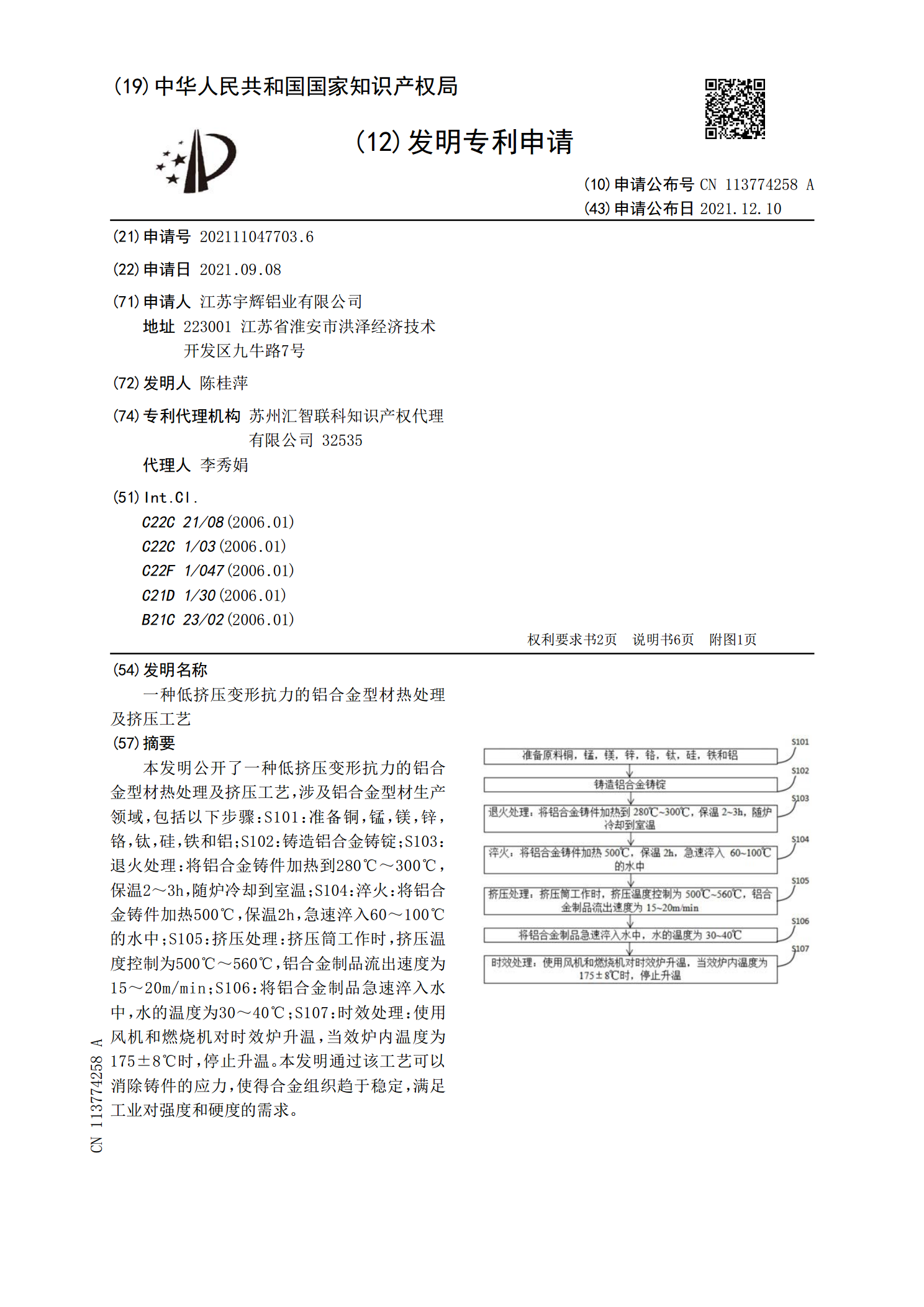
本发明公开了一种低挤压变形抗力的铝合金型材热处理及挤压工艺,涉及铝合金型材生产领域,包括以下步骤:S101:准备铜,锰,镁,锌,铬,钛,硅,铁和铝;S102:铸造铝合金铸锭;S103:退火处理:将铝合金铸件加热到280℃~300℃,保温2~3h,随炉冷却到室温;S104:淬火:将铝合金铸件加热500℃,保温2h,急速淬入60~100℃的水中;S105:挤压处理:挤压筒工作时,挤压温度控制为500℃~560℃,铝合金制品流出速度为15~20m/min;S106:将铝合金制品急速淬入水中,水的温度为30~40
一种超长铝合金挤压型材的热处理设备.pdf
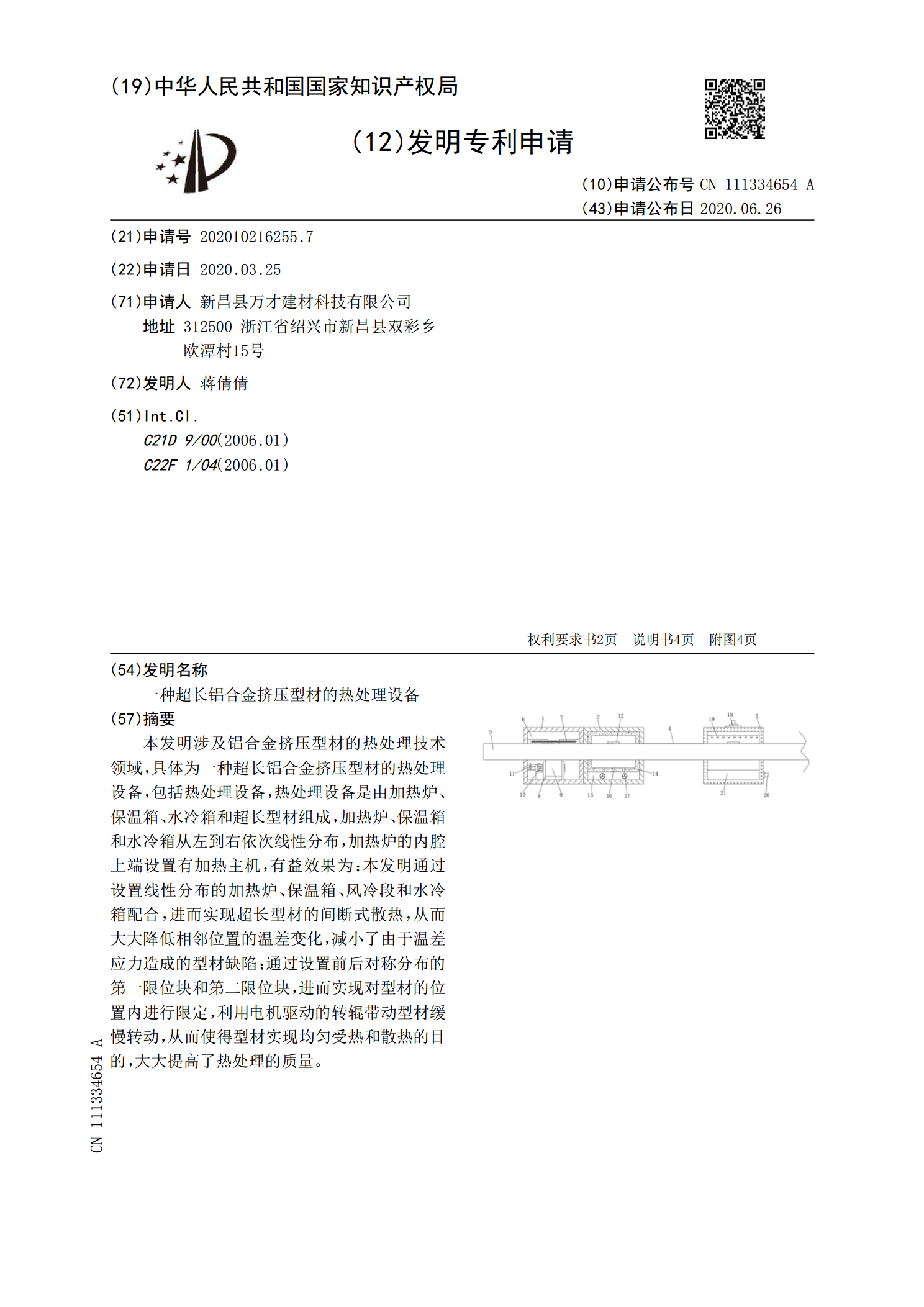
本发明涉及铝合金挤压型材的热处理技术领域,具体为一种超长铝合金挤压型材的热处理设备,包括热处理设备,热处理设备是由加热炉、保温箱、水冷箱和超长型材组成,加热炉、保温箱和水冷箱从左到右依次线性分布,加热炉的内腔上端设置有加热主机,有益效果为:本发明通过设置线性分布的加热炉、保温箱、风冷段和水冷箱配合,进而实现超长型材的间断式散热,从而大大降低相邻位置的温差变化,减小了由于温差应力造成的型材缺陷;通过设置前后对称分布的第一限位块和第二限位块,进而实现对型材的位置内进行限定,利用电机驱动的转辊带动型材缓慢转动,
一种7020铝合金型材及其挤压工艺.pdf
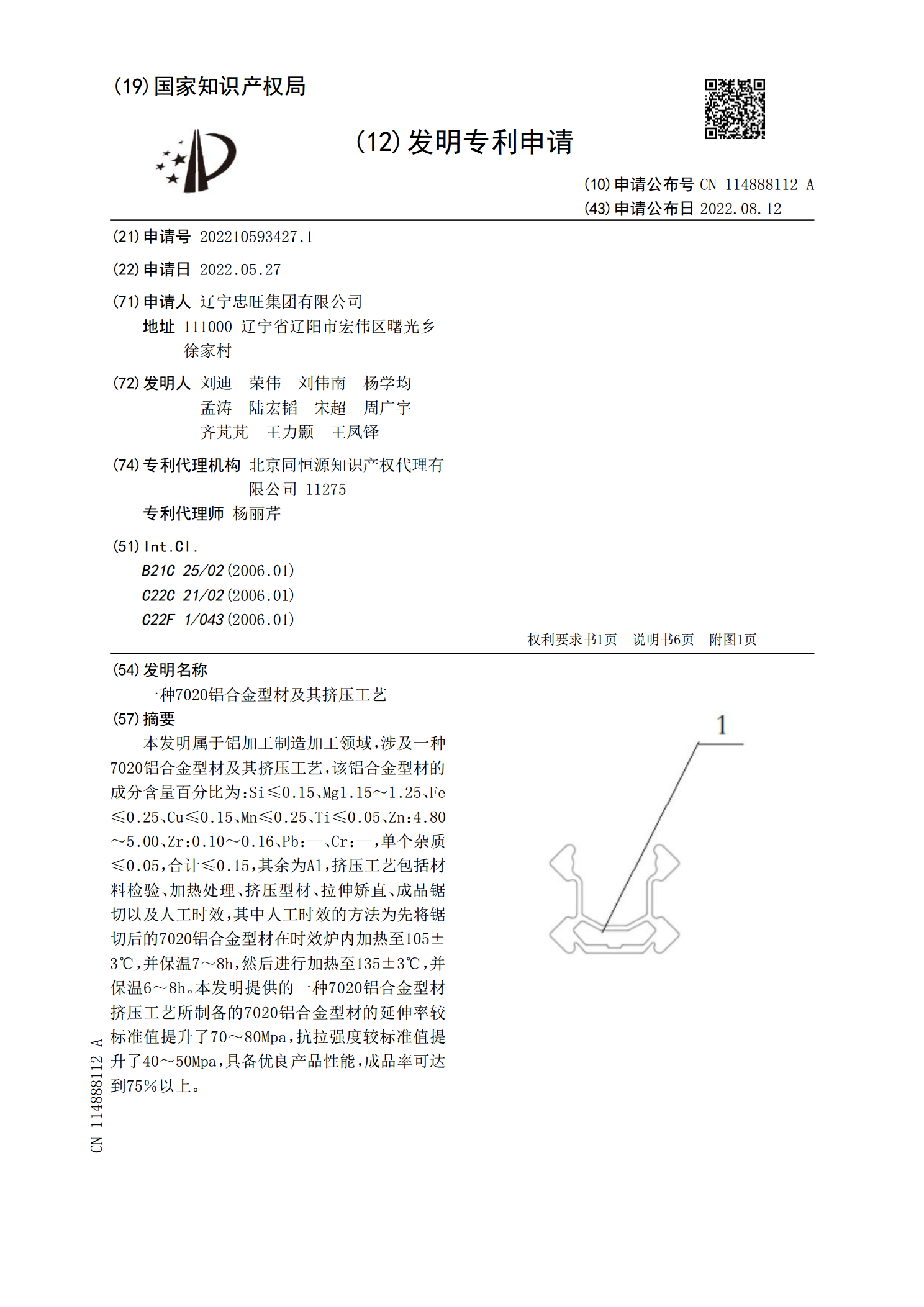
本发明属于铝加工制造加工领域,涉及一种7020铝合金型材及其挤压工艺,该铝合金型材的成分含量百分比为:Si≤0.15、Mg1.15~1.25、Fe≤0.25、Cu≤0.15、Mn≤0.25、Ti≤0.05、Zn:4.80~5.00、Zr:0.10~0.16、Pb:—、Cr:—,单个杂质≤0.05,合计≤0.15,其余为Al,挤压工艺包括材料检验、加热处理、挤压型材、拉伸矫直、成品锯切以及人工时效,其中人工时效的方法为先将锯切后的7020铝合金型材在时效炉内加热至105±3℃,并保温7~8h,然后进行加热至
一种超薄铝合金型材挤压工艺.pdf
本发明涉及一种超薄铝合金型材挤压工艺,该工艺包括以下步骤:将铝合金铸锭进行加热、挤压、保温、淬火、矫直和保温,得到超薄的铝合金型材,所述挤压的出料温度为490‑510℃,先采用风冷的方式进行冷却,之后使用水雾进行快速冷却,矫直之后进行人工时效处理,采用两级强制淬火的方案进行快速的冷却,避免了直接使用水进行冷却导致冷却过快金属断裂的问题,同时,先使用空气在使用水进行冷却淬火,可以在提高强度的同时,保留一定的韧性,使用保温箱进行保温,避免了淬火过程水溅到模具上的情况,提高了使用的安全性,提高了模具的使用寿命。