
一种超薄铝合金型材挤压工艺.pdf

努力****绮亦


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄铝合金型材挤压工艺.pdf
本发明涉及一种超薄铝合金型材挤压工艺,该工艺包括以下步骤:将铝合金铸锭进行加热、挤压、保温、淬火、矫直和保温,得到超薄的铝合金型材,所述挤压的出料温度为490‑510℃,先采用风冷的方式进行冷却,之后使用水雾进行快速冷却,矫直之后进行人工时效处理,采用两级强制淬火的方案进行快速的冷却,避免了直接使用水进行冷却导致冷却过快金属断裂的问题,同时,先使用空气在使用水进行冷却淬火,可以在提高强度的同时,保留一定的韧性,使用保温箱进行保温,避免了淬火过程水溅到模具上的情况,提高了使用的安全性,提高了模具的使用寿命。

铝合金型材挤压工艺.pdf
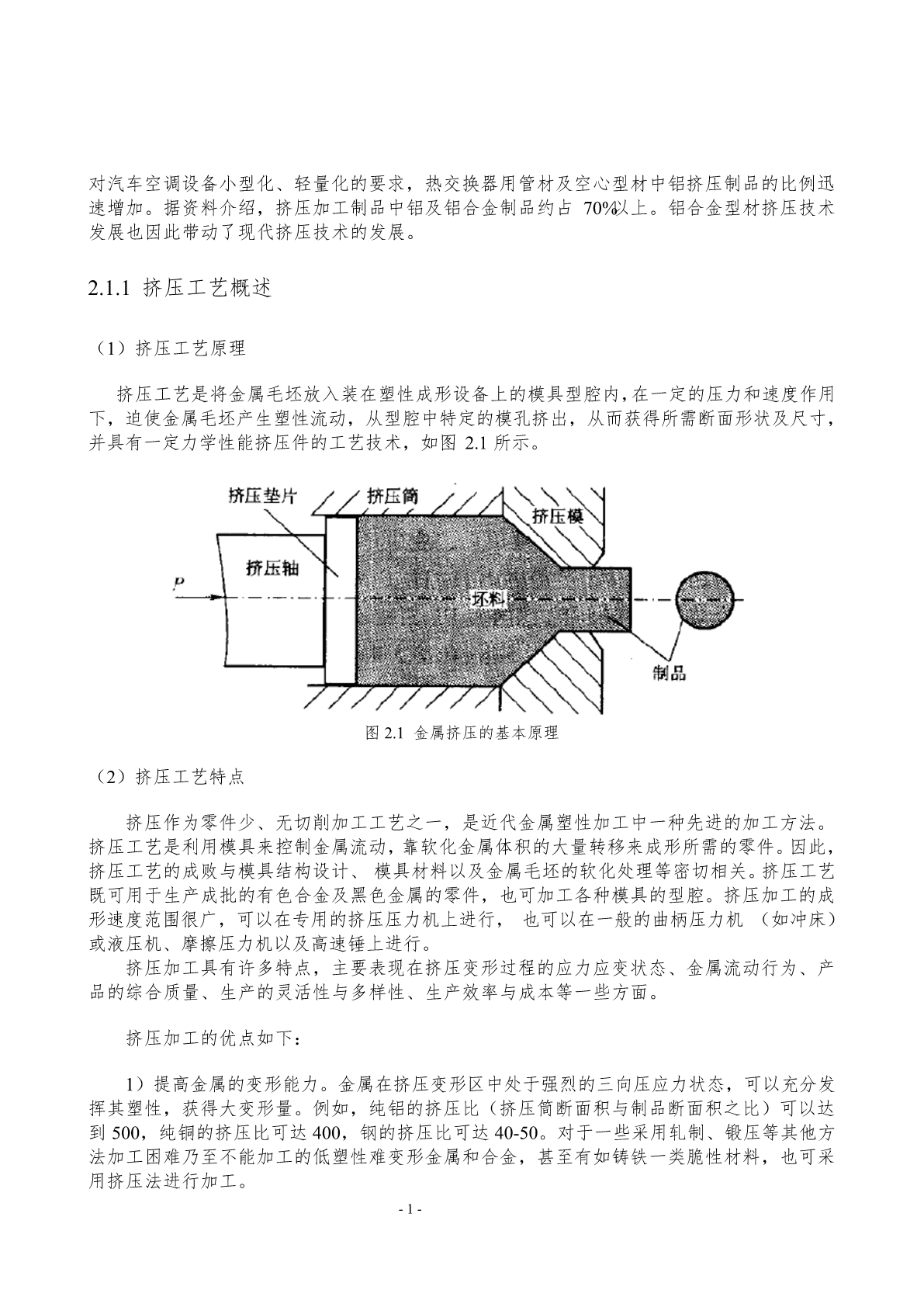
2.1铝合金型材挤压工艺铝及铝合金型材被广泛应用于建筑、交通运输、电子、航天航空等部门。近年来,由于对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加。据资料介绍,挤压加工制品中铝及铝合金制品约占70%以上。铝合金型材挤压技术发展也因此带动了现代挤压技术的发展。2.1.1挤压工艺概述(1)挤压工艺原理挤压工艺是将金属毛坯放入装在塑性成形设备上的模具型腔内,在一定的压力和速度作用下,迫使金属毛坯产生塑性流动,从型腔中特定的模孔挤出,从而获得所需断面形状及尺寸,并具有一定力
一种铝合金型材挤压成型工艺.pdf
本发明涉及一种铝合金型材挤压成型工艺,具体操作步骤包括:步骤一:将铝合金原料放入加热炉内进行加温,再通过切割工装将加温后的铝合金原料进行切棒操作,得到设定长度的铝合金棒;步骤二:通过挤压设备中的电磁线圈先对铝合金棒进行预加热,将预加热后的铝合金棒进行挤压成型,得到挤压件;步骤三:通过牵引设备将挤压件牵引运输至时效炉内进行一段时间的时效处理,得到成品的铝合金型材;当安装板位于装载框架的正上方时,通过卡槽与装载框架内的模具卡接,再对卡槽通电,使得卡槽吸附模具,通过第一液压推杆收缩和第二液压推杆伸长,实现避免人

一种铝合金挤压型材制备工艺.pdf
本发明公开了一种铝合金挤压型材制备工艺,具体涉及挤压制备技术领域,包括以下步骤,配制铝合金原料,配置完成之后将原料加入熔炼炉中均匀混合后熔炼为液态铝合金,将液态铝合金熔铸为铝合金铸锭。本发明通过采用特定的原料和方式制备可以得到高强度铝合金型材,然后在铝型材表面均匀的涂抹一层特制的涂料,使得通过本发明制备的铝合金型材不仅具有较高的强度,而且具有一定的防污功能,同时涂层内部的光触媒受光后能生成氢氧自由基,能有效地分解甲醛和苯等有机物,并且还能氧化去除氮氧化物及硫化物等,具有良好地空气净化效果,光触媒的强氧化作
铝合金型材挤压工艺解析.pdf
对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加。据资料介绍,挤压加工制品中铝及铝合金制品约占70%以上。铝合金型材挤压技术发展也因此带动了现代挤压技术的发展。2.1.1挤压工艺概述(1)挤压工艺原理挤压工艺是将金属毛坯放入装在塑性成形设备上的模具型腔内,在一定的压力和速度作用下,迫使金属毛坯产生塑性流动,从型腔中特定的模孔挤出,从而获得所需断面形状及尺寸,并具有一定力学性能挤压件的工艺技术,如图2.1所示。图2.1金属挤压的基本原理(2)挤压工艺特点挤压作为零件少、