
一种低挤压变形抗力的铝合金型材热处理及挤压工艺.pdf

英哲****公主

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低挤压变形抗力的铝合金型材热处理及挤压工艺.pdf
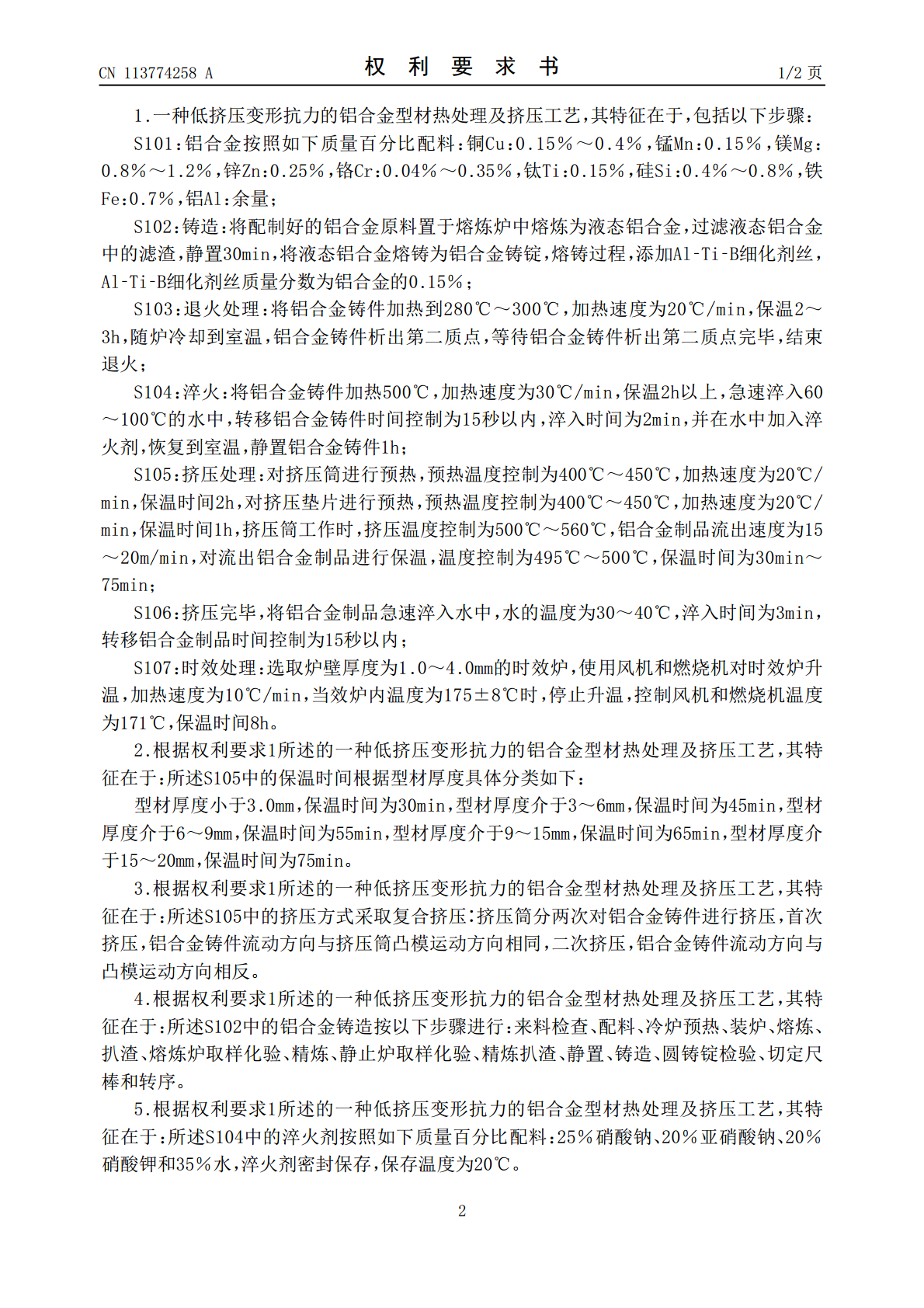
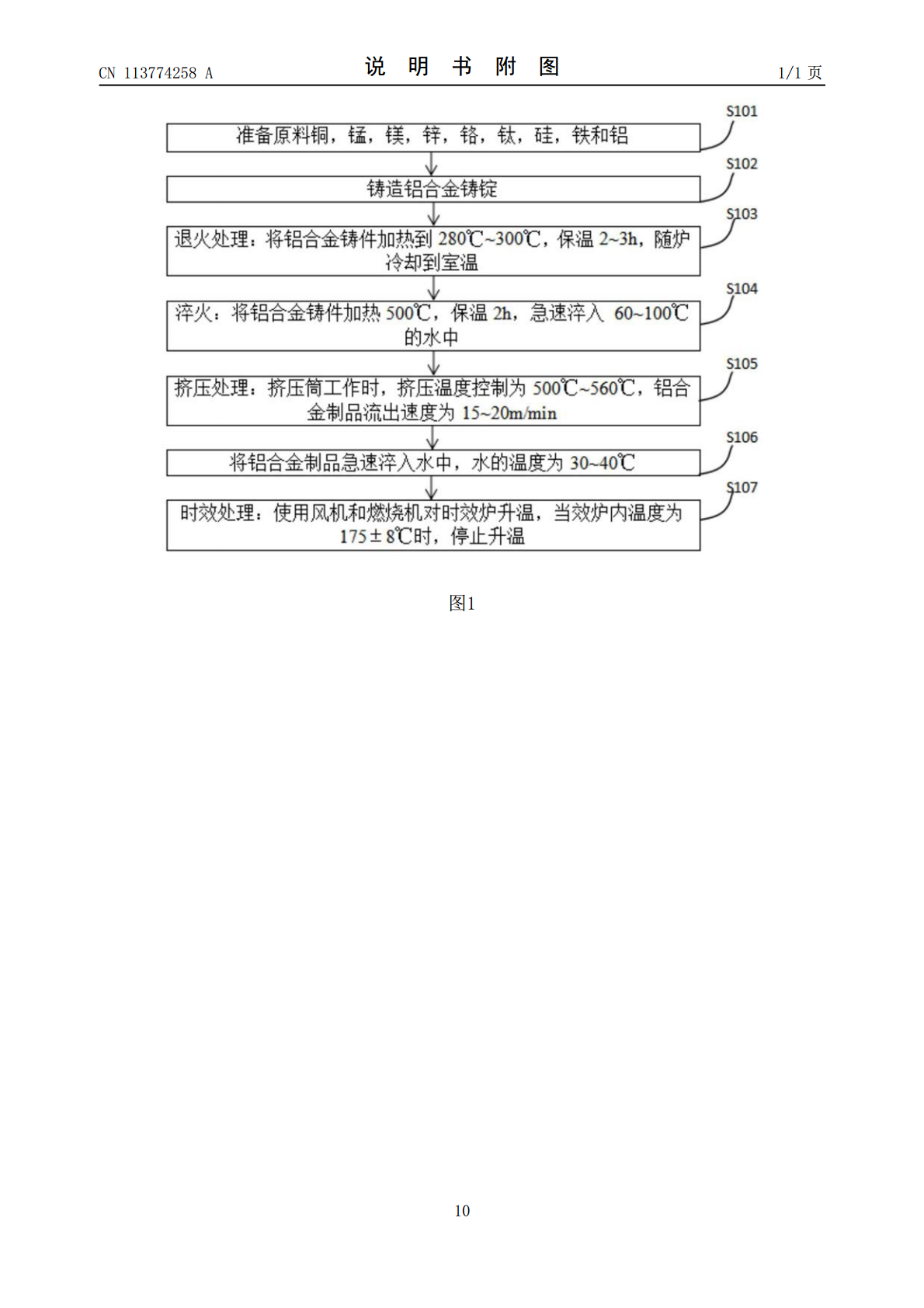
本发明公开了一种低挤压变形抗力的铝合金型材热处理及挤压工艺,涉及铝合金型材生产领域,包括以下步骤:S101:准备铜,锰,镁,锌,铬,钛,硅,铁和铝;S102:铸造铝合金铸锭;S103:退火处理:将铝合金铸件加热到280℃~300℃,保温2~3h,随炉冷却到室温;S104:淬火:将铝合金铸件加热500℃,保温2h,急速淬入60~100℃的水中;S105:挤压处理:挤压筒工作时,挤压温度控制为500℃~560℃,铝合金制品流出速度为15~20m/min;S106:将铝合金制品急速淬入水中,水的温度为30~40
一种低挤压变形抗力的6系铝合金热处理及挤压工艺.pdf
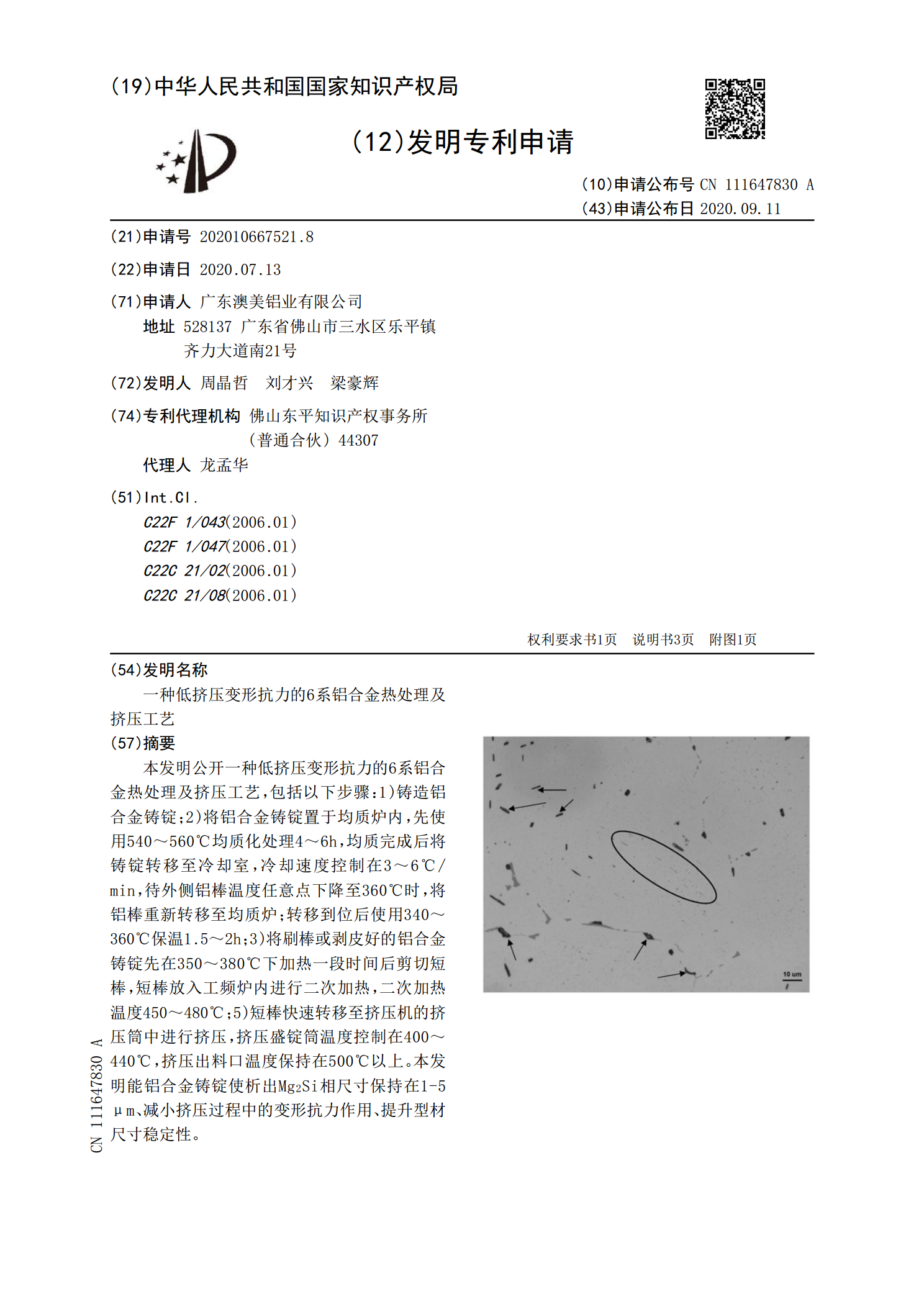
本发明公开一种低挤压变形抗力的6系铝合金热处理及挤压工艺,包括以下步骤:1)铸造铝合金铸锭;2)将铝合金铸锭置于均质炉内,先使用540~560℃均质化处理4~6h,均质完成后将铸锭转移至冷却室,冷却速度控制在3~6℃/min,待外侧铝棒温度任意点下降至360℃时,将铝棒重新转移至均质炉;转移到位后使用340~360℃保温1.5~2h;3)将刷棒或剥皮好的铝合金铸锭先在350~380℃下加热一段时间后剪切短棒,短棒放入工频炉内进行二次加热,二次加热温度450~480℃;5)短棒快速转移至挤压机的挤压筒中进行

一种铝合金挤压型材的加工热处理工艺.pdf
本发明提供了一种铝合金挤压型材的加工热处理工艺,包括以下步骤:(1)将6063铝合金铸锭进行均匀化热处理;铝合金铸锭、挤压模具、挤压机的挤压筒分别进行加热处理,挤压;(2)将得到的6063铝合金挤压型材进行淬火处理、回火处理;(3)将铝合金挤压型材进行五级时效热处理,第一级时效热处理,温度为425‑450℃,时间为2‑3h,水冷;第二级时效热处理,温度为320‑340℃,时间为4‑6h,空冷;第三级时效热处理,温度为245‑265℃,时间为5‑8h,空冷;第四级时效热处理,温度为180‑215℃,时间为5
铝合金型材挤压工艺解析.pdf
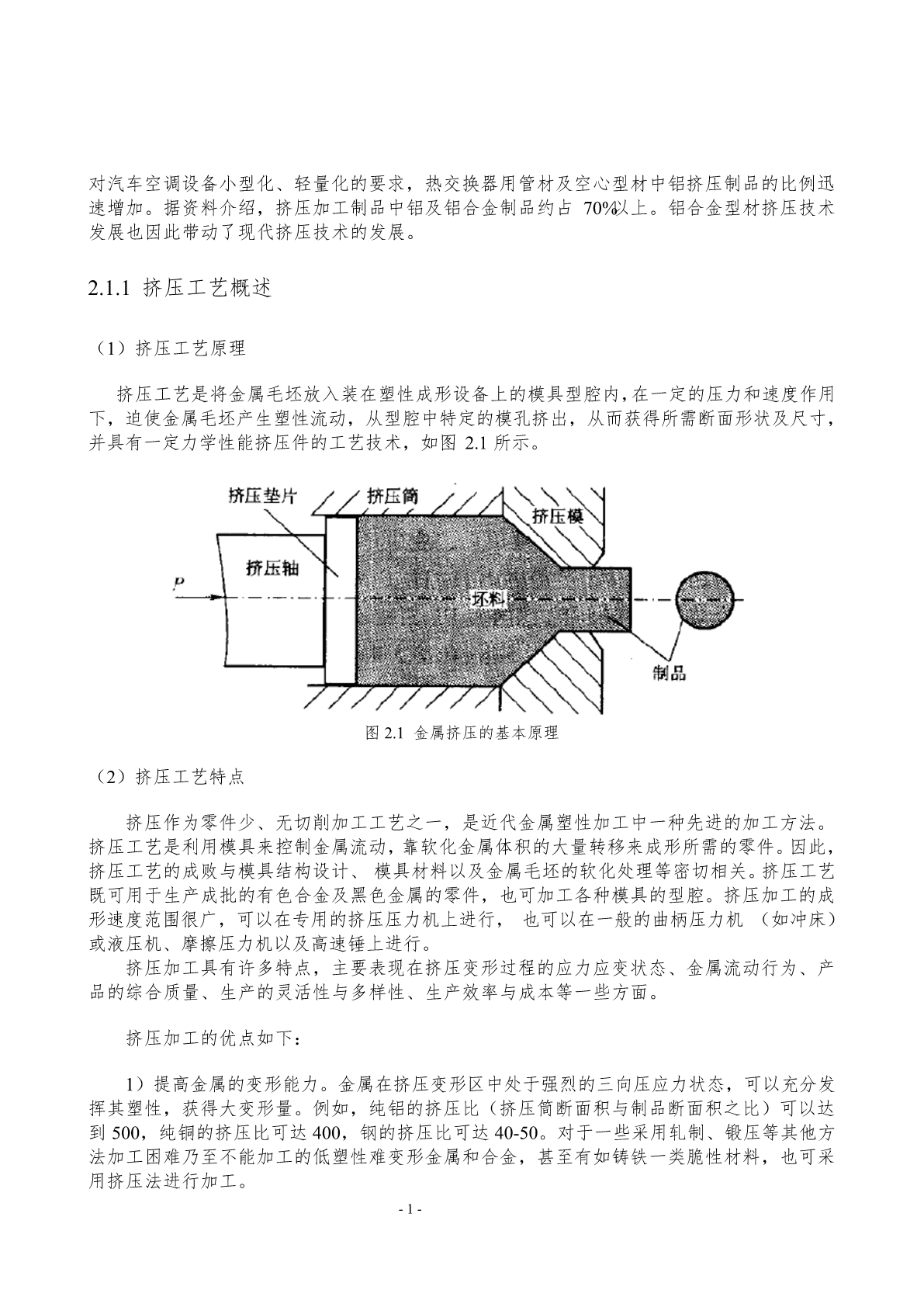
对汽车空调设备小型化、轻量化的要求,热交换器用管材及空心型材中铝挤压制品的比例迅速增加。据资料介绍,挤压加工制品中铝及铝合金制品约占70%以上。铝合金型材挤压技术发展也因此带动了现代挤压技术的发展。2.1.1挤压工艺概述(1)挤压工艺原理挤压工艺是将金属毛坯放入装在塑性成形设备上的模具型腔内,在一定的压力和速度作用下,迫使金属毛坯产生塑性流动,从型腔中特定的模孔挤出,从而获得所需断面形状及尺寸,并具有一定力学性能挤压件的工艺技术,如图2.1所示。图2.1金属挤压的基本原理(2)挤压工艺特点挤压作为零件少、
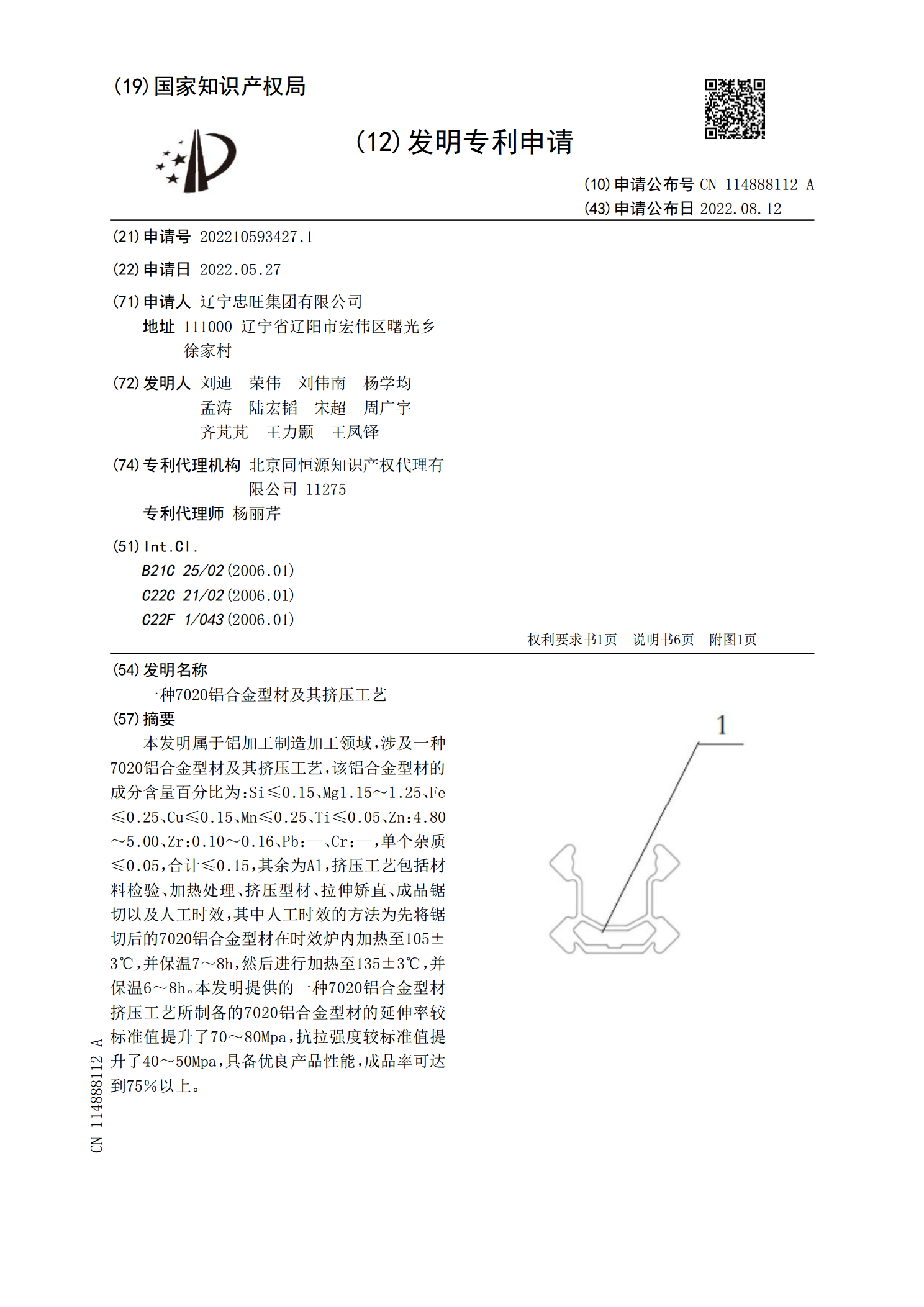
一种7020铝合金型材及其挤压工艺.pdf
本发明属于铝加工制造加工领域,涉及一种7020铝合金型材及其挤压工艺,该铝合金型材的成分含量百分比为:Si≤0.15、Mg1.15~1.25、Fe≤0.25、Cu≤0.15、Mn≤0.25、Ti≤0.05、Zn:4.80~5.00、Zr:0.10~0.16、Pb:—、Cr:—,单个杂质≤0.05,合计≤0.15,其余为Al,挤压工艺包括材料检验、加热处理、挤压型材、拉伸矫直、成品锯切以及人工时效,其中人工时效的方法为先将锯切后的7020铝合金型材在时效炉内加热至105±3℃,并保温7~8h,然后进行加热至