
一种头尾炉连铸坯轧制后定向取样评估方法.pdf

光誉****君哥

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种头尾炉连铸坯轧制后定向取样评估方法.pdf
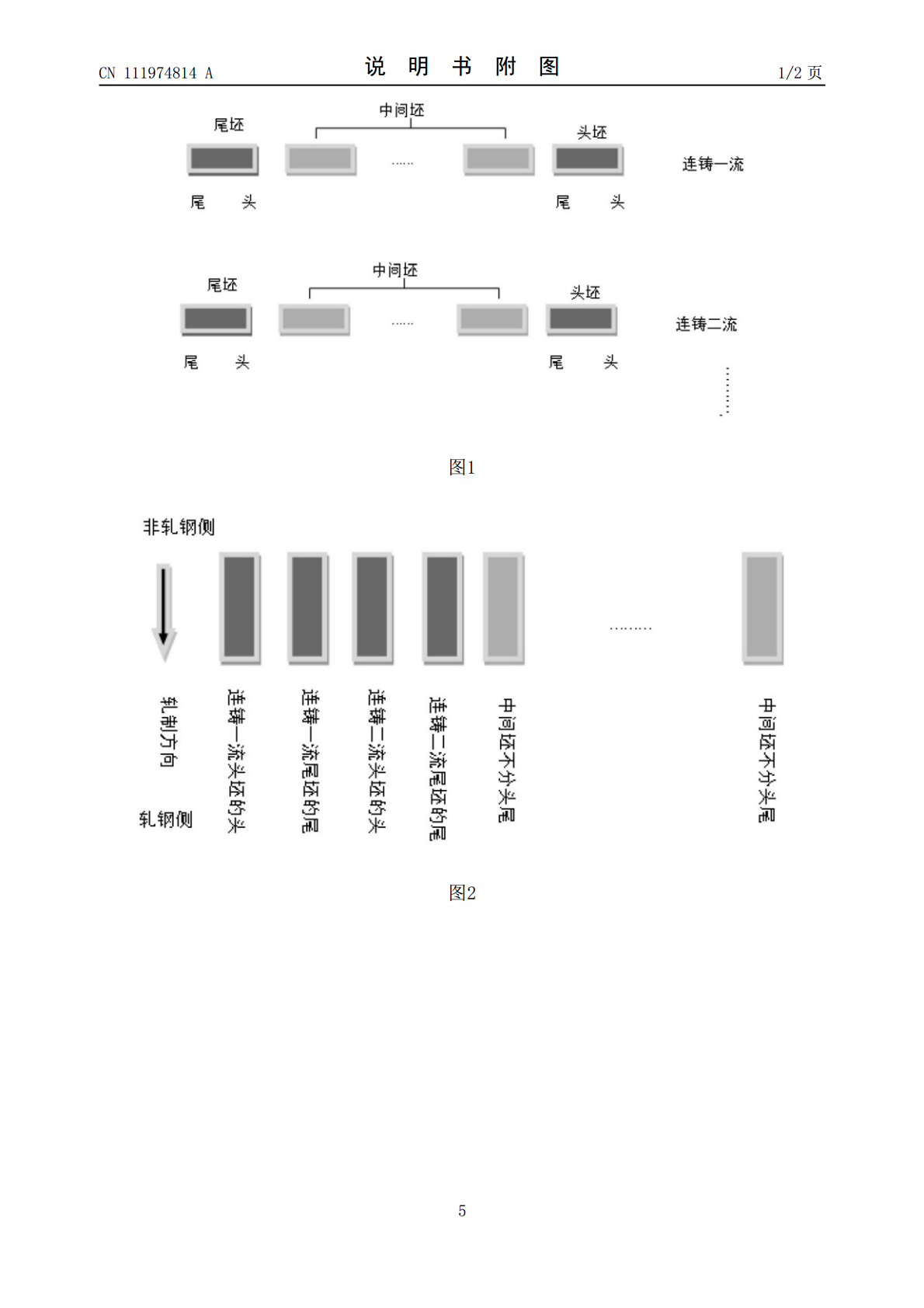
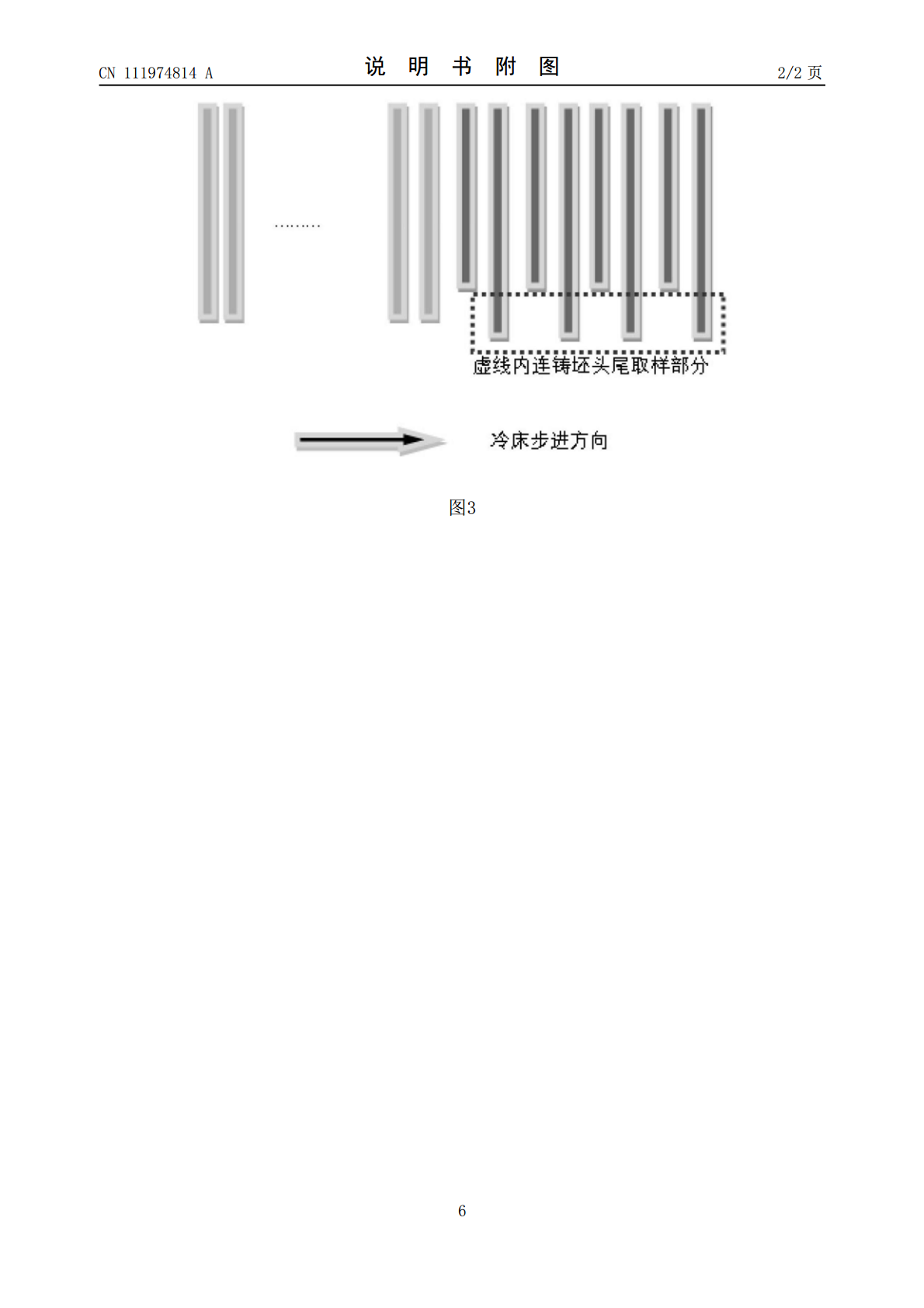
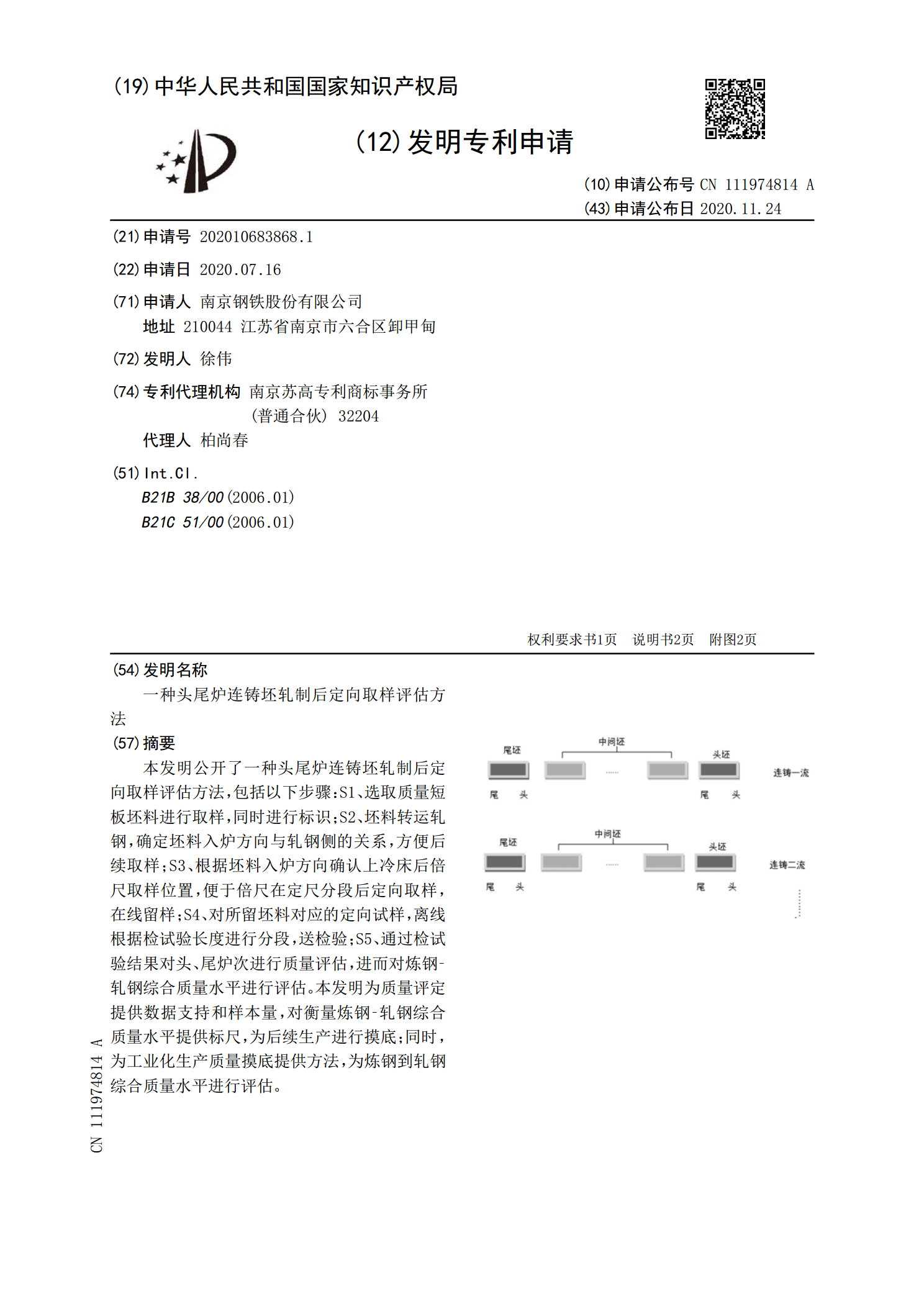
本发明公开了一种头尾炉连铸坯轧制后定向取样评估方法,包括以下步骤:S1、选取质量短板坯料进行取样,同时进行标识;S2、坯料转运轧钢,确定坯料入炉方向与轧钢侧的关系,方便后续取样;S3、根据坯料入炉方向确认上冷床后倍尺取样位置,便于倍尺在定尺分段后定向取样,在线留样;S4、对所留坯料对应的定向试样,离线根据检试验长度进行分段,送检验;S5、通过检试验结果对头、尾炉次进行质量评估,进而对炼钢‑轧钢综合质量水平进行评估。本发明为质量评定提供数据支持和样本量,对衡量炼钢‑轧钢综合质量水平提供标尺,为后续生产进行摸
一种连铸坯轧制系统.pdf
本发明适用于轧钢技术领域,提供了一种连铸坯轧制系统,包括:控制模块和连铸坯轧制设备;所述连铸坯轧制设备包括:按连铸坯前进方向依次设置的铸机、切割机、输送辊道、出坯辊道、快速辊道、悬臂辊道、第一机前辊道、感应炉、第二机前辊道、轧机。本发明能够对切割后的连铸坯进行分拣、补热,并快速运送至轧机,实现连铸坯的直接轧制。
二火轧制坯和大断面连铸坯相邻装炉的加热方法.pdf
本发明涉及冶金技术领域,具体而言,涉及二火轧制坯和大断面连铸坯相邻装炉的加热方法,包括:在二火非调钢轧制坯后续接大断面连铸坯相邻装炉;其中,在大断面连铸坯进入一加热段前,使一加热段的炉温按照大断面连铸坯在预热段的温度工艺要求控制;大断面在预热段加上一加热段的时间控制要求按其在预热段的工艺要求时间控制;大断面连铸坯进入二加热段前,使二加热段的炉温按照大断面连铸坯在一加热段的温度工艺要求控制;大断面连铸坯在二加热段的时间按照一加热段的工艺要求时间控制;大断面连铸坯在均热段的温度和时间按照其在高温段的工艺要求控
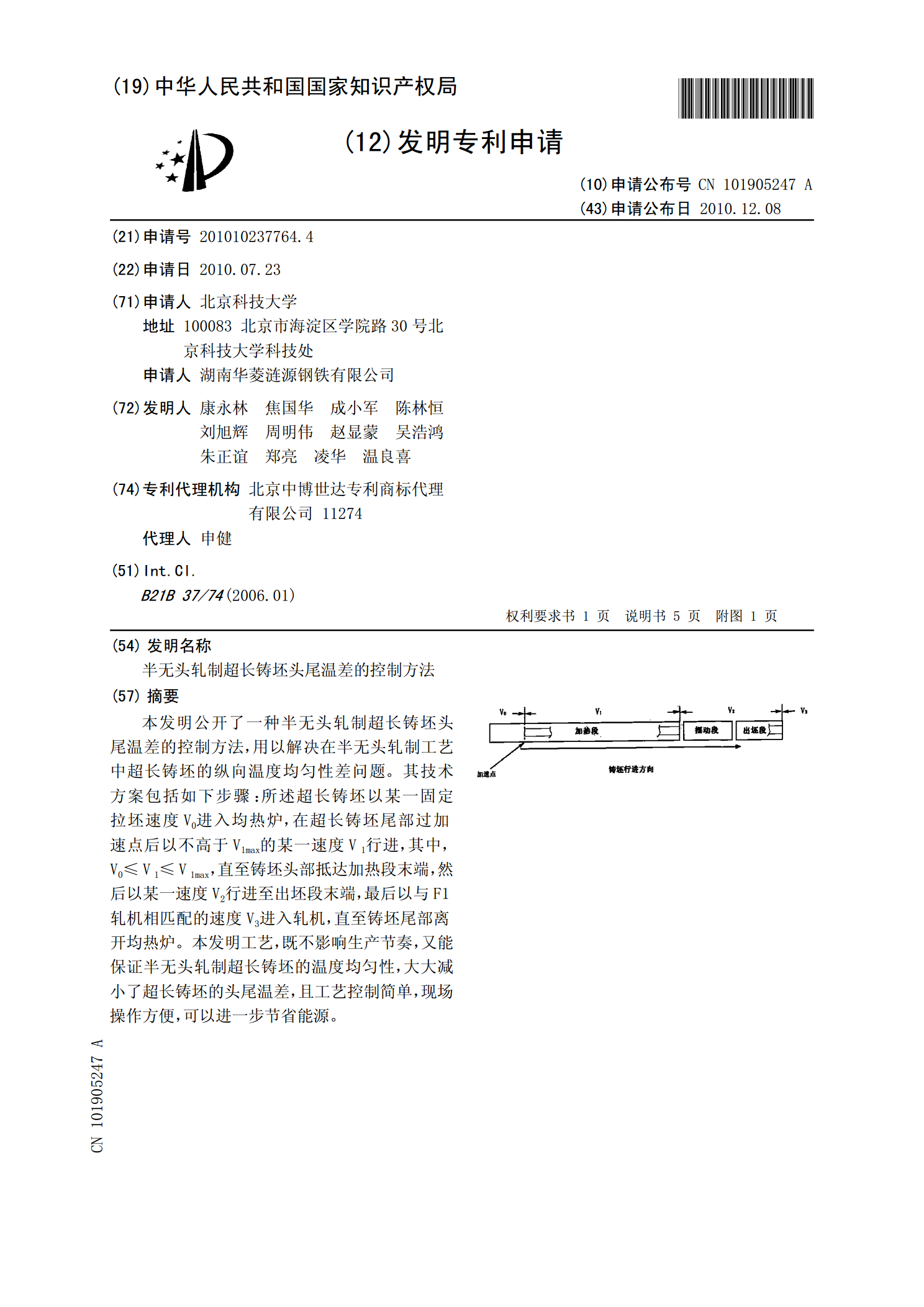
半无头轧制超长铸坯头尾温差的控制方法.pdf
本发明公开了一种半无头轧制超长铸坯头尾温差的控制方法,用以解决在半无头轧制工艺中超长铸坯的纵向温度均匀性差问题。其技术方案包括如下步骤:所述超长铸坯以某一固定拉坯速度V0进入均热炉,在超长铸坯尾部过加速点后以不高于V1max的某一速度V1行进,其中,V0≤V1≤V1max,直至铸坯头部抵达加热段末端,然后以某一速度V2行进至出坯段末端,最后以与F1轧机相匹配的速度V3进入轧机,直至铸坯尾部离开均热炉。本发明工艺,既不影响生产节奏,又能保证半无头轧制超长铸坯的温度均匀性,大大减小了超长铸坯的头尾温差,且工艺
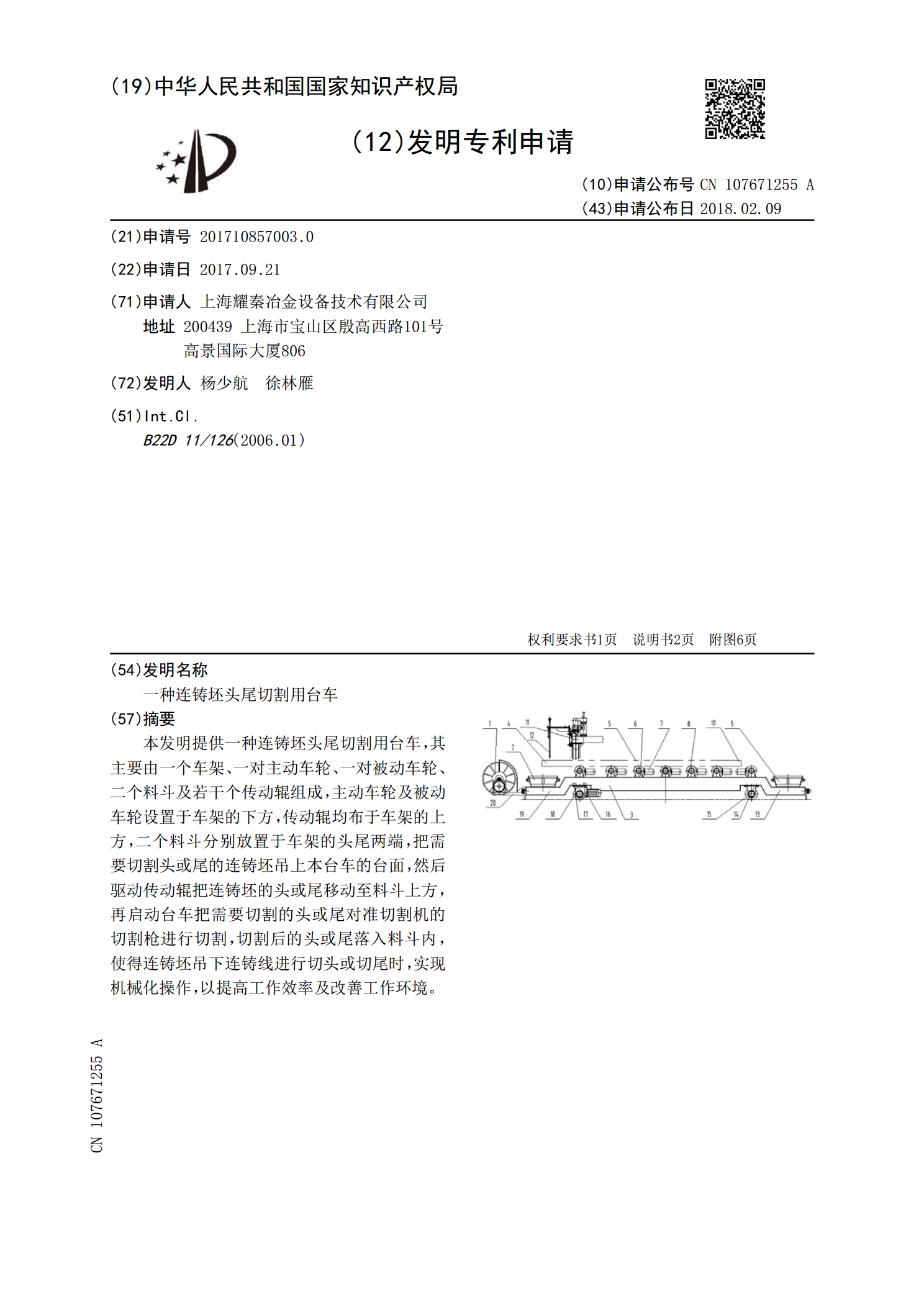
一种连铸坯头尾切割用台车.pdf
本发明提供一种连铸坯头尾切割用台车,其主要由一个车架、一对主动车轮、一对被动车轮、二个料斗及若干个传动辊组成,主动车轮及被动车轮设置于车架的下方,传动辊均布于车架的上方,二个料斗分别放置于车架的头尾两端,把需要切割头或尾的连铸坯吊上本台车的台面,然后驱动传动辊把连铸坯的头或尾移动至料斗上方,再启动台车把需要切割的头或尾对准切割机的切割枪进行切割,切割后的头或尾落入料斗内,使得连铸坯吊下连铸线进行切头或切尾时,实现机械化操作,以提高工作效率及改善工作环境。