
二火轧制坯和大断面连铸坯相邻装炉的加热方法.pdf

小沛****文章

1/10
2/10
3/10
4/10
5/10
6/10
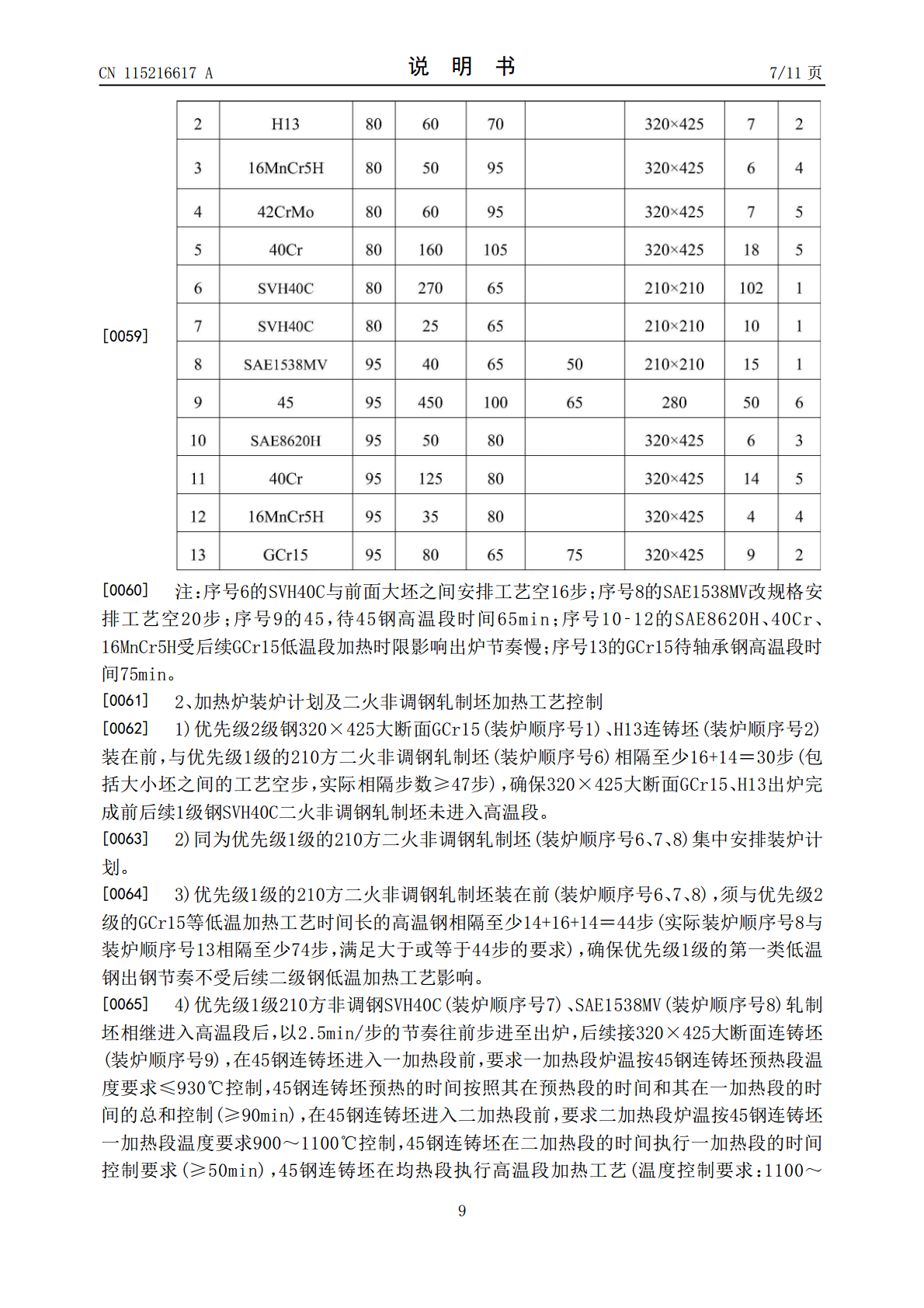
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
二火轧制坯和大断面连铸坯相邻装炉的加热方法.pdf
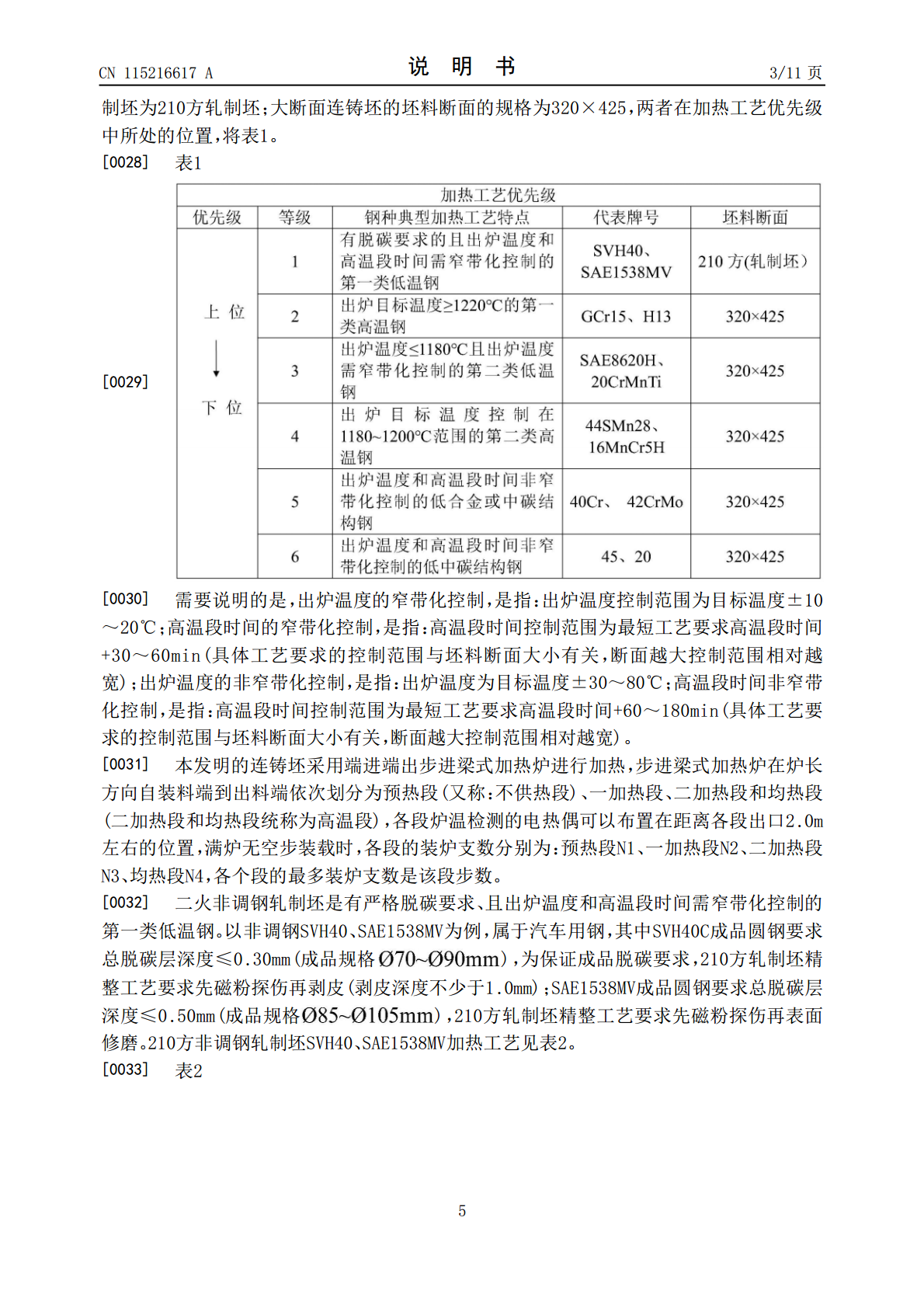
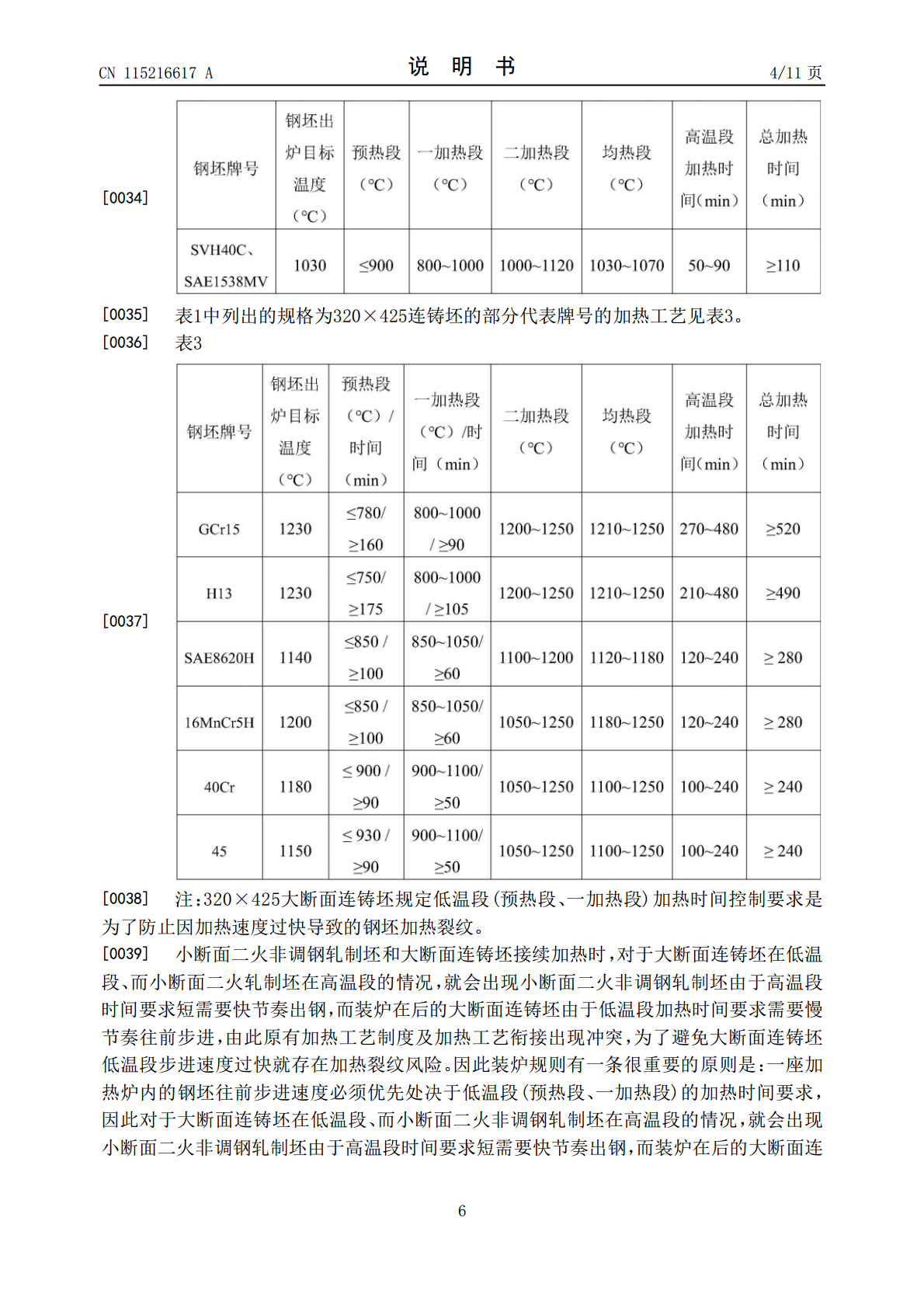
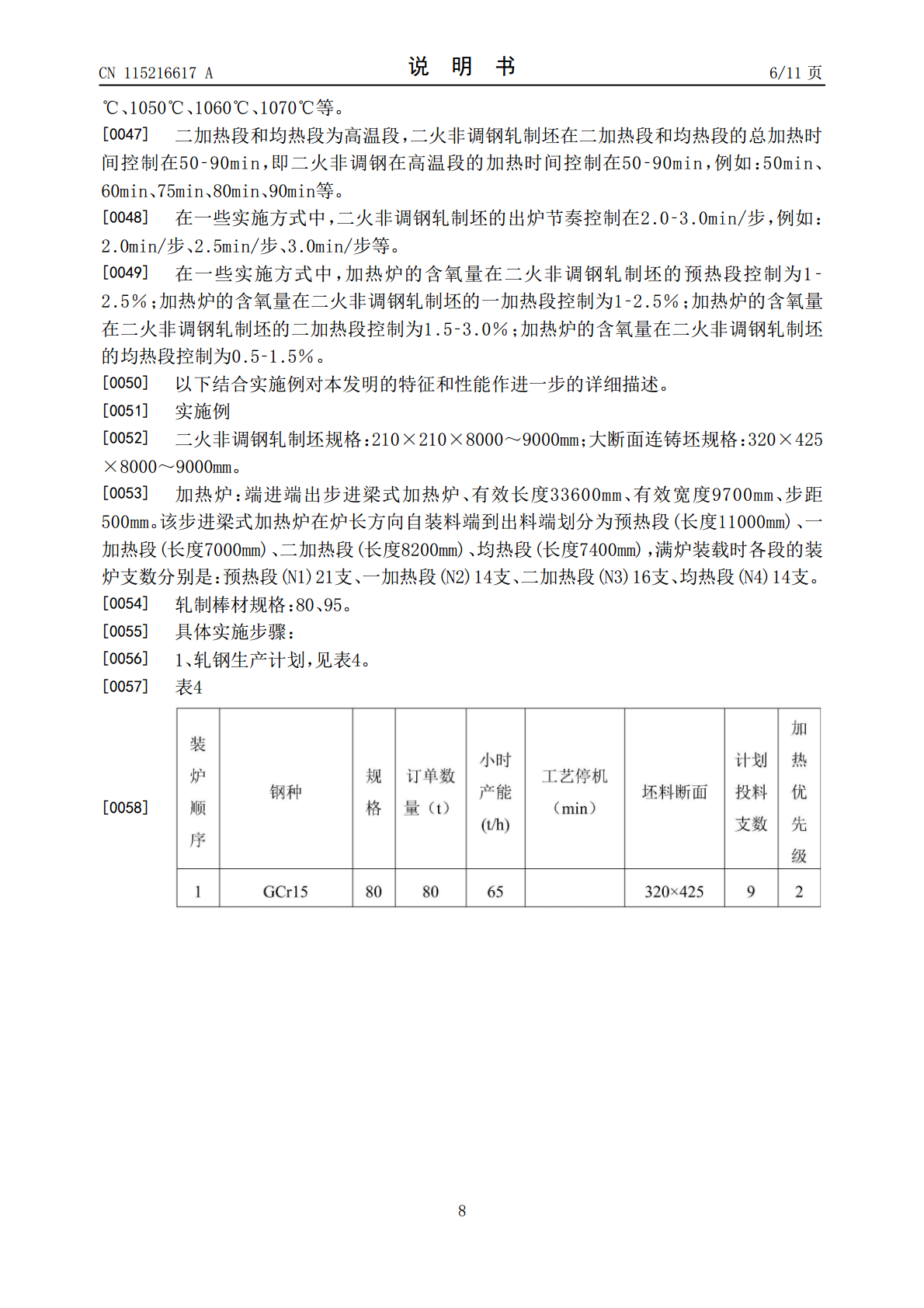
本发明涉及冶金技术领域,具体而言,涉及二火轧制坯和大断面连铸坯相邻装炉的加热方法,包括:在二火非调钢轧制坯后续接大断面连铸坯相邻装炉;其中,在大断面连铸坯进入一加热段前,使一加热段的炉温按照大断面连铸坯在预热段的温度工艺要求控制;大断面在预热段加上一加热段的时间控制要求按其在预热段的工艺要求时间控制;大断面连铸坯进入二加热段前,使二加热段的炉温按照大断面连铸坯在一加热段的温度工艺要求控制;大断面连铸坯在二加热段的时间按照一加热段的工艺要求时间控制;大断面连铸坯在均热段的温度和时间按照其在高温段的工艺要求控

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!
一种大断面连铸圆坯的棒材轧制成型方法.pdf
本发明涉及钢铁加工技术领域,具体涉及一种大断面连铸圆坯的棒材轧制成型方法,该方法包括:将大断面连铸圆坯送入加热炉,加热至1260℃~1290℃,加热时间>15h,出炉后,通过高压水除鳞机除鳞,获得除磷后的大断面连铸圆坯;用设置在推床上的夹持板将除磷后的大断面连铸圆坯对准轧槽,送入粗轧机轧制,压下道次为9~13道次,制得不同断面的中间坯;其中,从粗轧机轧制第3道次开始,每个奇数道次对除磷后的大断面连铸圆坯翻转90°;将不同断面的中间坯送入精轧机轧制成型,制得不同规格的成型棒材。
大断面圆坯管线钢连铸坯保护渣.pdf
本发明公开了一种大断面圆坯管线钢连铸坯保护渣,其成分有玻璃粉、萤石粉、工业纯碱、N220灯黑、高品位碳粉、鳞片石墨粉、硅灰石粉、石灰石粉、轻烧镁砂粉、高炉水渣粉,其重量百分比分别是14%、12%、2%、2%、2%、2%、20%、8%、9%、29%。在结晶器内,铺展性良好,化渣均匀,液面稳定的情况下,渣圈生长缓慢,不用挑渣条,液渣层9~12mm,渣耗量0.62kg/t,铸坯表面质量合格率达98%以上,同时未发生粘结及漏钢现象,满足了¢700~800mm断面圆坯管线钢连铸对保护渣性能的要求。
均热坑连铸坯加热方法.pdf
本发明涉及到连铸坯加热生产方法,具体涉及到连铸坯在均热坑加热生产方法。本发明所述均热坑连铸坯加热方法为:根据连铸坯在推钢式蓄热炉加热特点及均热坑加热钢锭特点,连铸坯在均热坑加热过程叙述为连铸坯随均热坑炉膛温度升温至工艺要求温度,然后均热保温,最后出钢。由于本发明采取了上述技术方案,使均热坑有效的利用起来,有效的提高了轧机利用率,在不增加新的推钢式蓄热炉的情况下,可以确保轧钢产能提高后轧机的正常生产,降低了轧机设备风、水、电、气方面的成本,节省能源;有效利用闲置的均热坑,使均热坑物尽其用。