
一种连铸坯轧制系统.pdf

雨巷****彦峰

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸坯轧制系统.pdf
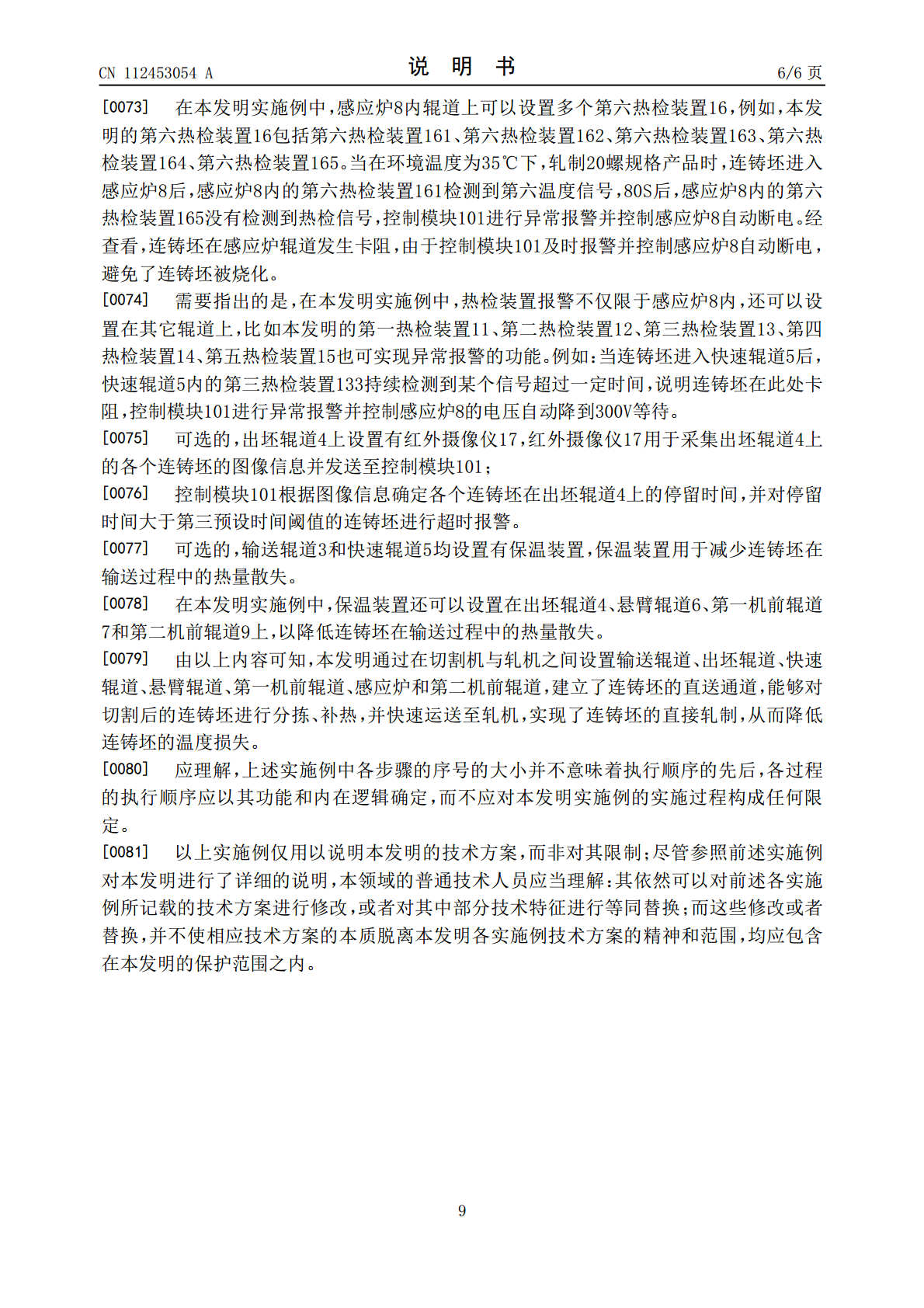
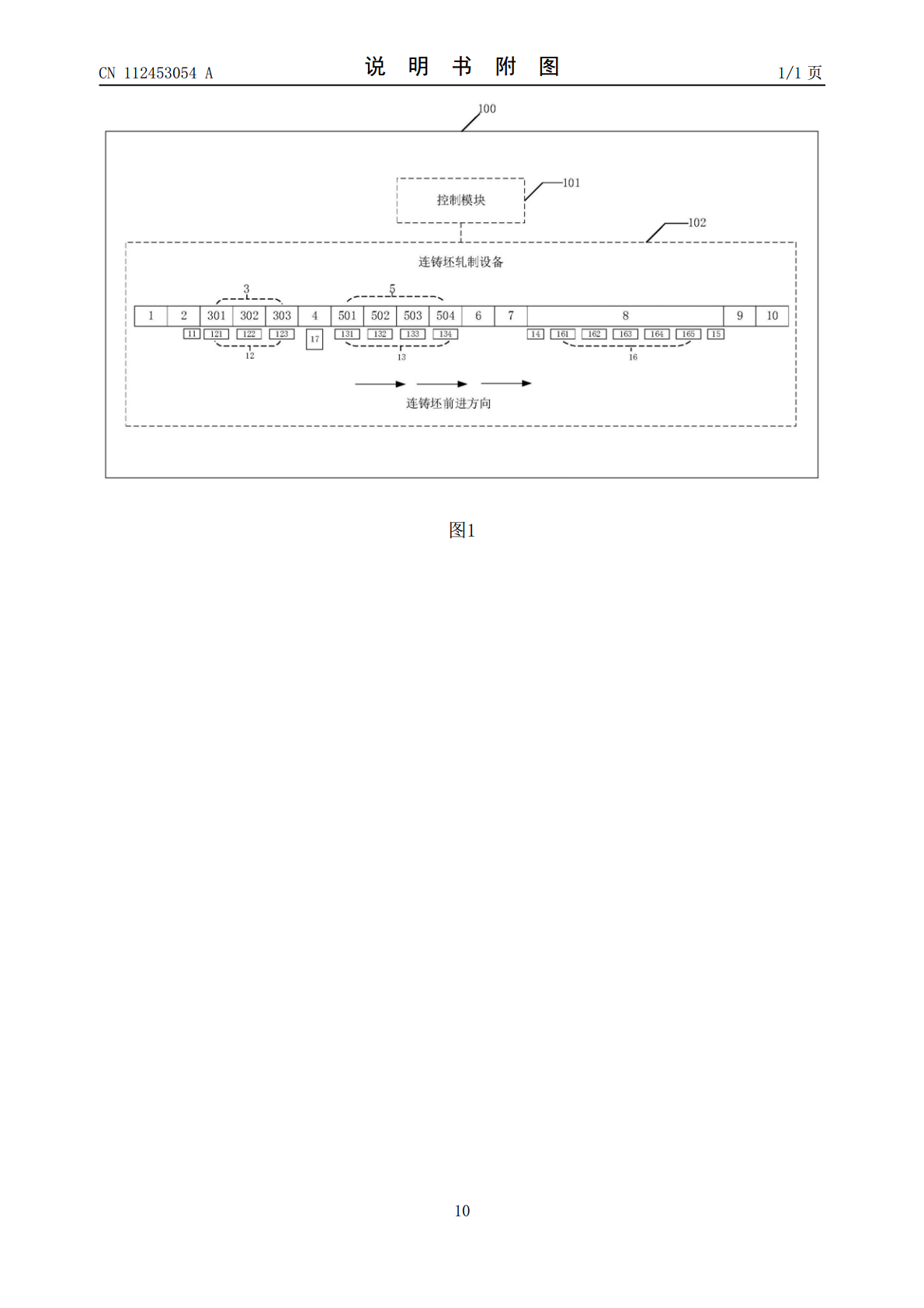
本发明适用于轧钢技术领域,提供了一种连铸坯轧制系统,包括:控制模块和连铸坯轧制设备;所述连铸坯轧制设备包括:按连铸坯前进方向依次设置的铸机、切割机、输送辊道、出坯辊道、快速辊道、悬臂辊道、第一机前辊道、感应炉、第二机前辊道、轧机。本发明能够对切割后的连铸坯进行分拣、补热,并快速运送至轧机,实现连铸坯的直接轧制。
一种连铸坯轧制导卫装置.pdf
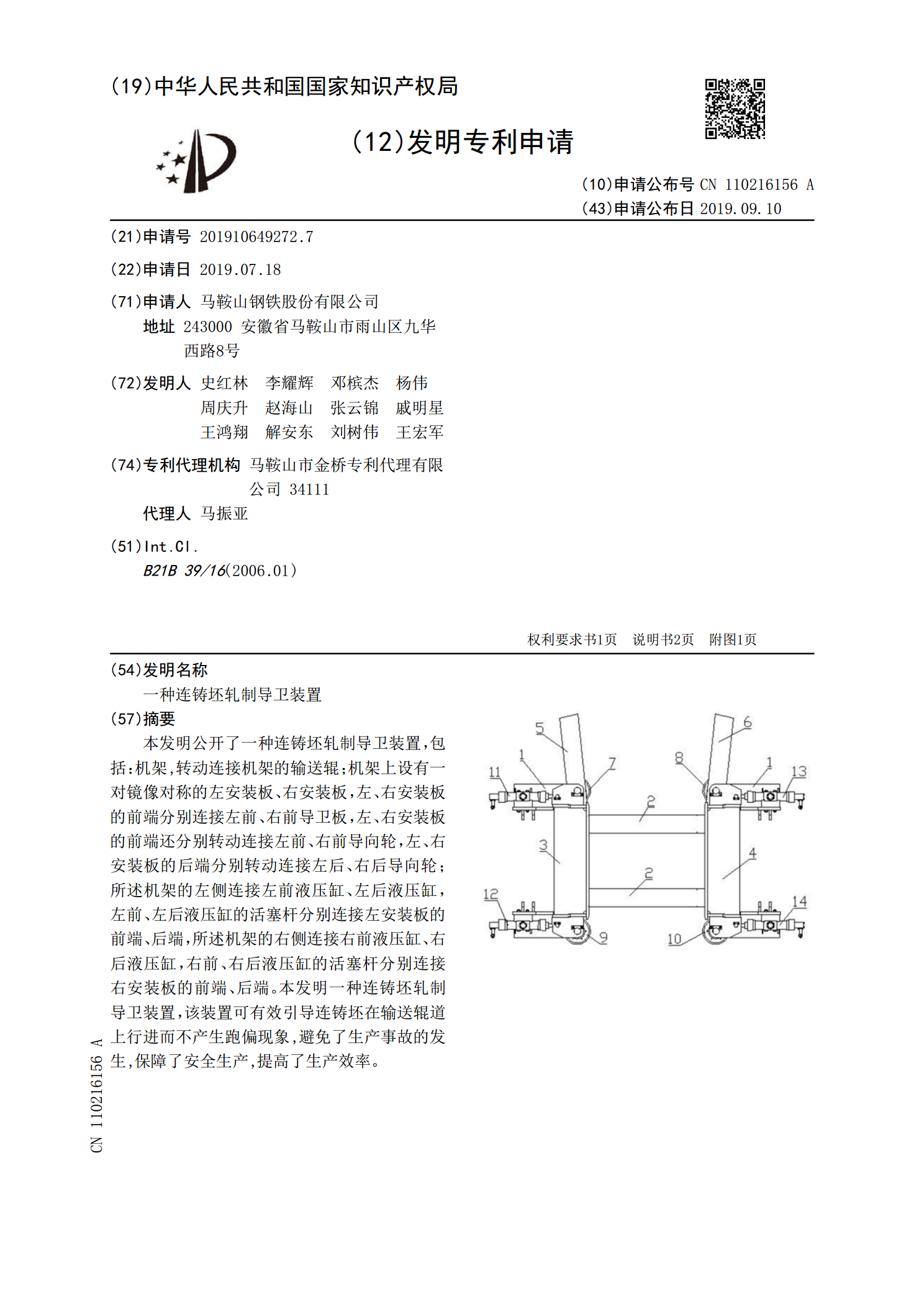
本发明公开了一种连铸坯轧制导卫装置,包括:机架,转动连接机架的输送辊;机架上设有一对镜像对称的左安装板、右安装板,左、右安装板的前端分别连接左前、右前导卫板,左、右安装板的前端还分别转动连接左前、右前导向轮,左、右安装板的后端分别转动连接左后、右后导向轮;所述机架的左侧连接左前液压缸、左后液压缸,左前、左后液压缸的活塞杆分别连接左安装板的前端、后端,所述机架的右侧连接右前液压缸、右后液压缸,右前、右后液压缸的活塞杆分别连接右安装板的前端、后端。本发明一种连铸坯轧制导卫装置,该装置可有效引导连铸坯在输送辊道

连铸坯热装与直接轧制.ppt
连铸连轧新技术主要内容一.钢坯断面规格及产量的匹配衔接为实现连铸与轧制过程的连续化生产,应使连铸机生产能力略大于炼钢能力,而轧钢能力又要略大于连铸能力(例如约大10%),才能保证产量的匹配关系。二.连铸与轧制衔接模式2.1热装技术与直接轧制技术的优点2.2连铸坯热装与直接轧制的前提条件2.3热装与直接轧制的关键技术三.铸坯温度保证技术谢谢!
一种连铸分坯系统.pdf
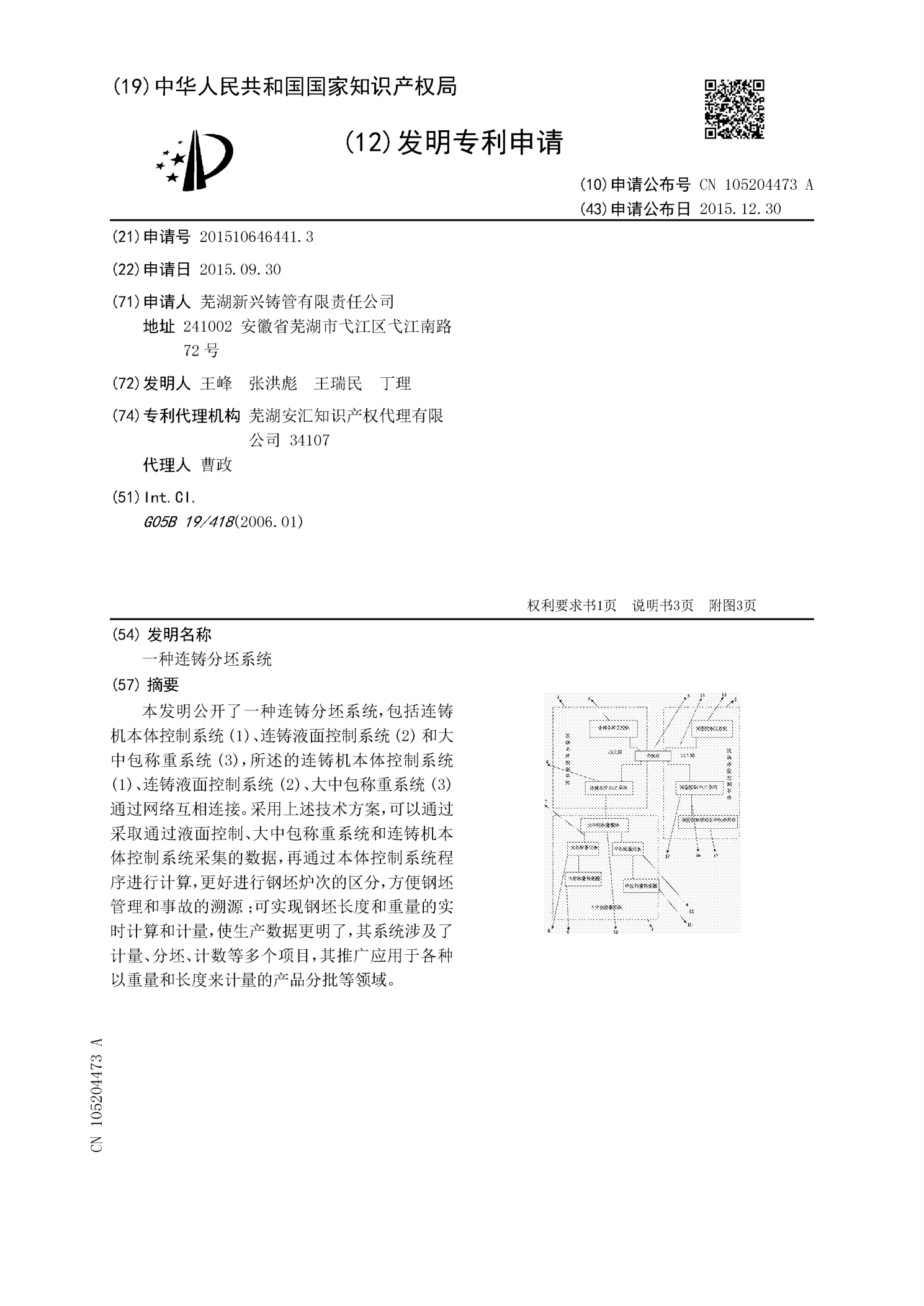
本发明公开了一种连铸分坯系统,包括连铸机本体控制系统(1)、连铸液面控制系统(2)和大中包称重系统(3),所述的连铸机本体控制系统(1)、连铸液面控制系统(2)、大中包称重系统(3)通过网络互相连接。采用上述技术方案,可以通过采取通过液面控制、大中包称重系统和连铸机本体控制系统采集的数据,再通过本体控制系统程序进行计算,更好进行钢坯炉次的区分,方便钢坯管理和事故的溯源;可实现钢坯长度和重量的实时计算和计量,使生产数据更明了,其系统涉及了计量、分坯、计数等多个项目,其推广应用于各种以重量和长度来计量的产品分
一种头尾炉连铸坯轧制后定向取样评估方法.pdf
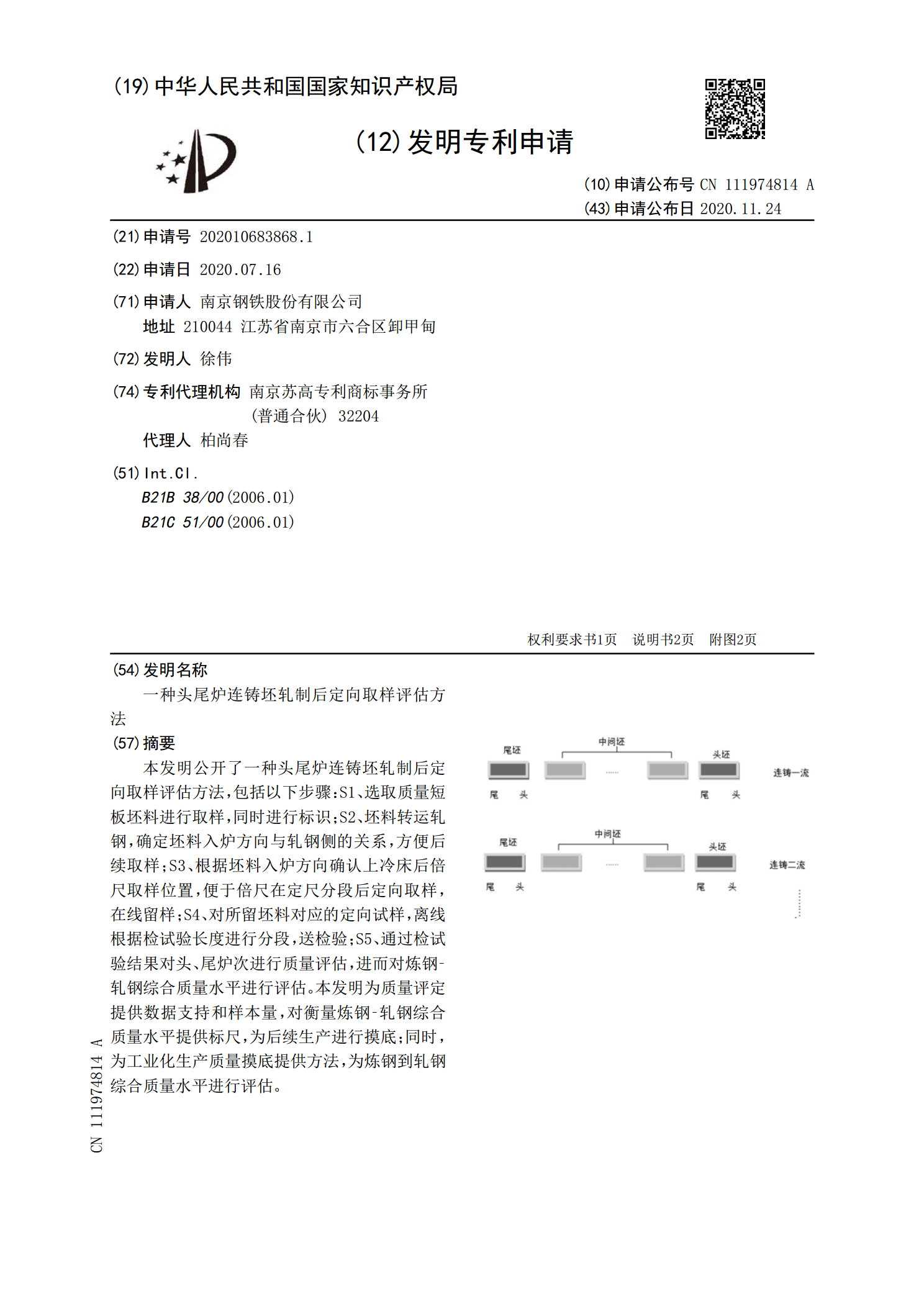
本发明公开了一种头尾炉连铸坯轧制后定向取样评估方法,包括以下步骤:S1、选取质量短板坯料进行取样,同时进行标识;S2、坯料转运轧钢,确定坯料入炉方向与轧钢侧的关系,方便后续取样;S3、根据坯料入炉方向确认上冷床后倍尺取样位置,便于倍尺在定尺分段后定向取样,在线留样;S4、对所留坯料对应的定向试样,离线根据检试验长度进行分段,送检验;S5、通过检试验结果对头、尾炉次进行质量评估,进而对炼钢‑轧钢综合质量水平进行评估。本发明为质量评定提供数据支持和样本量,对衡量炼钢‑轧钢综合质量水平提供标尺,为后续生产进行摸