
一种管模材料及其锻后热处理方法.pdf

康平****ng


1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管模材料及其锻后热处理方法.pdf
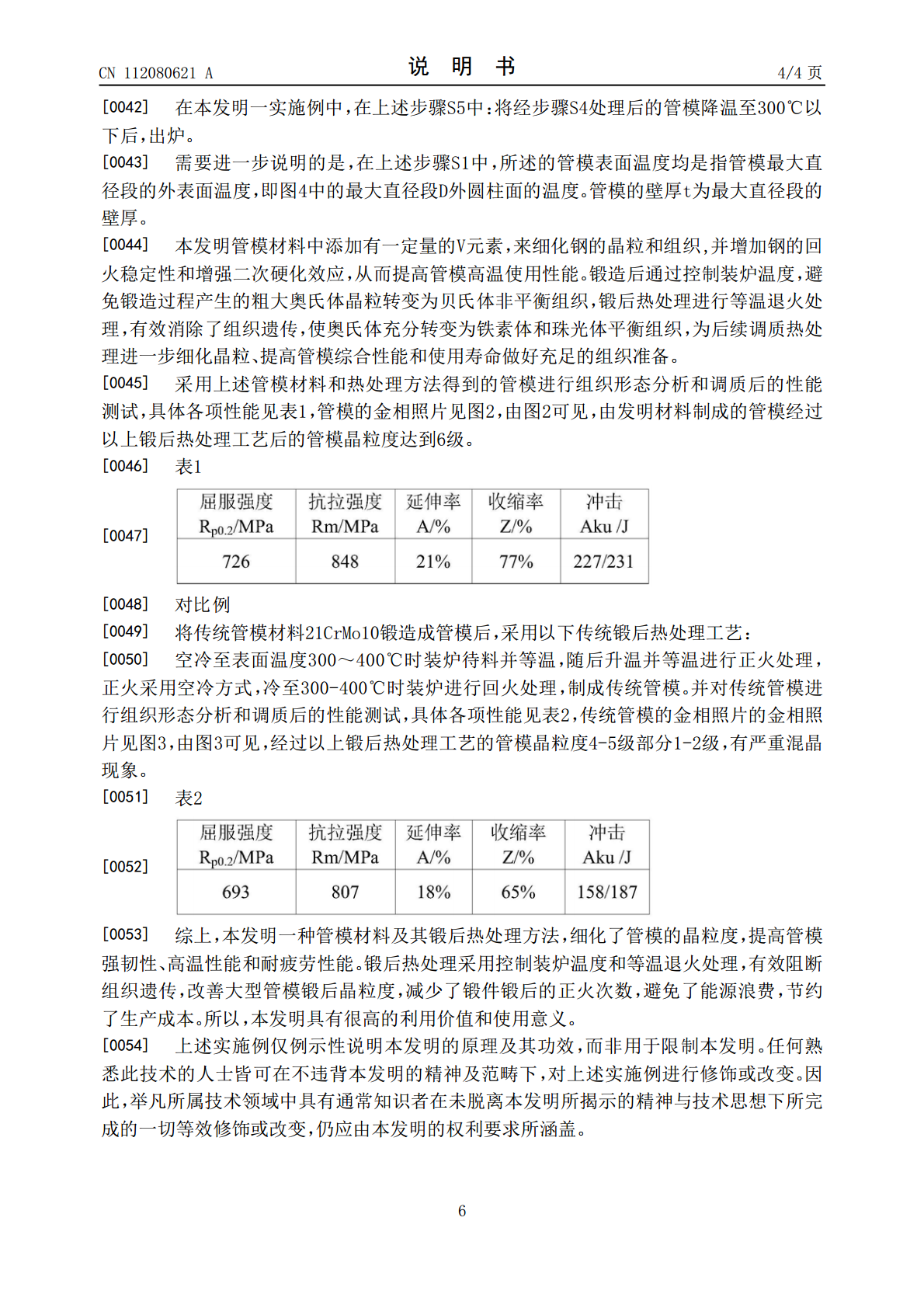
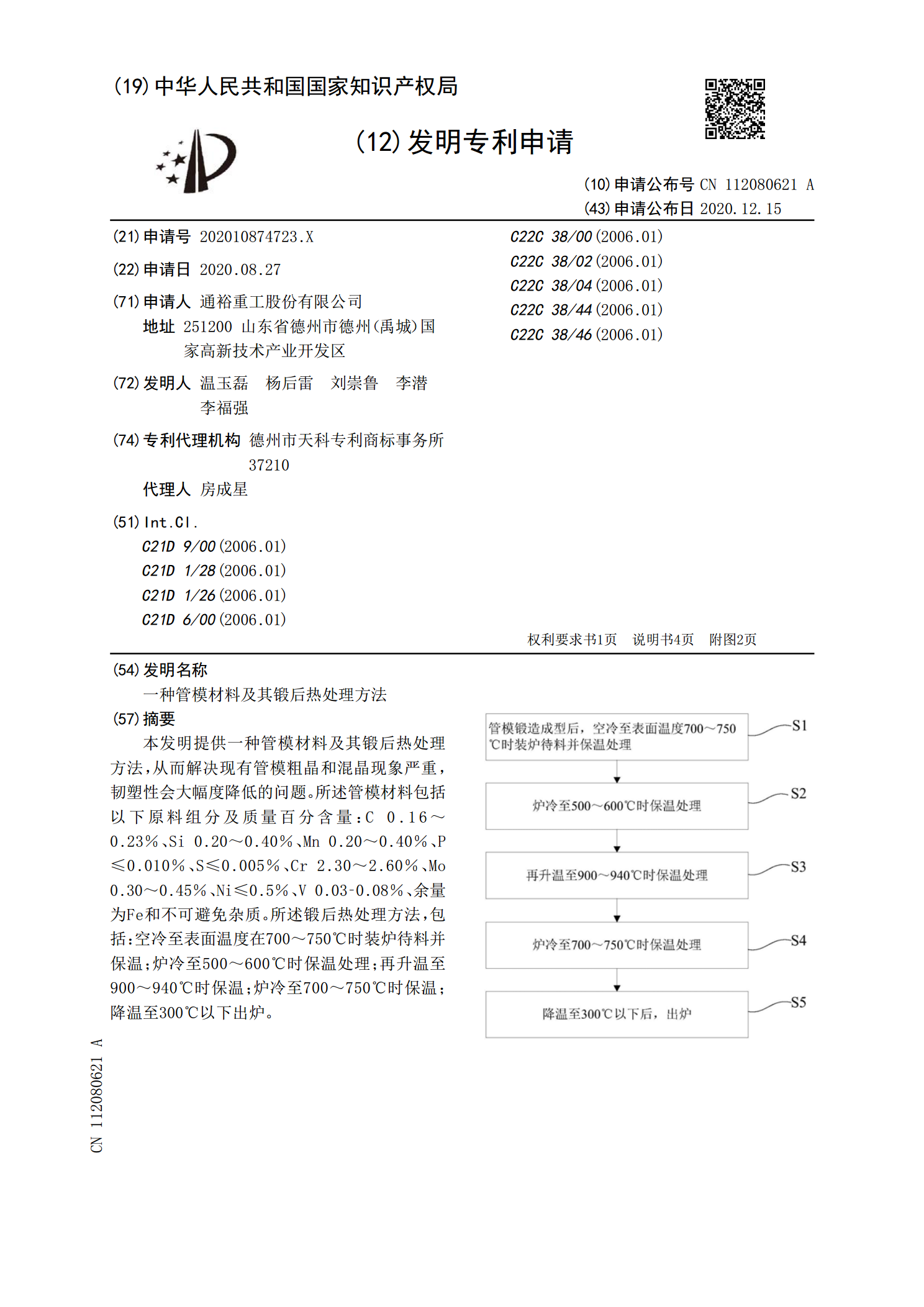
本发明提供一种管模材料及其锻后热处理方法,从而解决现有管模粗晶和混晶现象严重,韧塑性会大幅度降低的问题。所述管模材料包括以下原料组分及质量百分含量:C0.16~0.23%、Si0.20~0.40%、Mn0.20~0.40%、P≤0.010%、S≤0.005%、Cr2.30~2.60%、Mo0.30~0.45%、Ni≤0.5%、V0.03‑0.08%、余量为Fe和不可避免杂质。所述锻后热处理方法,包括:空冷至表面温度在700~750℃时装炉待料并保温;炉冷至500~600℃时保温处理;再升温至9
风电主轴锻后热处理方法.pdf
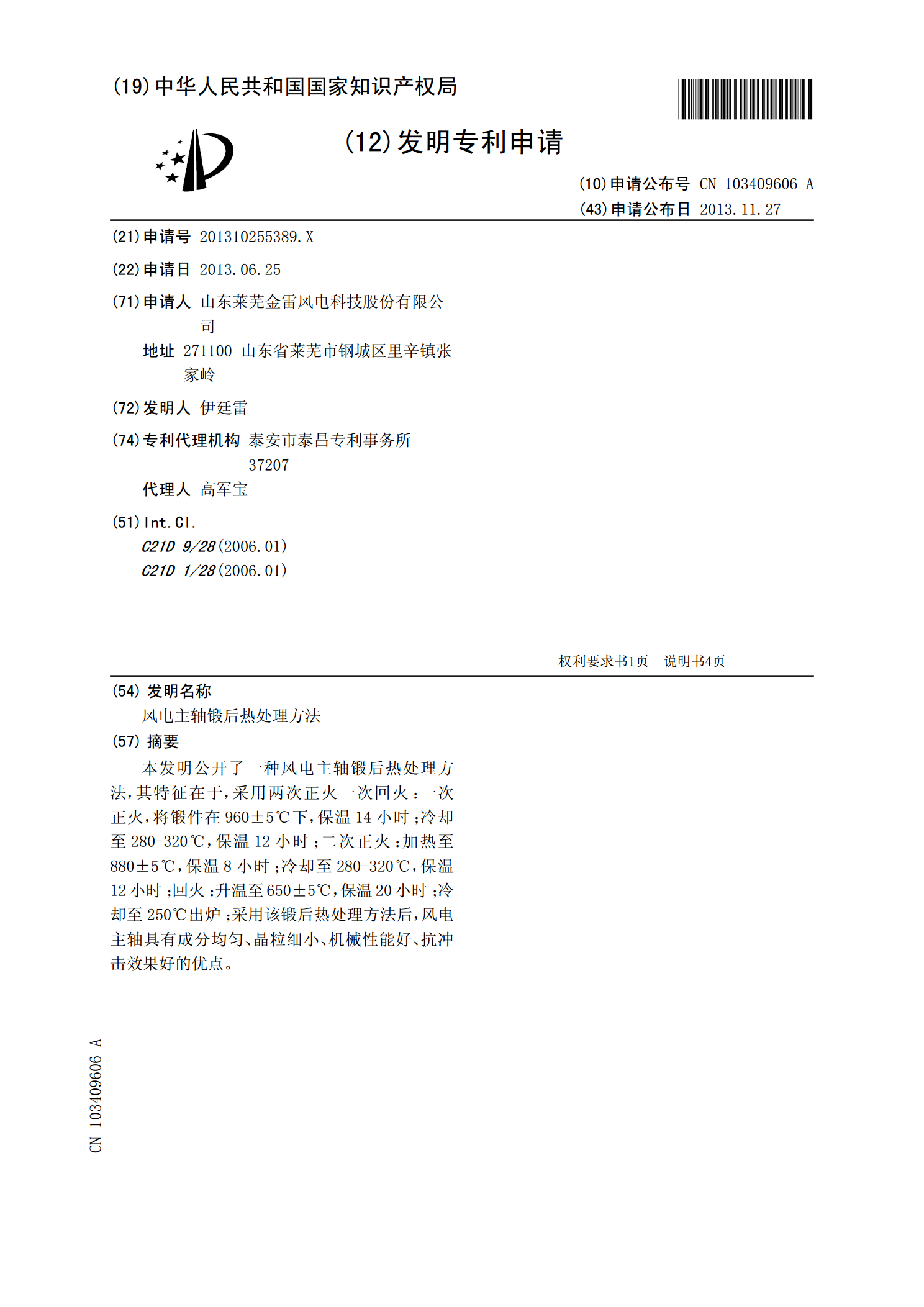
本发明公开了一种风电主轴锻后热处理方法,其特征在于,采用两次正火一次回火:一次正火,将锻件在960±5℃下,保温14小时;冷却至280-320℃,保温12小时;二次正火:加热至880±5℃,保温8小时;冷却至280-320℃,保温12小时;回火:升温至650±5℃,保温20小时;冷却至250℃出炉;采用该锻后热处理方法后,风电主轴具有成分均匀、晶粒细小、机械性能好、抗冲击效果好的优点。
一种新型锻后热处理工艺.pdf
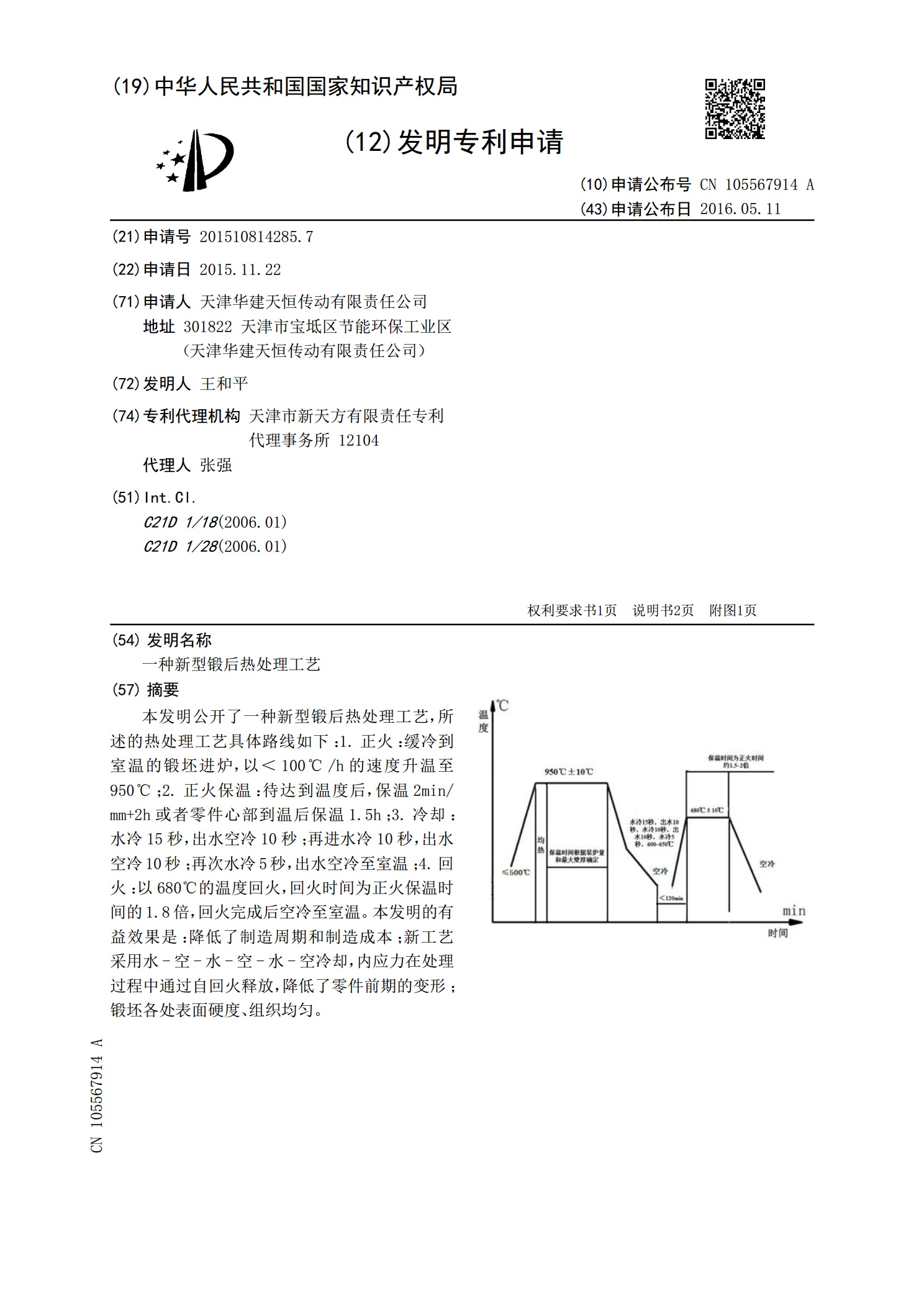
本发明公开了一种新型锻后热处理工艺,所述的热处理工艺具体路线如下:1.正火:缓冷到室温的锻坯进炉,以<100℃/h的速度升温至950℃;2.正火保温:待达到温度后,保温2min/mm+2h或者零件心部到温后保温1.5h;3.冷却:水冷15秒,出水空冷10秒;再进水冷10秒,出水空冷10秒;再次水冷5秒,出水空冷至室温;4.回火:以680℃的温度回火,回火时间为正火保温时间的1.8倍,回火完成后空冷至室温。本发明的有益效果是:降低了制造周期和制造成本;新工艺采用水-空-水-空-水-空冷却,内应力在处理过程中

一种利用锻件锻后余热进行正火热处理的方法.pdf
本发明所述的一种利用锻件锻后余热进行正火热处理的方法,首先通过控制锻件在锻造过程中最后一火的锻造变形量和终止锻造的温度,使锻件的终止锻造的温度高于该钢种材料的终锻温度20-30°C,然后在空气中快冷至650°C-700℃,再送入热处理炉均温至锻件内外温度相同,然后加热至该钢种材料的Ac3或Acm以上60~50℃或更高温度,保温达到完全奥氏体化后,出炉后按一定冷却速度冷却至室温。本方法适用于低碳钢、中碳碳素结构钢和各种低合金结构钢所制锻件,既保证了锻件金相组织和机械性能,又节约了大量加热锻件所消耗的能源,而

塑料模具钢模块锻后冷却装置及锻后在线热处理的方法.pdf
本发明提供一种塑料模具钢模块锻后冷却装置及锻后在线热处理的方法,若干所述雾炮机设置在所述塑料模具钢模块的周围,所述雾炮机能够对所述塑料模具钢模块进行喷雾冷却和鼓风冷却,所述喷雾冷却能够将所述塑料模具钢模块的温度冷却至300~350℃,所述鼓风冷却能够将所述塑料模具钢模块的温度冷却至190~210℃。本发明无需使用退火炉、淬火炉对塑料模具钢模块进行退火和淬火热处理,仅需要雾炮机即可完成回火前的热处理过程,节省了退火和淬火热处理的费用,节约了退火和淬火的时间,仅需要花费锻后喷雾冷却+鼓风冷却的时间,就可以实现