
一种新型锻后热处理工艺.pdf

是雁****找我

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种新型锻后热处理工艺.pdf
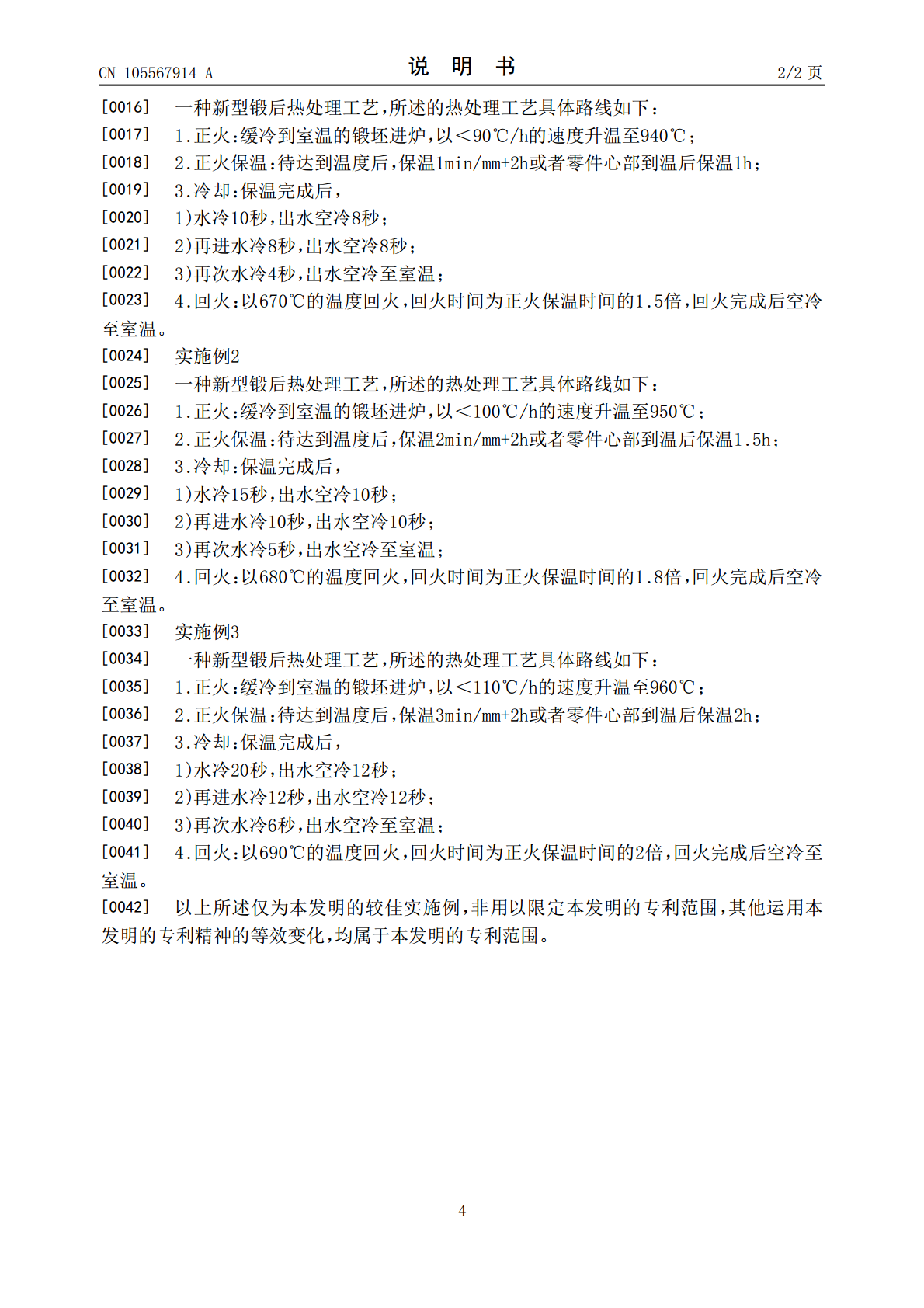
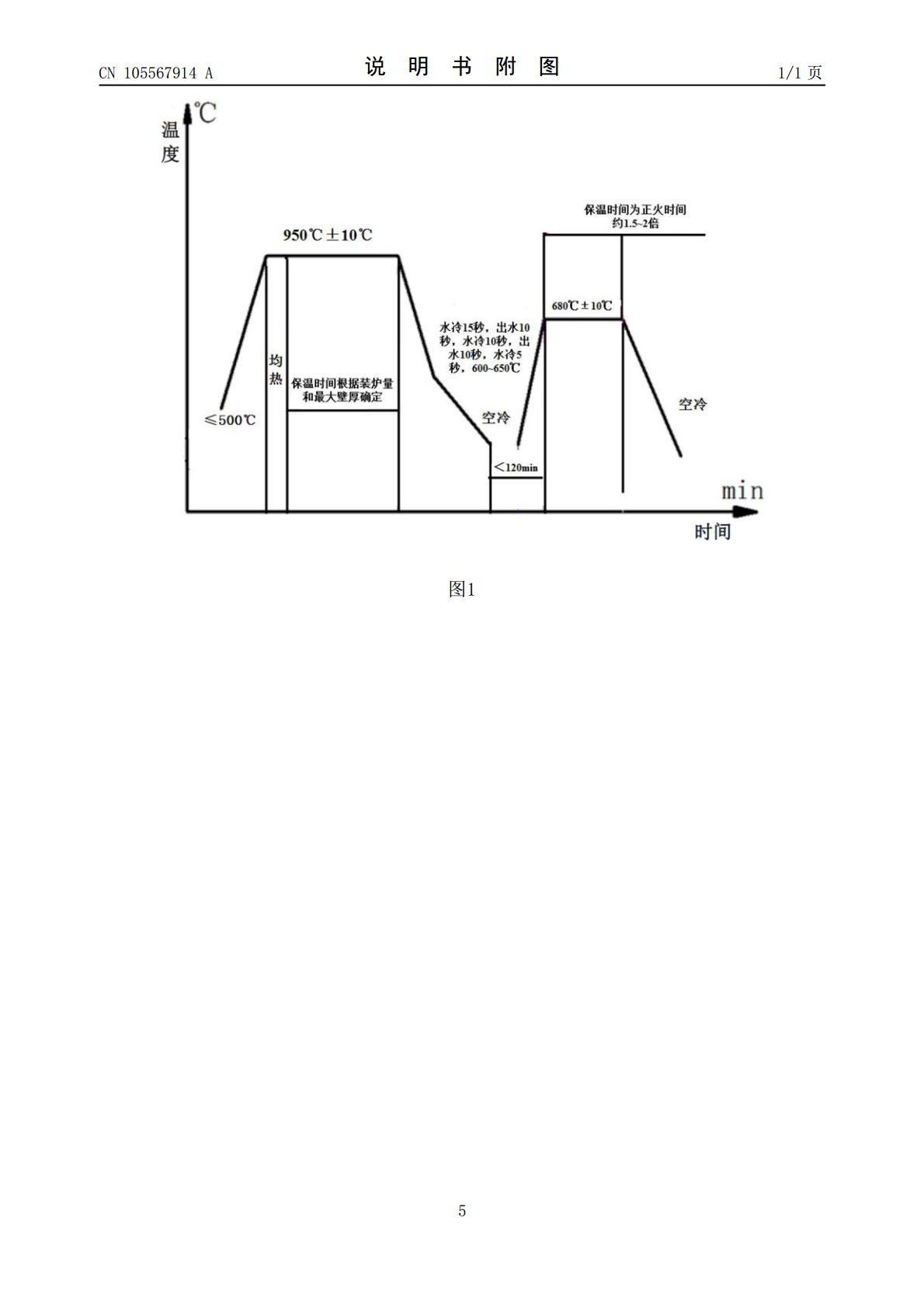
本发明公开了一种新型锻后热处理工艺,所述的热处理工艺具体路线如下:1.正火:缓冷到室温的锻坯进炉,以<100℃/h的速度升温至950℃;2.正火保温:待达到温度后,保温2min/mm+2h或者零件心部到温后保温1.5h;3.冷却:水冷15秒,出水空冷10秒;再进水冷10秒,出水空冷10秒;再次水冷5秒,出水空冷至室温;4.回火:以680℃的温度回火,回火时间为正火保温时间的1.8倍,回火完成后空冷至室温。本发明的有益效果是:降低了制造周期和制造成本;新工艺采用水-空-水-空-水-空冷却,内应力在处理过程中

锻造及锻后热处理工艺规范.docx
目录钢质自由锻件加热工艺规范钢锭(坯)加热规范若干概念加热操作守则锻造操作守则锻件锻后冷却规范锻件锻后炉冷工艺曲线锻件锻后热装炉工艺曲线冷锻件校直前加热、校直后(补焊后)回火工艺曲线锻件各钢种正火(或退火)及高温回火温度表锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:组别钢号始锻温度℃终锻温度℃钢锭钢坯终锻精整ⅠQ19

锻造及锻后热处理工艺规范.docx
目录钢质自由锻件加热工艺规范钢锭(坯)加热规范若干概念加热操作守则锻造操作守则锻件锻后冷却规范锻件锻后炉冷工艺曲线锻件锻后热装炉工艺曲线冷锻件校直前加热、校直后(补焊后)回火工艺曲线锻件各钢种正火(或退火)及高温回火温度表锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:组别钢号始锻温度℃终锻温度℃钢锭钢坯终锻精整ⅠQ19
一种风电空心主轴锻后热处理工艺.pdf
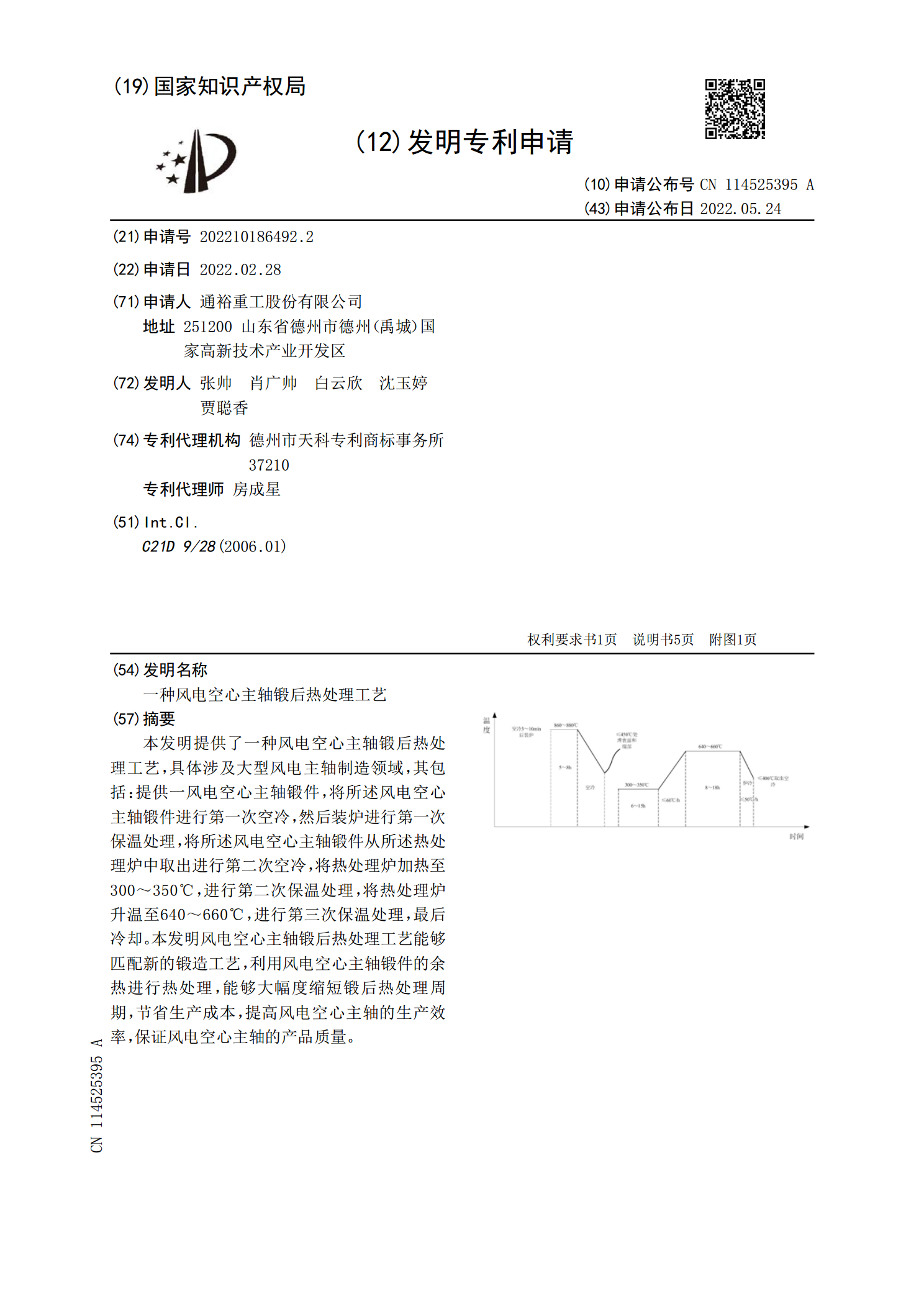
本发明提供了一种风电空心主轴锻后热处理工艺,具体涉及大型风电主轴制造领域,其包括:提供一风电空心主轴锻件,将所述风电空心主轴锻件进行第一次空冷,然后装炉进行第一次保温处理,将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,将热处理炉加热至300~350℃,进行第二次保温处理,将热处理炉升温至640~660℃,进行第三次保温处理,最后冷却。本发明风电空心主轴锻后热处理工艺能够匹配新的锻造工艺,利用风电空心主轴锻件的余热进行热处理,能够大幅度缩短锻后热处理周期,节省生产成本,提高风电空心主轴的生产效率
一种整圆环磁轭锻件的锻后热处理工艺.pdf
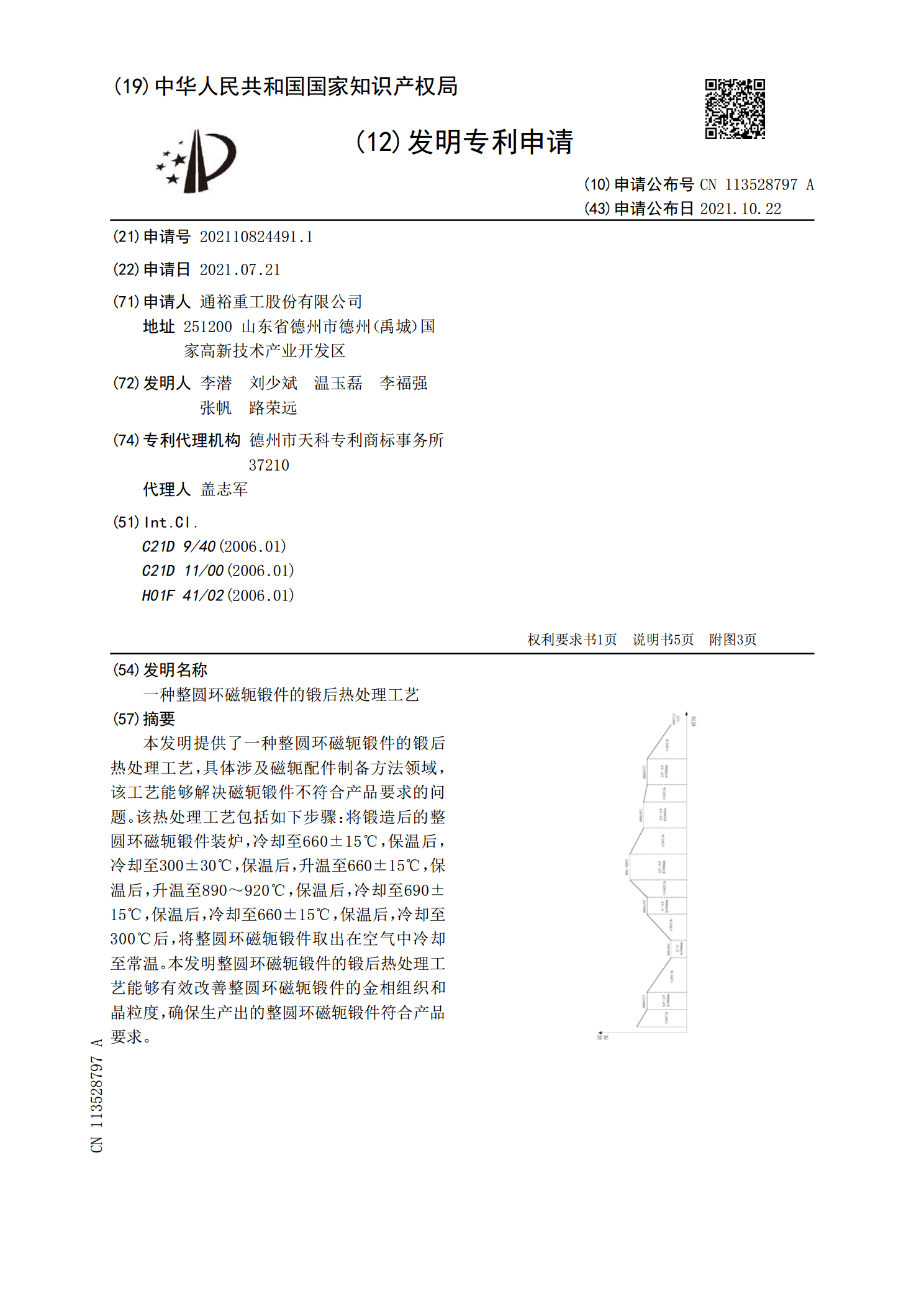
本发明提供了一种整圆环磁轭锻件的锻后热处理工艺,具体涉及磁轭配件制备方法领域,该工艺能够解决磁轭锻件不符合产品要求的问题。该热处理工艺包括如下步骤:将锻造后的整圆环磁轭锻件装炉,冷却至660±15℃,保温后,冷却至300±30℃,保温后,升温至660±15℃,保温后,升温至890~920℃,保温后,冷却至690±15℃,保温后,冷却至660±15℃,保温后,冷却至300℃后,将整圆环磁轭锻件取出在空气中冷却至常温。本发明整圆环磁轭锻件的锻后热处理工艺能够有效改善整圆环磁轭锻件的金相组织和晶粒度,确保生产出