
风电主轴锻后热处理方法.pdf

是你****盟主


1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
风电主轴锻后热处理方法.pdf
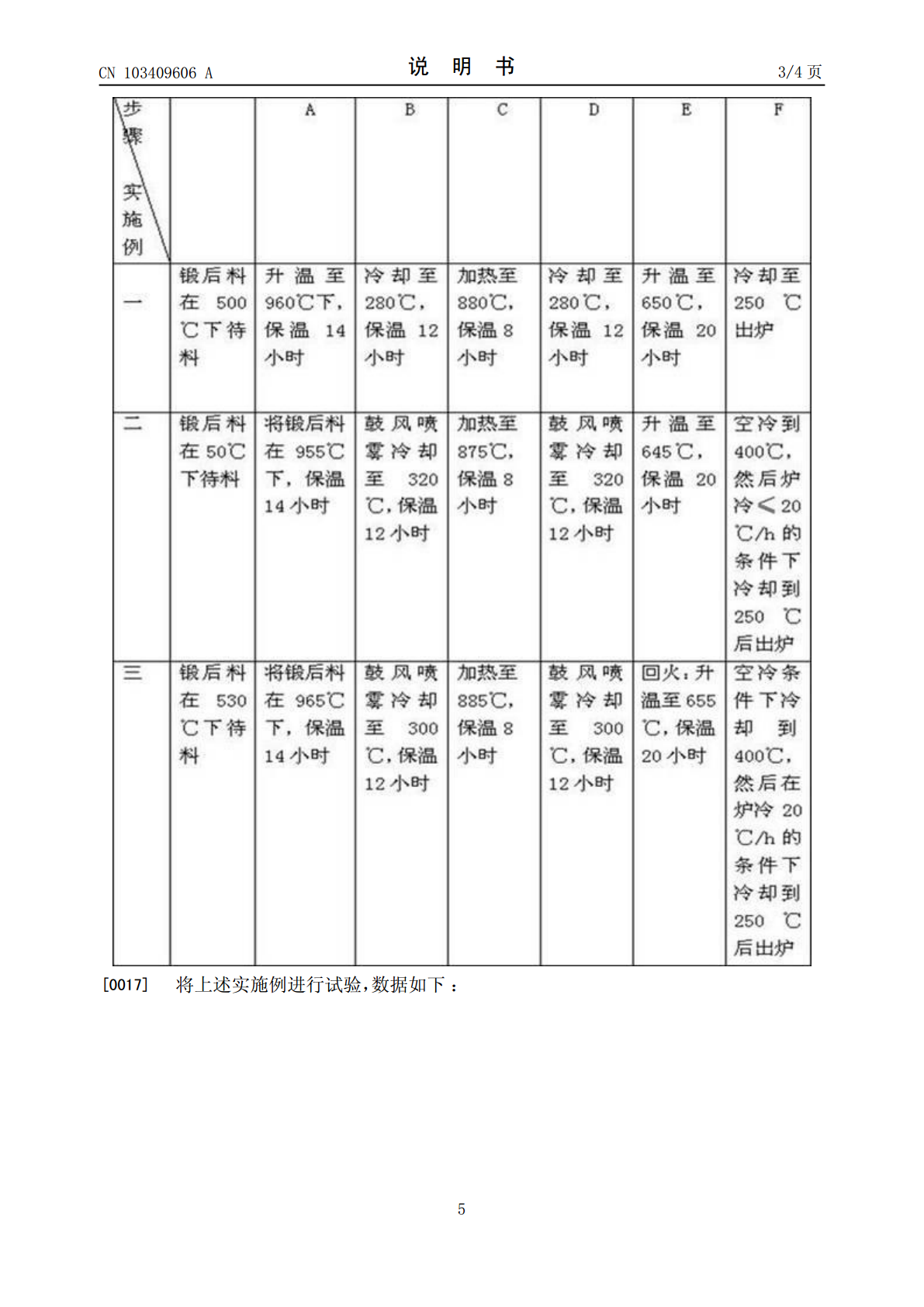
本发明公开了一种风电主轴锻后热处理方法,其特征在于,采用两次正火一次回火:一次正火,将锻件在960±5℃下,保温14小时;冷却至280-320℃,保温12小时;二次正火:加热至880±5℃,保温8小时;冷却至280-320℃,保温12小时;回火:升温至650±5℃,保温20小时;冷却至250℃出炉;采用该锻后热处理方法后,风电主轴具有成分均匀、晶粒细小、机械性能好、抗冲击效果好的优点。
一种风电空心主轴锻后热处理工艺.pdf
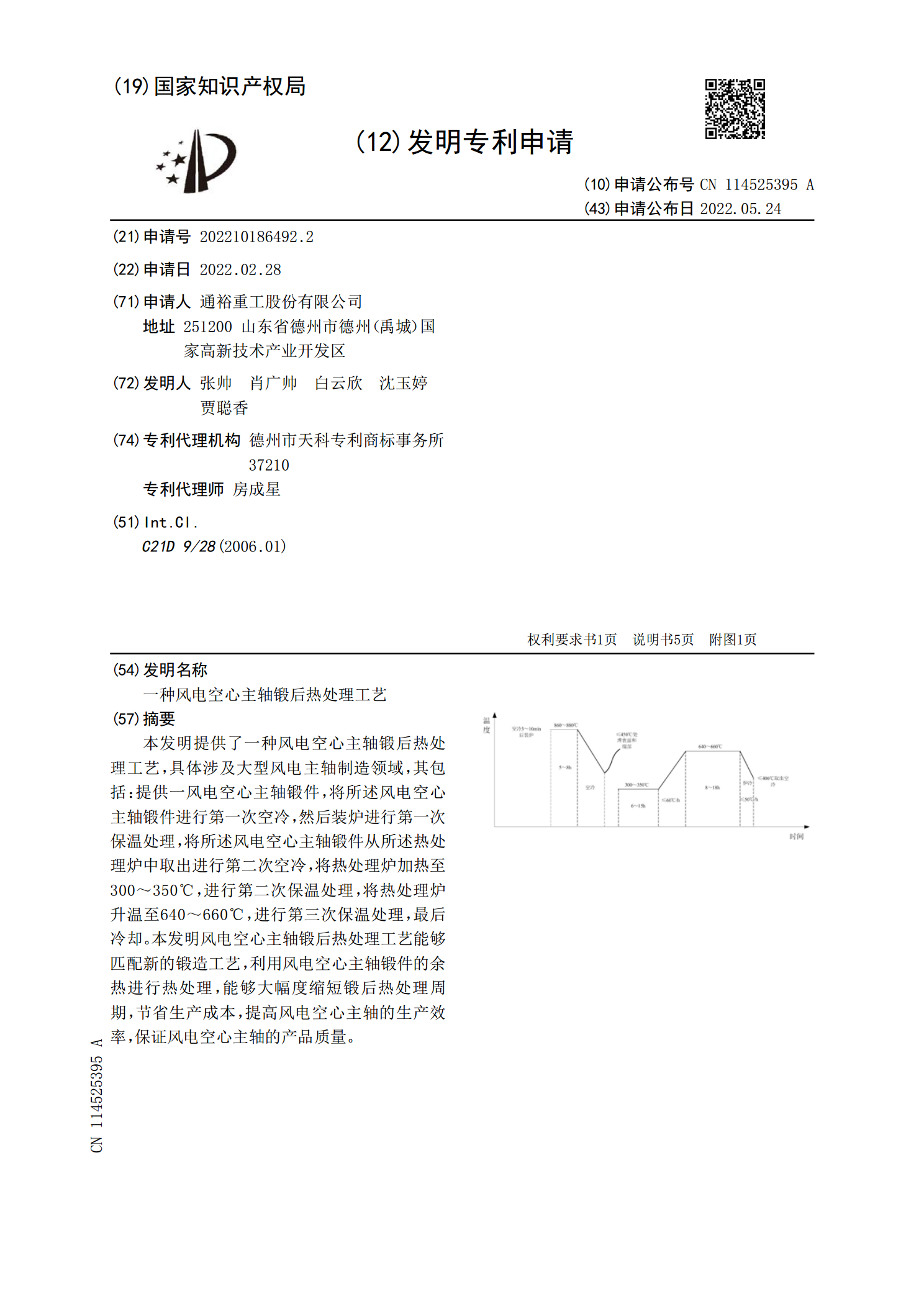
本发明提供了一种风电空心主轴锻后热处理工艺,具体涉及大型风电主轴制造领域,其包括:提供一风电空心主轴锻件,将所述风电空心主轴锻件进行第一次空冷,然后装炉进行第一次保温处理,将所述风电空心主轴锻件从所述热处理炉中取出进行第二次空冷,将热处理炉加热至300~350℃,进行第二次保温处理,将热处理炉升温至640~660℃,进行第三次保温处理,最后冷却。本发明风电空心主轴锻后热处理工艺能够匹配新的锻造工艺,利用风电空心主轴锻件的余热进行热处理,能够大幅度缩短锻后热处理周期,节省生产成本,提高风电空心主轴的生产效率

塑料模具钢模块锻后冷却装置及锻后在线热处理的方法.pdf
本发明提供一种塑料模具钢模块锻后冷却装置及锻后在线热处理的方法,若干所述雾炮机设置在所述塑料模具钢模块的周围,所述雾炮机能够对所述塑料模具钢模块进行喷雾冷却和鼓风冷却,所述喷雾冷却能够将所述塑料模具钢模块的温度冷却至300~350℃,所述鼓风冷却能够将所述塑料模具钢模块的温度冷却至190~210℃。本发明无需使用退火炉、淬火炉对塑料模具钢模块进行退火和淬火热处理,仅需要雾炮机即可完成回火前的热处理过程,节省了退火和淬火热处理的费用,节约了退火和淬火的时间,仅需要花费锻后喷雾冷却+鼓风冷却的时间,就可以实现

锻造及锻后热处理工艺规范.docx
目录钢质自由锻件加热工艺规范钢锭(坯)加热规范若干概念加热操作守则锻造操作守则锻件锻后冷却规范锻件锻后炉冷工艺曲线锻件锻后热装炉工艺曲线冷锻件校直前加热、校直后(补焊后)回火工艺曲线锻件各钢种正火(或退火)及高温回火温度表锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:组别钢号始锻温度℃终锻温度℃钢锭钢坯终锻精整ⅠQ19

锻造及锻后热处理工艺规范.docx
目录钢质自由锻件加热工艺规范钢锭(坯)加热规范若干概念加热操作守则锻造操作守则锻件锻后冷却规范锻件锻后炉冷工艺曲线锻件锻后热装炉工艺曲线冷锻件校直前加热、校直后(补焊后)回火工艺曲线锻件各钢种正火(或退火)及高温回火温度表锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:组别钢号始锻温度℃终锻温度℃钢锭钢坯终锻精整ⅠQ19