
塑料模具钢模块锻后冷却装置及锻后在线热处理的方法.pdf

是你****元呀

1/9

2/9

3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑料模具钢模块锻后冷却装置及锻后在线热处理的方法.pdf
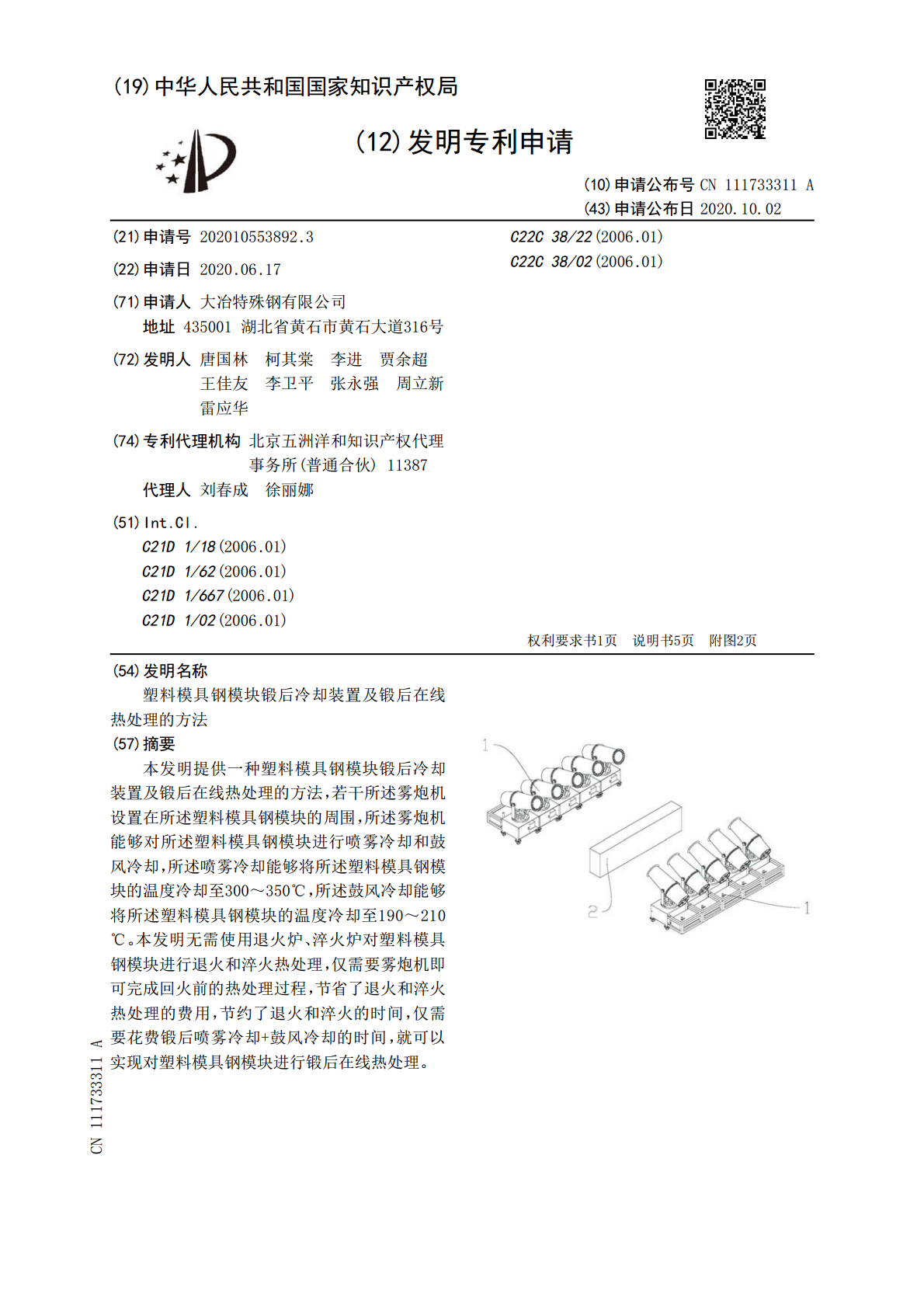
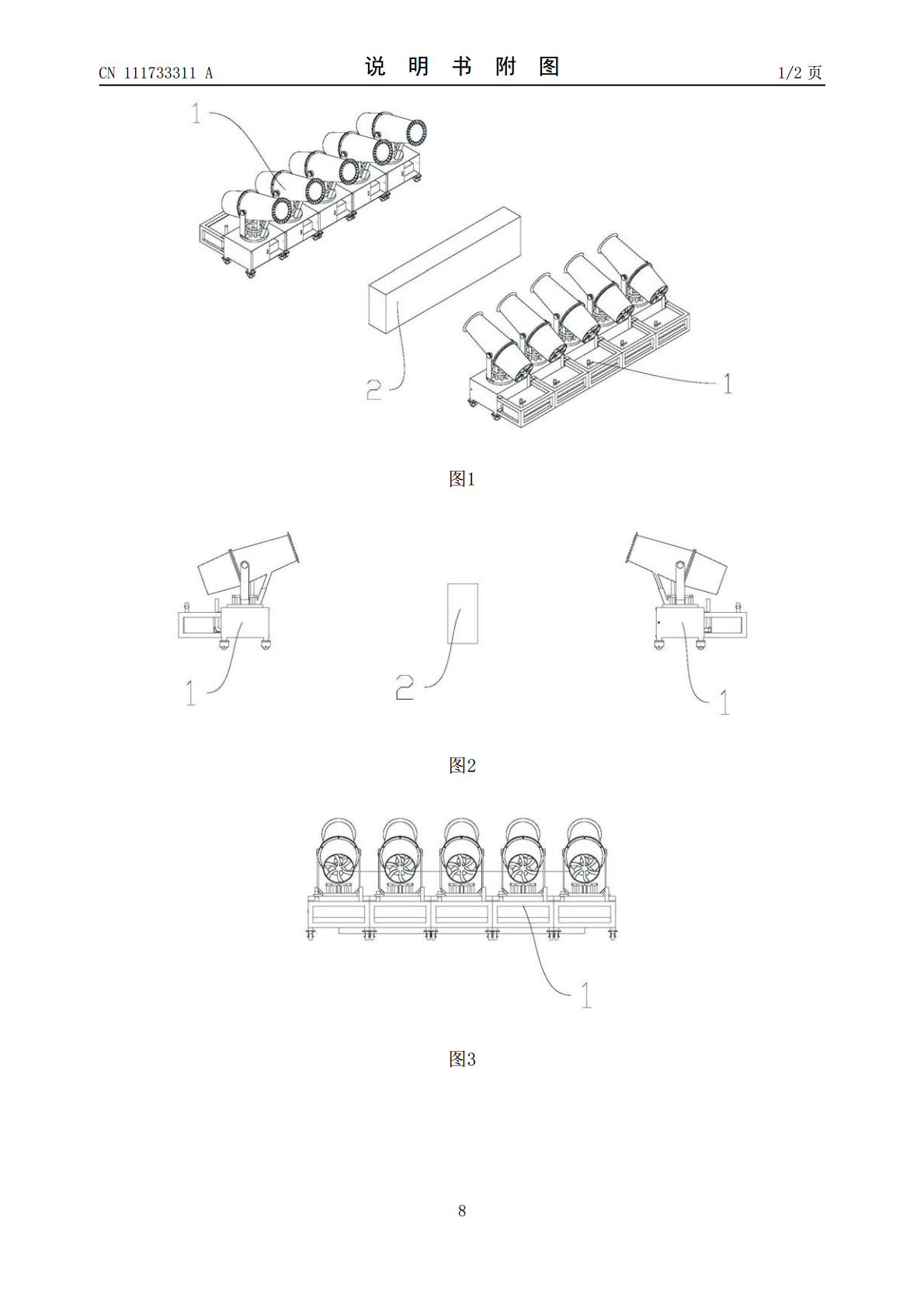
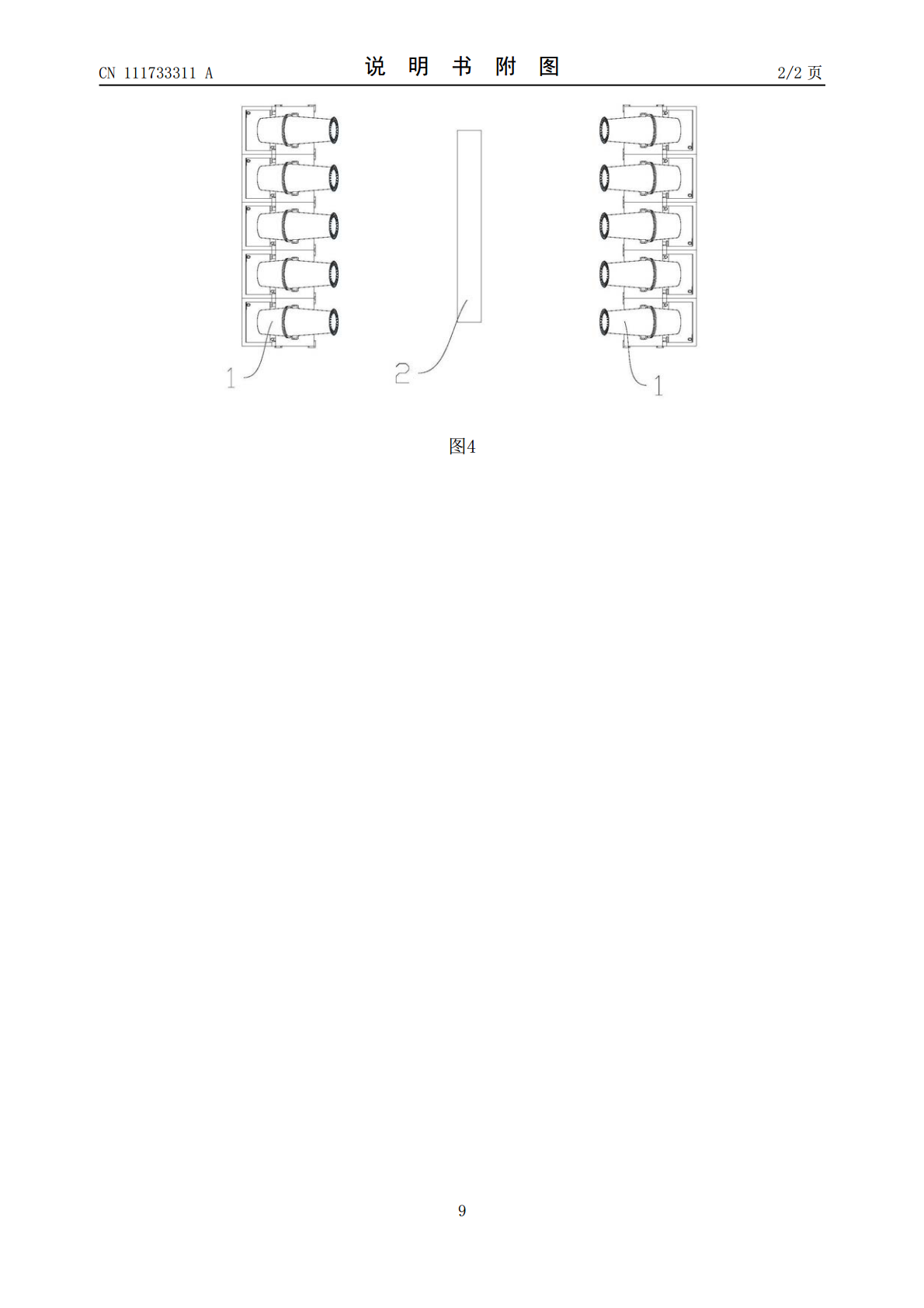
本发明提供一种塑料模具钢模块锻后冷却装置及锻后在线热处理的方法,若干所述雾炮机设置在所述塑料模具钢模块的周围,所述雾炮机能够对所述塑料模具钢模块进行喷雾冷却和鼓风冷却,所述喷雾冷却能够将所述塑料模具钢模块的温度冷却至300~350℃,所述鼓风冷却能够将所述塑料模具钢模块的温度冷却至190~210℃。本发明无需使用退火炉、淬火炉对塑料模具钢模块进行退火和淬火热处理,仅需要雾炮机即可完成回火前的热处理过程,节省了退火和淬火热处理的费用,节约了退火和淬火的时间,仅需要花费锻后喷雾冷却+鼓风冷却的时间,就可以实现

SKT4模具钢的锻后热处理工艺.docx
SKT4模具钢的锻后热处理工艺SKT4模具钢的锻后热处理工艺摘要:SKT4模具钢是一种常用的工具钢,具有良好的耐磨性和热稳定性,广泛应用于模具制造领域。锻后热处理是将锻造得到的工件进行热处理,以达到预定的机械性能和综合性能要求的工艺。本文将对SKT4模具钢的锻后热处理工艺进行研究,并探讨其对模具性能的影响。1.引言随着工业的发展,模具在各个行业中得到广泛应用。模具钢作为模具制造的重要材料之一,其性能要求越来越高。在模具钢的制造过程中,锻造是一种常用的加工方法。锻造可以提高模具钢的密度和强度,并改善其综合性

SKT4模具钢的锻后热处理工艺.docx
SKT4模具钢的锻后热处理工艺模具钢是一种常用于制造模具的工程材料,具有优异的性能和耐用性。SKT4模具钢是其中一种常见的材料,具有较高的硬度、强度和耐磨性。锻后热处理是模具制造过程中必不可少的一步,可以显著改善模具钢的性能和延长使用寿命。本文将深入探讨SKT4模具钢的锻后热处理工艺。锻后热处理通常包括退火、正火和淬火等步骤。其中,退火是最常见的热处理工艺之一,目的是消除锻造过程中的应力和碳化物的析出。SKT4模具钢的退火工艺参数一般为950℃加热至均匀,然后以适当速度冷却。退火后的模具钢具有较好的塑性,
风电主轴锻后热处理方法.pdf
本发明公开了一种风电主轴锻后热处理方法,其特征在于,采用两次正火一次回火:一次正火,将锻件在960±5℃下,保温14小时;冷却至280-320℃,保温12小时;二次正火:加热至880±5℃,保温8小时;冷却至280-320℃,保温12小时;回火:升温至650±5℃,保温20小时;冷却至250℃出炉;采用该锻后热处理方法后,风电主轴具有成分均匀、晶粒细小、机械性能好、抗冲击效果好的优点。

锻造及锻后热处理工艺规范.docx
目录钢质自由锻件加热工艺规范钢锭(坯)加热规范若干概念加热操作守则锻造操作守则锻件锻后冷却规范锻件锻后炉冷工艺曲线锻件锻后热装炉工艺曲线冷锻件校直前加热、校直后(补焊后)回火工艺曲线锻件各钢种正火(或退火)及高温回火温度表锻件有效截面计算方法钢质自由锻件加热工艺规范一.范围:本规范规定了钢质自由锻件的通用加热技术条件。本规范适用于碳素钢、合金钢、高合金钢、高温合金钢(铁基、镍基)的冷、热、半热钢锭(坯)的锻造前加热二.常用钢号分组和始、终锻加热温度范围:组别钢号始锻温度℃终锻温度℃钢锭钢坯终锻精整ⅠQ19