
一种定向凝固铸造方法及浇注系统.pdf

阳炎****找我

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种定向凝固铸造方法及浇注系统.pdf
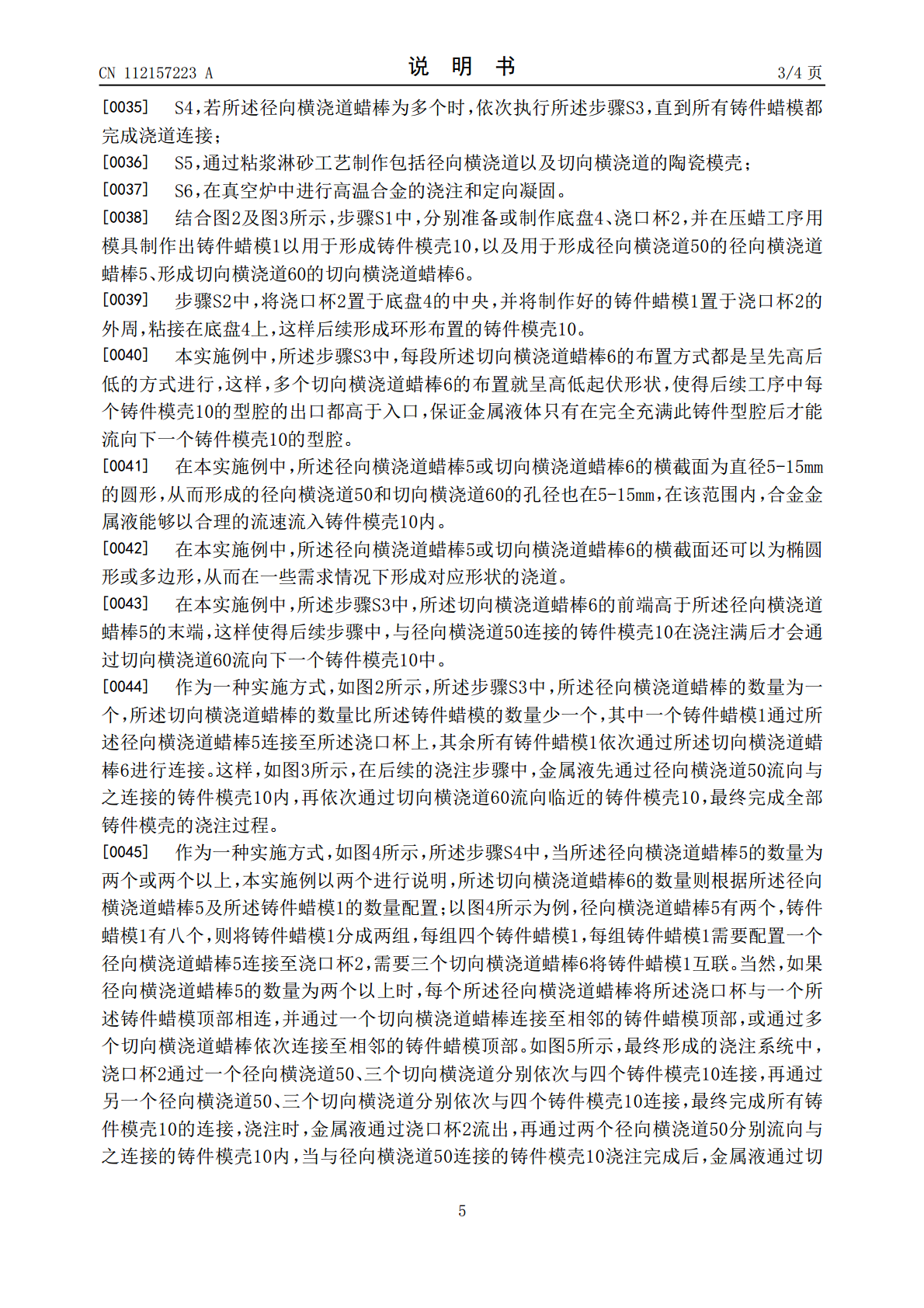
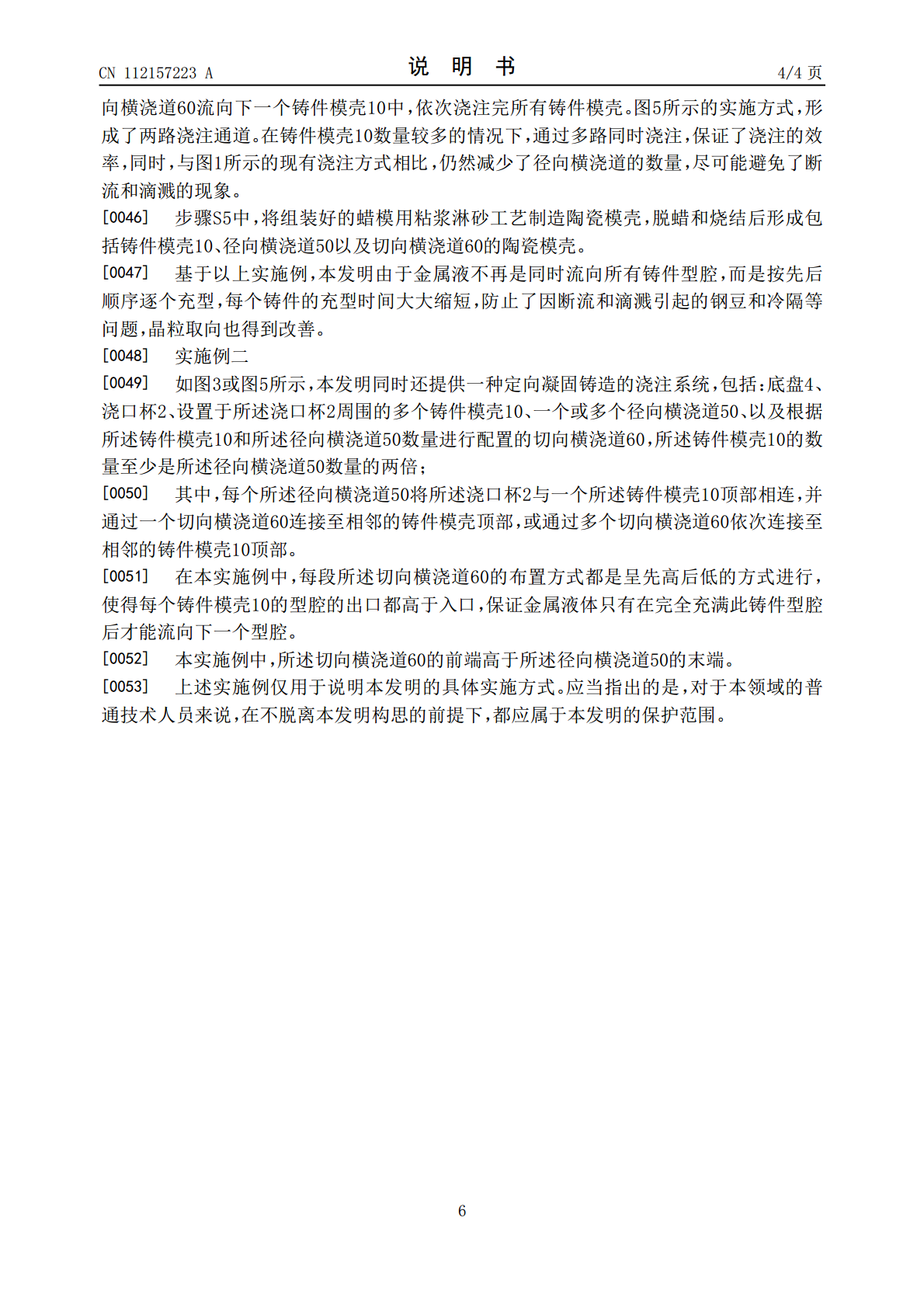
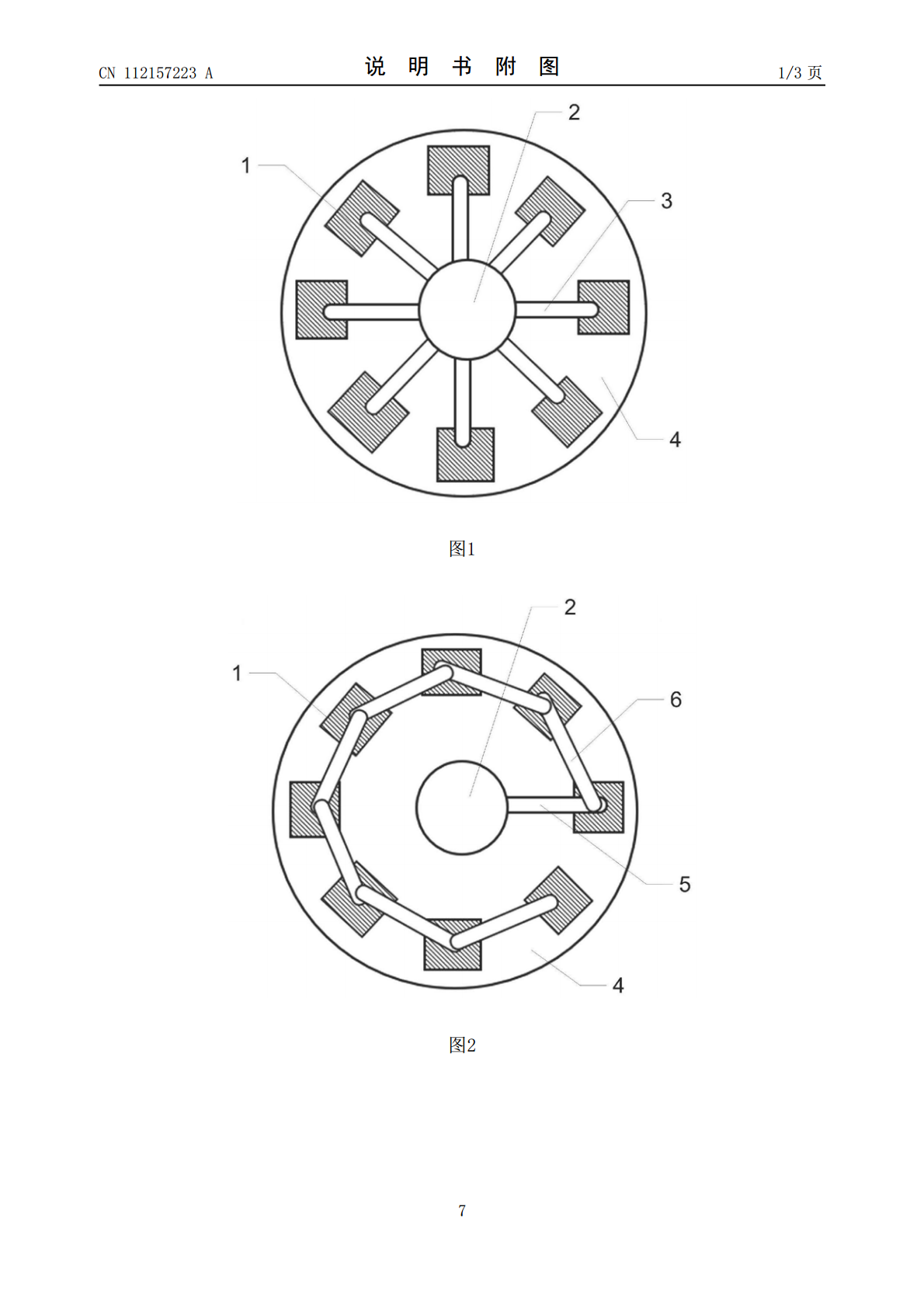
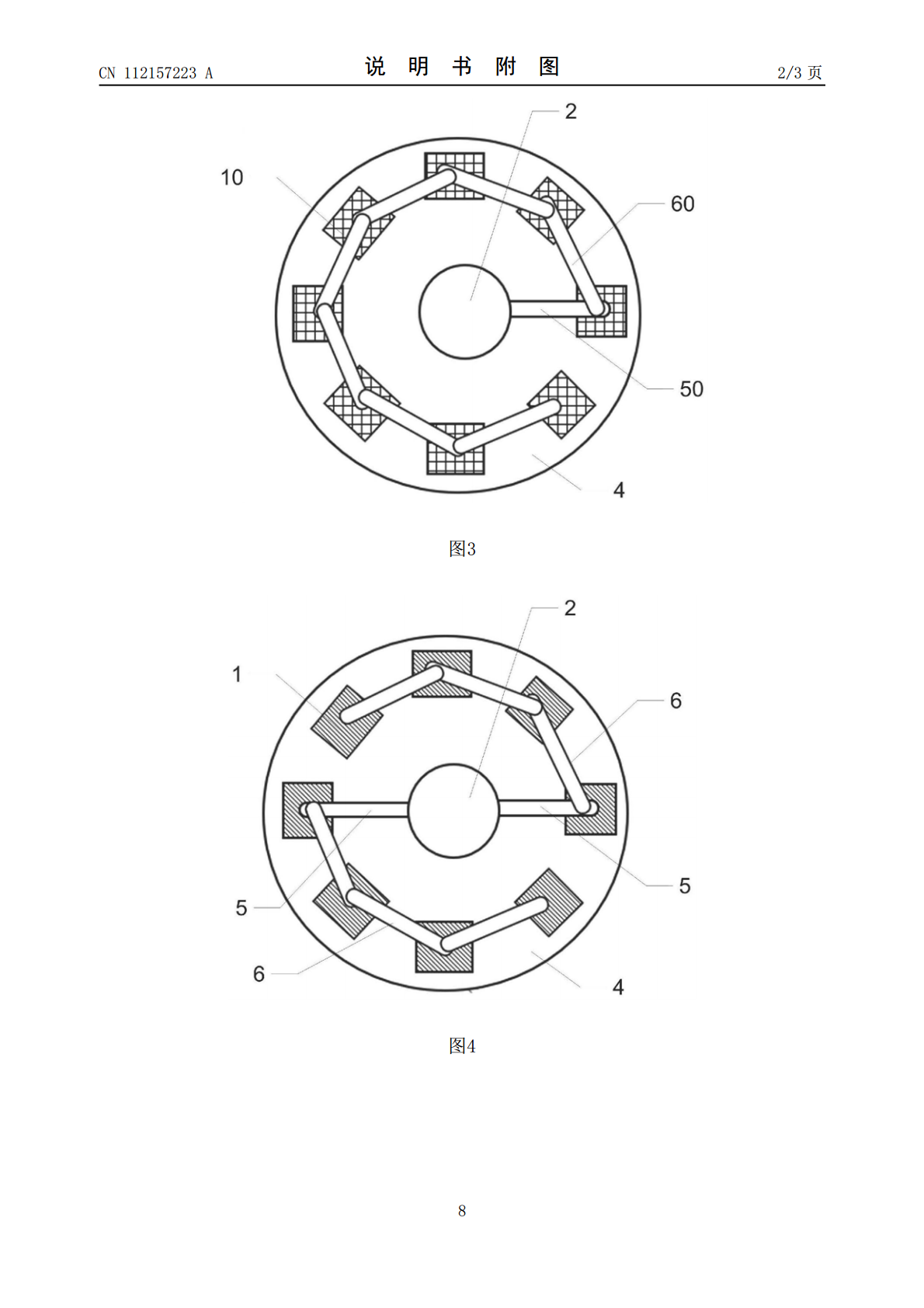
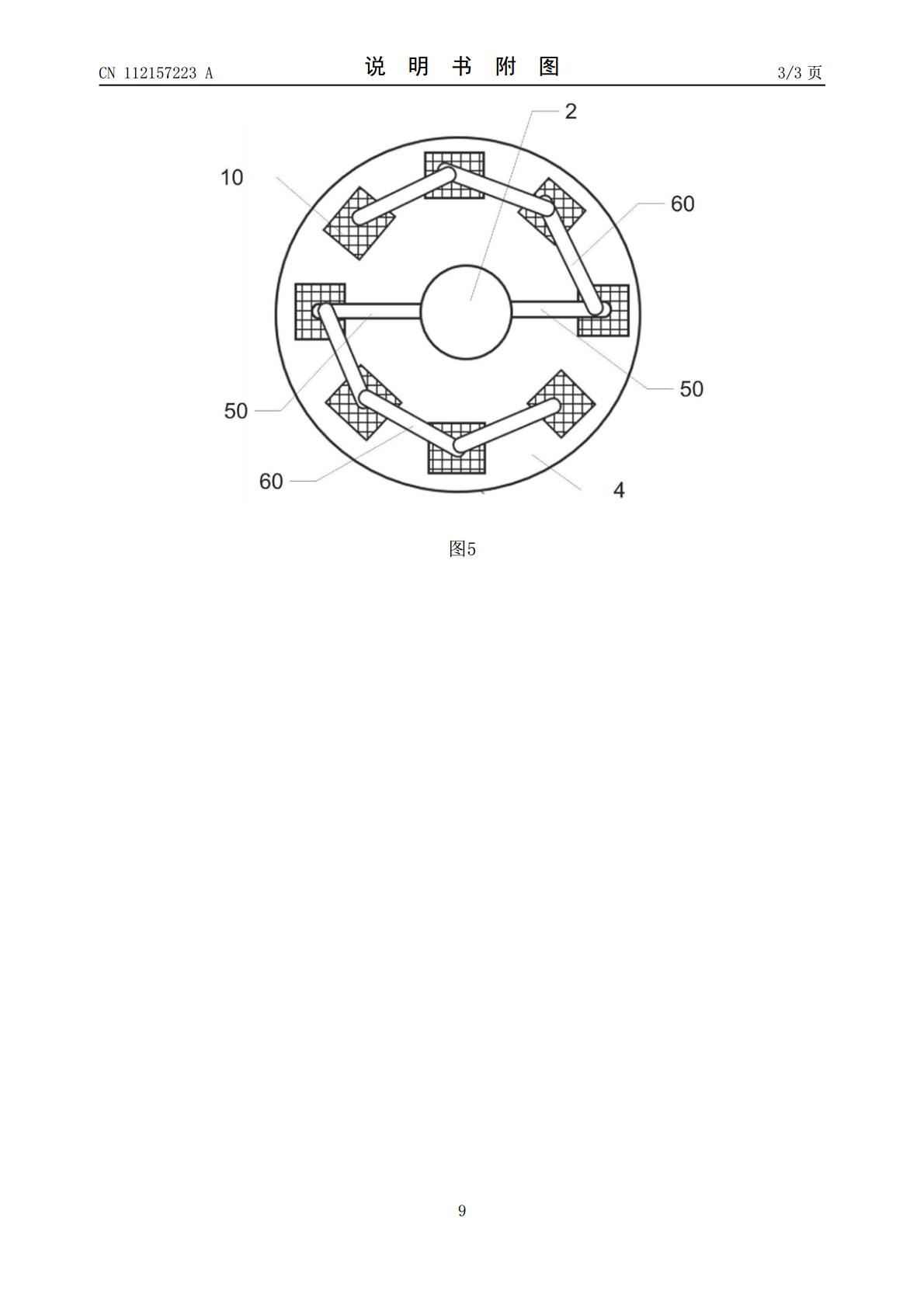
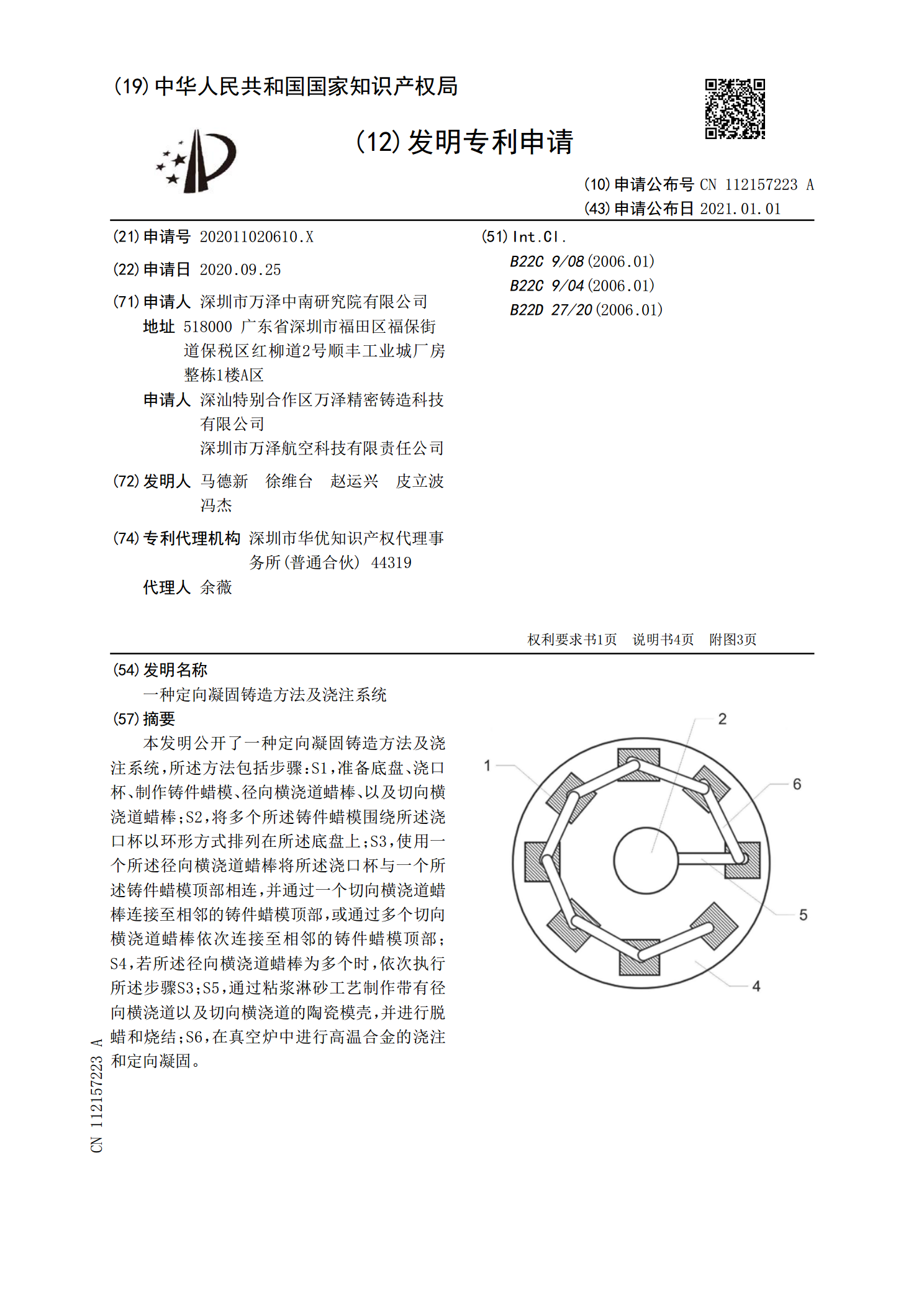
本发明公开了一种定向凝固铸造方法及浇注系统,所述方法包括步骤:S1,准备底盘、浇口杯、制作铸件蜡模、径向横浇道蜡棒、以及切向横浇道蜡棒;S2,将多个所述铸件蜡模围绕所述浇口杯以环形方式排列在所述底盘上;S3,使用一个所述径向横浇道蜡棒将所述浇口杯与一个所述铸件蜡模顶部相连,并通过一个切向横浇道蜡棒连接至相邻的铸件蜡模顶部,或通过多个切向横浇道蜡棒依次连接至相邻的铸件蜡模顶部;S4,若所述径向横浇道蜡棒为多个时,依次执行所述步骤S3;S5,通过粘浆淋砂工艺制作带有径向横浇道以及切向横浇道的陶瓷模壳,并进行脱
一种高温合金定向凝固的浇注结构和浇注方法.pdf
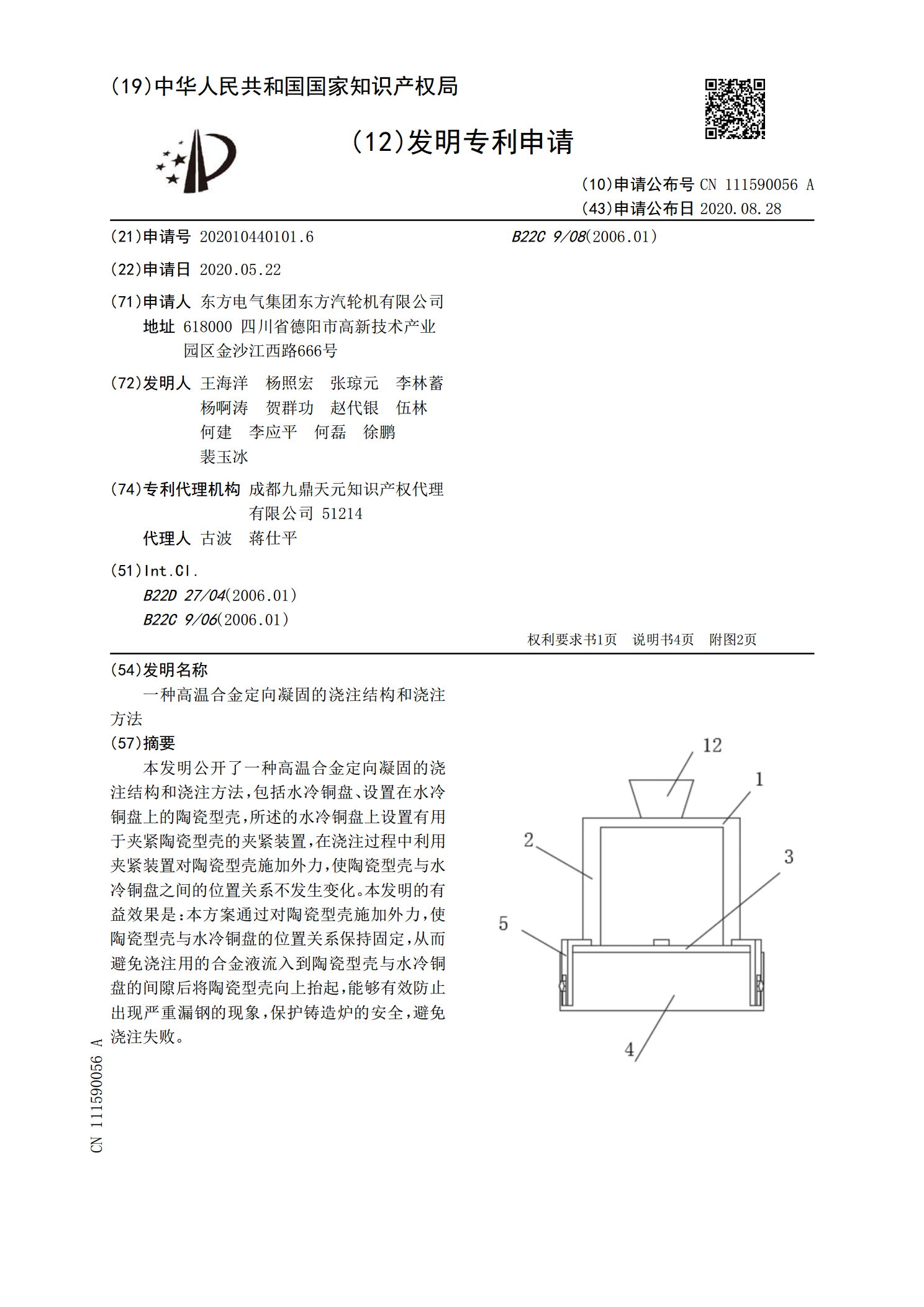
本发明公开了一种高温合金定向凝固的浇注结构和浇注方法,包括水冷铜盘、设置在水冷铜盘上的陶瓷型壳,所述的水冷铜盘上设置有用于夹紧陶瓷型壳的夹紧装置,在浇注过程中利用夹紧装置对陶瓷型壳施加外力,使陶瓷型壳与水冷铜盘之间的位置关系不发生变化。本发明的有益效果是:本方案通过对陶瓷型壳施加外力,使陶瓷型壳与水冷铜盘的位置关系保持固定,从而避免浇注用的合金液流入到陶瓷型壳与水冷铜盘的间隙后将陶瓷型壳向上抬起,能够有效防止出现严重漏钢的现象,保护铸造炉的安全,避免浇注失败。
一种辐射翅片管的定向凝固铸造方法.pdf
本发明公开了一种辐射翅片管的定向凝固铸造方法,旨在提供一种能够解决翅片管因结构特殊无法采用铸造浇注工艺而解决铸件内部因补缩不够而产生缩孔与缩松的问题的方法,其技术方案要点是在浇铸模壳时增加对高温模壳进行强制水冷,具体为在浇铸前在工作场预制水冷槽,从模壳焙烧炉取出高温模壳,将模壳铸件下翅片部分快速进入水槽激冷,当模壳下部呈黑色但上部仍红色高温时,迅速将模壳挪离水槽快速浇注钢水。彻底解决了因铸件的结构问题产生无法通过浇注工艺优化的方法,消除了管翅片的内部缩孔与缩松的缺陷。
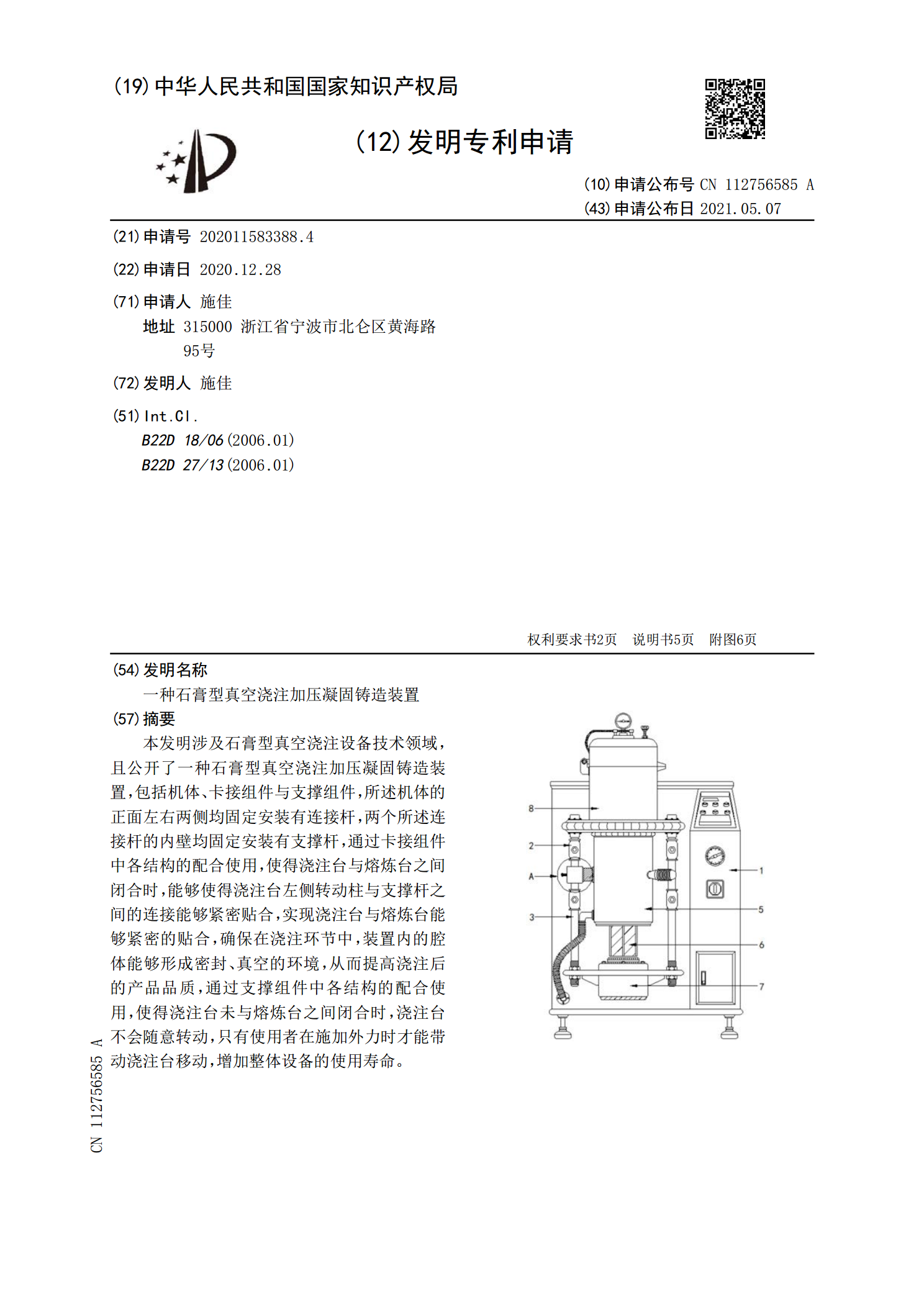
一种石膏型真空浇注加压凝固铸造装置.pdf
本发明涉及石膏型真空浇注设备技术领域,且公开了一种石膏型真空浇注加压凝固铸造装置,包括机体、卡接组件与支撑组件,所述机体的正面左右两侧均固定安装有连接杆,两个所述连接杆的内壁均固定安装有支撑杆,通过卡接组件中各结构的配合使用,使得浇注台与熔炼台之间闭合时,能够使得浇注台左侧转动柱与支撑杆之间的连接能够紧密贴合,实现浇注台与熔炼台能够紧密的贴合,确保在浇注环节中,装置内的腔体能够形成密封、真空的环境,从而提高浇注后的产品品质,通过支撑组件中各结构的配合使用,使得浇注台未与熔炼台之间闭合时,浇注台不会随意转动
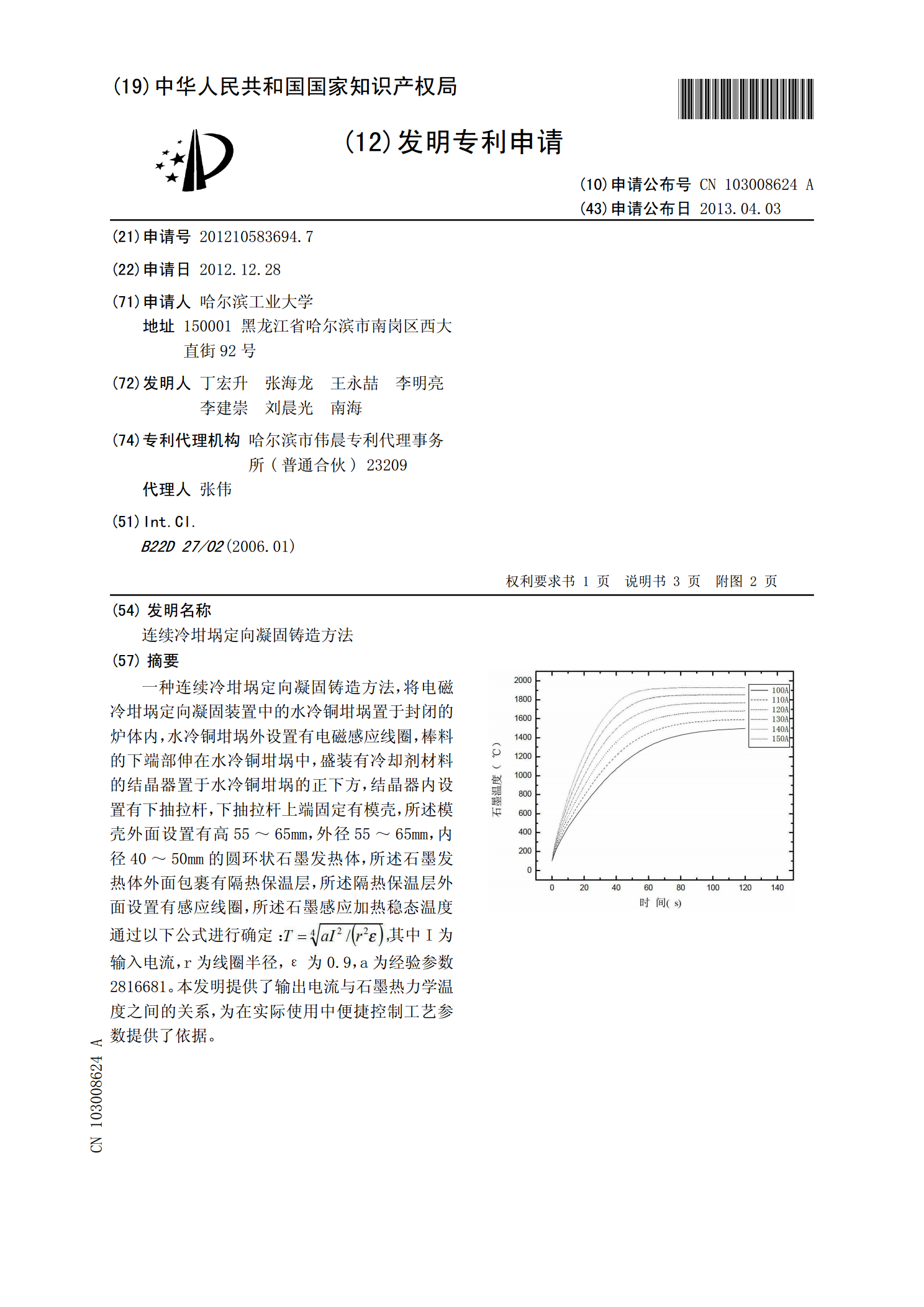
连续冷坩埚定向凝固铸造方法.pdf
一种连续冷坩埚定向凝固铸造方法,将电磁冷坩埚定向凝固装置中的水冷铜坩埚置于封闭的炉体内,水冷铜坩埚外设置有电磁感应线圈,棒料的下端部伸在水冷铜坩埚中,盛装有冷却剂材料的结晶器置于水冷铜坩埚的正下方,结晶器内设置有下抽拉杆,下抽拉杆上端固定有模壳,所述模壳外面设置有高55~65mm,外径55~65mm,内径40~50mm的圆环状石墨发热体,所述石墨发热体外面包裹有隔热保温层,所述隔热保温层外面设置有感应线圈,所述石墨感应加热稳态温度通过以下公式进行确定:其中I为输入电流,r为线圈半径,ε为0.9,a为经验参