
一种石膏型真空浇注加压凝固铸造装置.pdf

一条****涛k


1/10
2/10
3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种石膏型真空浇注加压凝固铸造装置.pdf
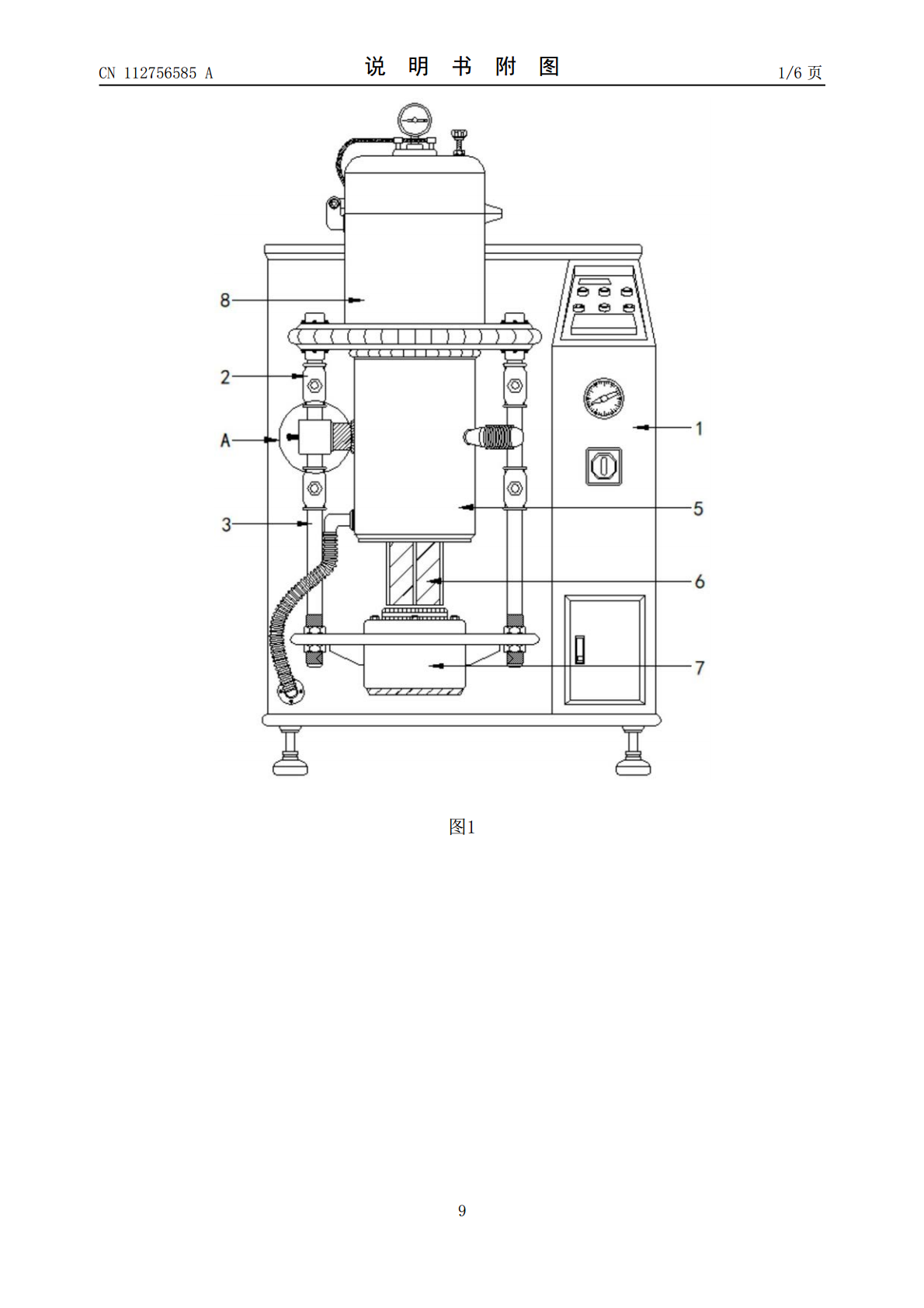
本发明涉及石膏型真空浇注设备技术领域,且公开了一种石膏型真空浇注加压凝固铸造装置,包括机体、卡接组件与支撑组件,所述机体的正面左右两侧均固定安装有连接杆,两个所述连接杆的内壁均固定安装有支撑杆,通过卡接组件中各结构的配合使用,使得浇注台与熔炼台之间闭合时,能够使得浇注台左侧转动柱与支撑杆之间的连接能够紧密贴合,实现浇注台与熔炼台能够紧密的贴合,确保在浇注环节中,装置内的腔体能够形成密封、真空的环境,从而提高浇注后的产品品质,通过支撑组件中各结构的配合使用,使得浇注台未与熔炼台之间闭合时,浇注台不会随意转动

涡轮熔模铸造真空浇注装置.pdf
本发明涉及一种涡轮熔模铸造真空浇注装置,它包括机架(1),所述机架(1)上设置有托盘(2),所述托盘(2)上方设置有可上下移动的浇注腔(3),其特征在于所述托盘(2)左侧的机架(1)上设置有向右的红外线探头(4),所述托盘(2)右的机架(1)上设置有挡板(5)。本发明通过红外线探头的设置,可以有效防止模壳位置防止的不精确,使得该涡轮熔模铸造真空浇注装置具有方便模壳定位,保证浇注腔的内壁不会与模壳碰撞,产品报废率较低的优点。

一种调压充型高压凝固铸造装置与铸造方法.pdf
本发明公开了一种调压充型高压凝固铸造装置及铸造方法,所述装置包括熔炼炉、压射杆、升液管、锤头、料筒、模具、真空管和真空截止阀;通过本装置可以从熔炼炉中铝液中心取优质铝合金熔体,通过计算机控制熔炼炉内和模具型腔的压力差将铝液通过封闭式的升液管和料筒输送到模具型腔内,整个过程铝液液面平稳上升,不仅大大减小了铝液在输送和充型阶段与空气的接触面积,减少氧化渣,同时模具型腔内形成一定的真空条件,降低了铝液的含气量,提高了铝液在模具型腔内充型能力;充型完成后,铸件在高压下凝固,组织致密,晶粒细化,大大降低缩松、缩孔、
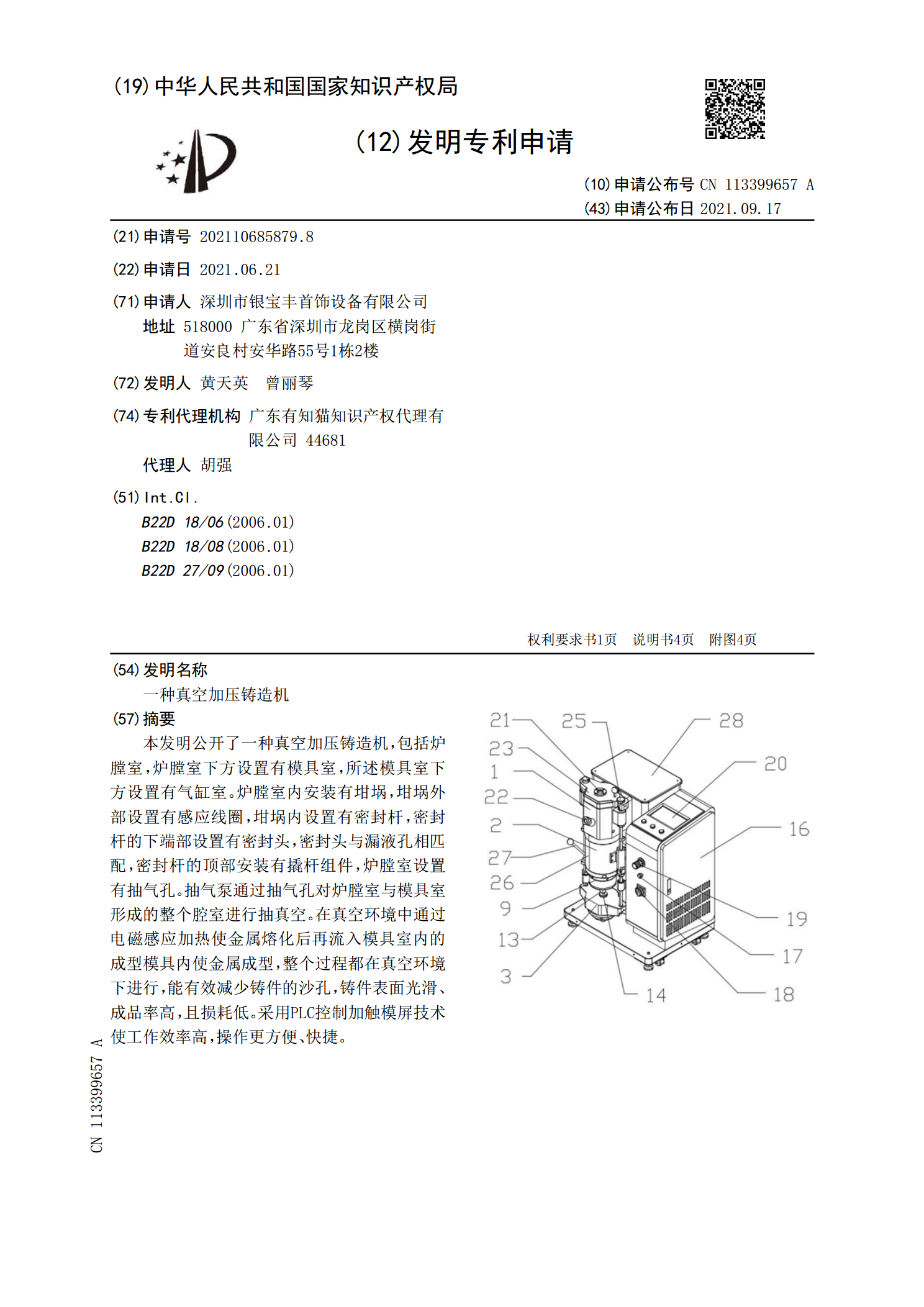
一种真空加压铸造机.pdf
本发明公开了一种真空加压铸造机,包括炉膛室,炉膛室下方设置有模具室,所述模具室下方设置有气缸室。炉膛室内安装有坩埚,坩埚外部设置有感应线圈,坩埚内设置有密封杆,密封杆的下端部设置有密封头,密封头与漏液孔相匹配,密封杆的顶部安装有撬杆组件,炉膛室设置有抽气孔。抽气泵通过抽气孔对炉膛室与模具室形成的整个腔室进行抽真空。在真空环境中通过电磁感应加热使金属熔化后再流入模具室内的成型模具内使金属成型,整个过程都在真空环境下进行,能有效减少铸件的沙孔,铸件表面光滑、成品率高,且损耗低。采用PLC控制加触模屏技术使工作
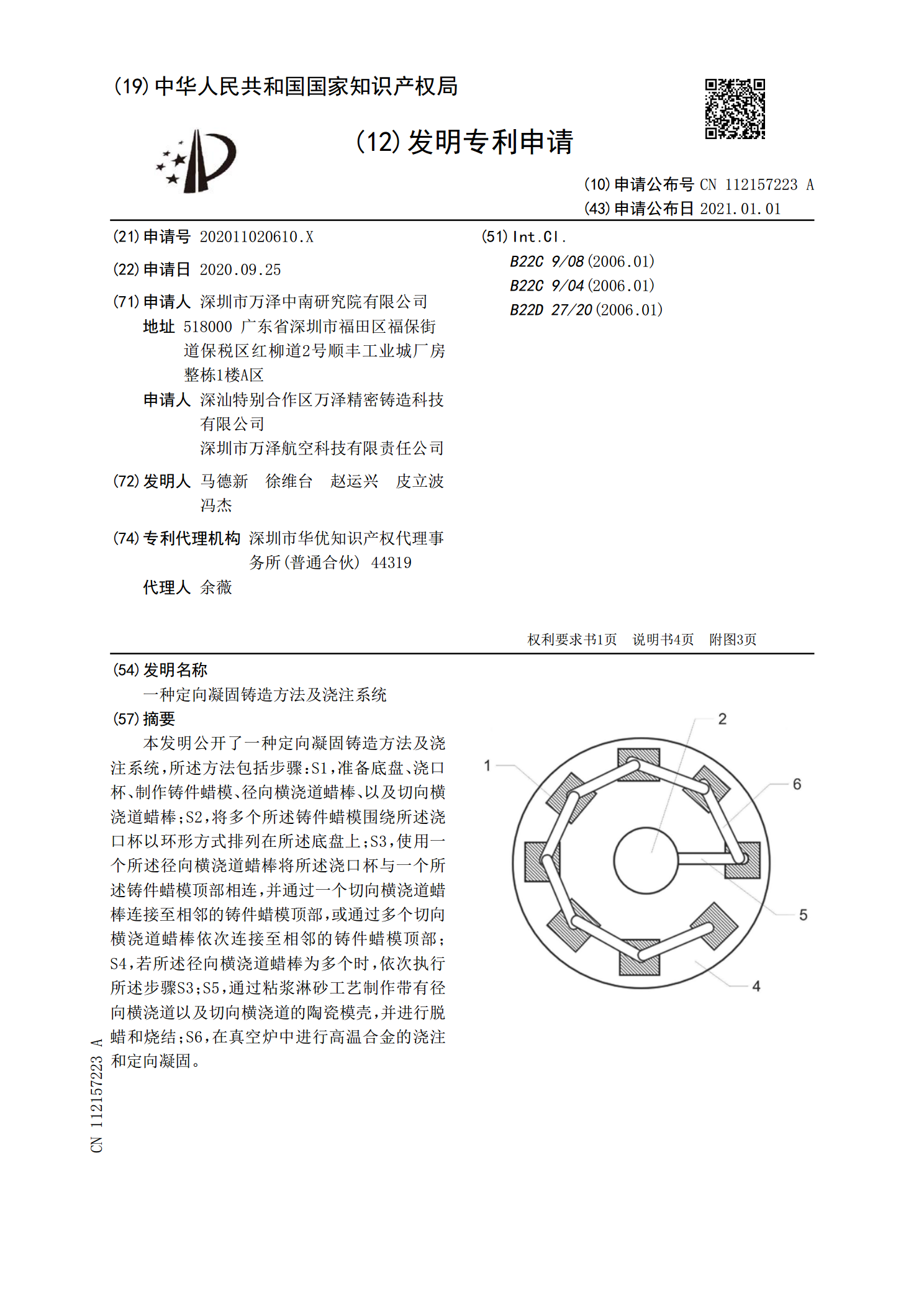
一种定向凝固铸造方法及浇注系统.pdf
本发明公开了一种定向凝固铸造方法及浇注系统,所述方法包括步骤:S1,准备底盘、浇口杯、制作铸件蜡模、径向横浇道蜡棒、以及切向横浇道蜡棒;S2,将多个所述铸件蜡模围绕所述浇口杯以环形方式排列在所述底盘上;S3,使用一个所述径向横浇道蜡棒将所述浇口杯与一个所述铸件蜡模顶部相连,并通过一个切向横浇道蜡棒连接至相邻的铸件蜡模顶部,或通过多个切向横浇道蜡棒依次连接至相邻的铸件蜡模顶部;S4,若所述径向横浇道蜡棒为多个时,依次执行所述步骤S3;S5,通过粘浆淋砂工艺制作带有径向横浇道以及切向横浇道的陶瓷模壳,并进行脱