
连续冷坩埚定向凝固铸造方法.pdf

雨巷****碧易

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连续冷坩埚定向凝固铸造方法.pdf
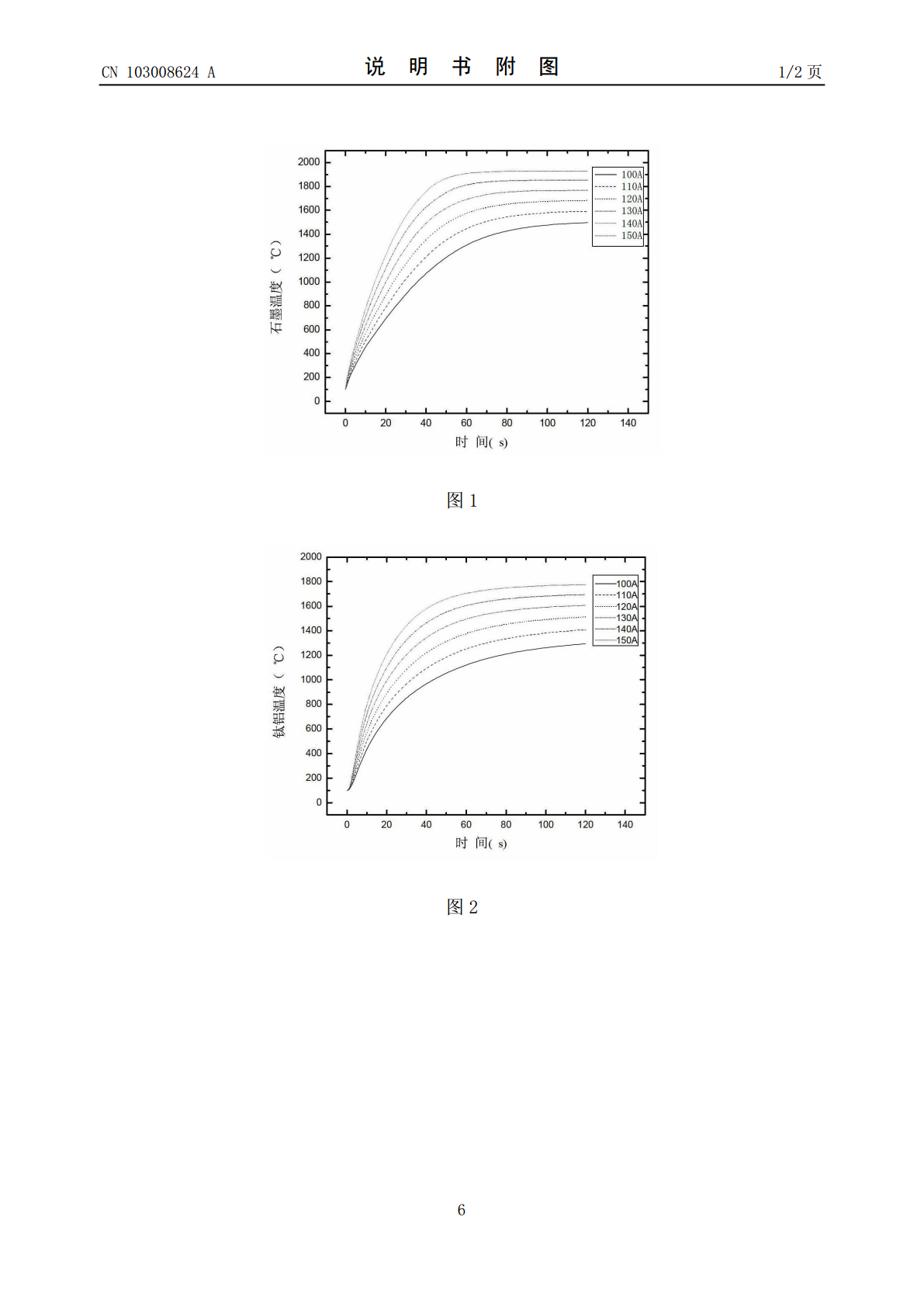
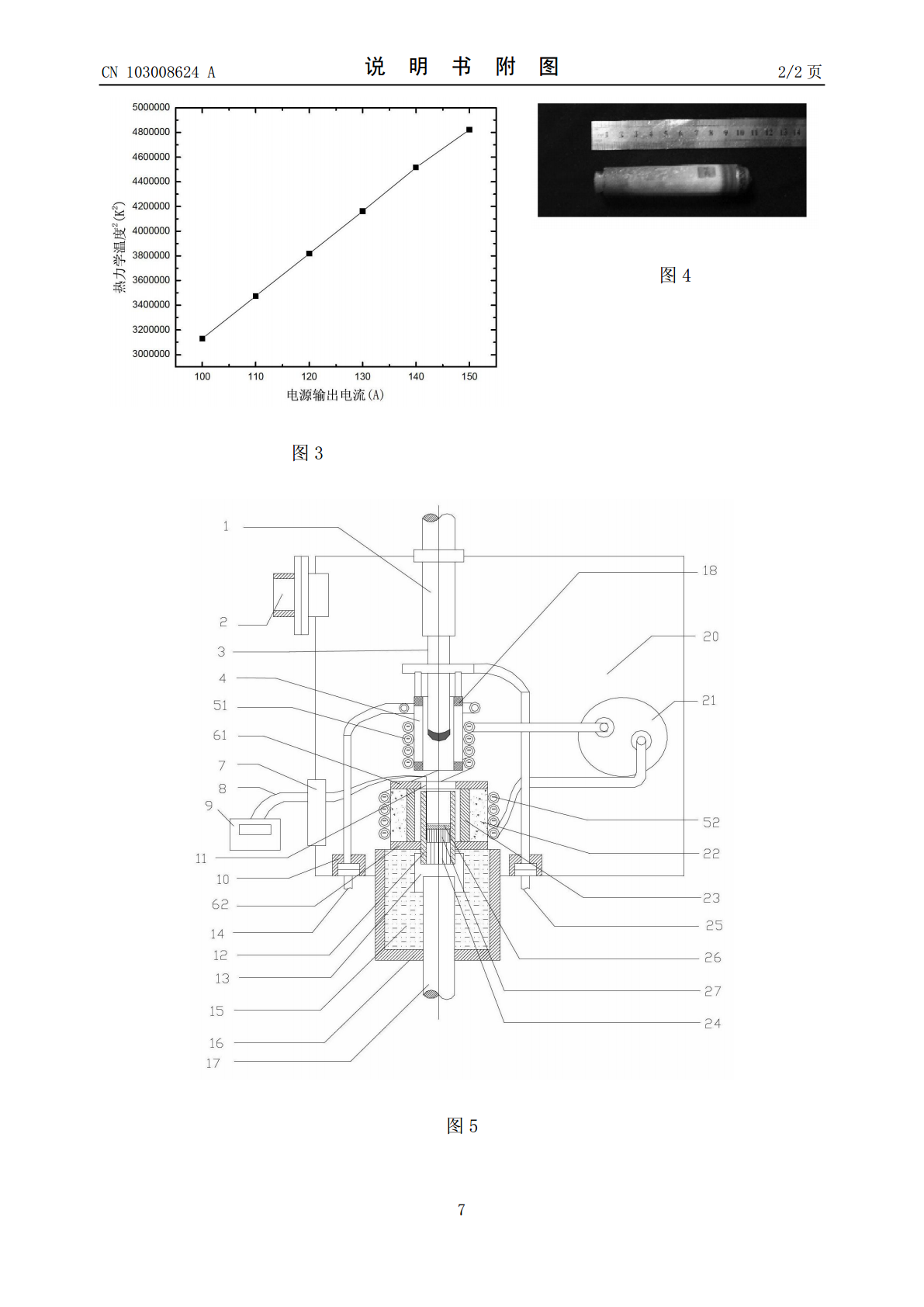
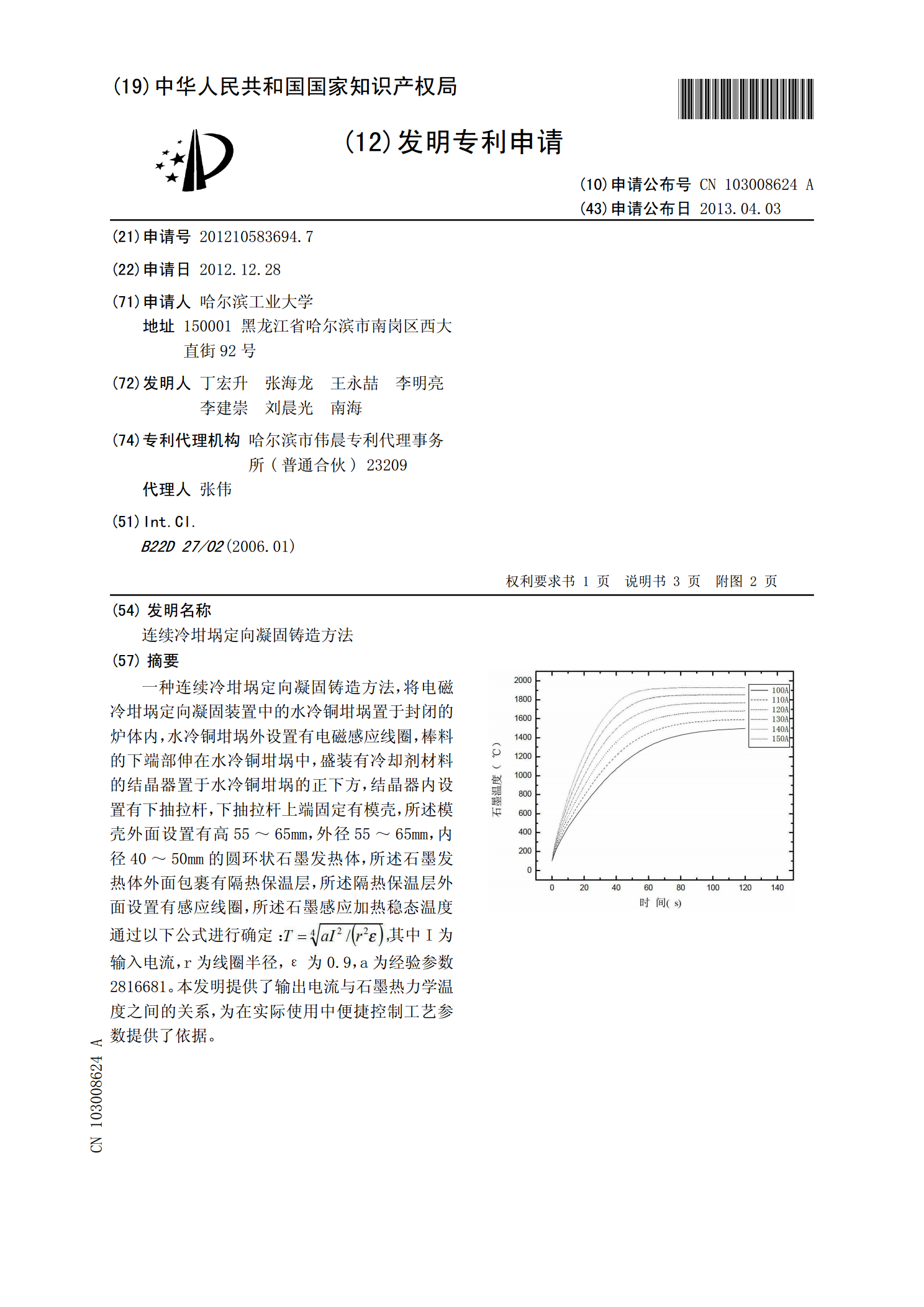
一种连续冷坩埚定向凝固铸造方法,将电磁冷坩埚定向凝固装置中的水冷铜坩埚置于封闭的炉体内,水冷铜坩埚外设置有电磁感应线圈,棒料的下端部伸在水冷铜坩埚中,盛装有冷却剂材料的结晶器置于水冷铜坩埚的正下方,结晶器内设置有下抽拉杆,下抽拉杆上端固定有模壳,所述模壳外面设置有高55~65mm,外径55~65mm,内径40~50mm的圆环状石墨发热体,所述石墨发热体外面包裹有隔热保温层,所述隔热保温层外面设置有感应线圈,所述石墨感应加热稳态温度通过以下公式进行确定:其中I为输入电流,r为线圈半径,ε为0.9,a为经验参

钛铝合金悬浮式冷坩埚连续熔铸与定向凝固方法.pdf
针对冷坩埚定向凝固技术存在着侧向散热的问题,本发明提供一种钛铝合金悬浮式冷坩埚连续熔铸与定向凝固方法,可较好地解决上述问题。将电磁冷坩埚定向凝固装置中的水冷铜坩埚置于封闭的炉体内,水冷铜坩埚外设置有电磁感应线圈,水冷铜坩埚的内壁上设有一圈梯形凸台;工作时,线圈电流为150A,电源输出功率为45~55kW,抽拉速度为0.3~1.5mm/min,保温时间10~20min,抽拉距离60~100mm。本发明使坩埚内部的磁场分布更趋合理,内部的磁场强度也进一步增强,从而上料棒熔化后会获得更大的电磁悬浮力,这种冷坩埚

NbSi基合金电磁冷坩埚定向凝固组织和性能研究.docx
NbSi基合金电磁冷坩埚定向凝固组织和性能研究I.综述《NbSi基合金电磁冷坩埚定向凝固组织和性能研究》这篇文章真是太棒了!它详细地介绍了NbSi基合金电磁冷坩埚的制备过程、定向凝固组织和性能。文章中作者先介绍了电磁冷坩埚的基本原理,然后详细阐述了NbSi基合金的制备方法和工艺流程。接下来作者又对NbSi基合金电磁冷坩埚的定向凝固组织进行了深入的研究,通过实验得到了不同温度下的组织演变规律。作者还对NbSi基合金电磁冷坩埚的性能进行了全面的分析和评价,包括热稳定性、耐腐蚀性、高温强度等方面。这篇文章内容丰

一种冷坩埚定向凝固过程中温度测量装置及测量方法.pdf
一种冷坩埚定向凝固过程中温度测量装置及测量方法,它涉及一种温度测量装置及方法。本发明为了解决现有定向凝固过程的测温装置存在无法测量物料的瞬时温度变化以及易与物料发生反应,从而影响物料的熔体质量的问题。本发明的B型热电偶的一端插入到陶瓷管内,B型热电偶的另一端与外部数据处理组件连接,上升降系统安装在测温系统本体内与B型热电偶连接,K型热电偶的一端与位于铜坩埚内的物料连接,K型热电偶的另一端穿过测温系统本体并与外部数据处理组件连接。物料熔铸,熔化后,对熔体测温,并上下移动,以避免热电偶在钛铝熔体中因长时间停留

一种快速铸造冷坩埚悬浮炉及合金熔炼方法.pdf
一种快速铸造冷坩埚悬浮炉及合金熔炼方法,在熔炼室内设置熔炼坩埚水冷箱、熔炼线圈、熔炼坩埚、浇铸线圈,熔炼坩埚水冷箱与熔炼坩埚焊接,熔炼坩埚水冷箱与熔炼室的导轨连接,导轨与熔炼室焊接,熔炼坩埚水冷箱沿着熔炼室的导轨上下移动,熔炼线圈通过绝缘材料与熔炼室连接,浇铸线圈通过绝缘材料与熔炼室连接,铸型室与铸型室炉门连接,在插板阀下部设置熔炼室炉盖,在熔炼坩埚内设置待熔合金料。该发明快速熔化及铸造功能,充型好,熔炼高纯易氧化、难熔合金,熔炼成份均匀,质量稳定,降低生产成本,应用于高纯活性轻合金材料制备及铸件精密成形