
锌基镀层高强钢的热成形工艺.pdf

邻家****66

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锌基镀层高强钢的热成形工艺.pdf
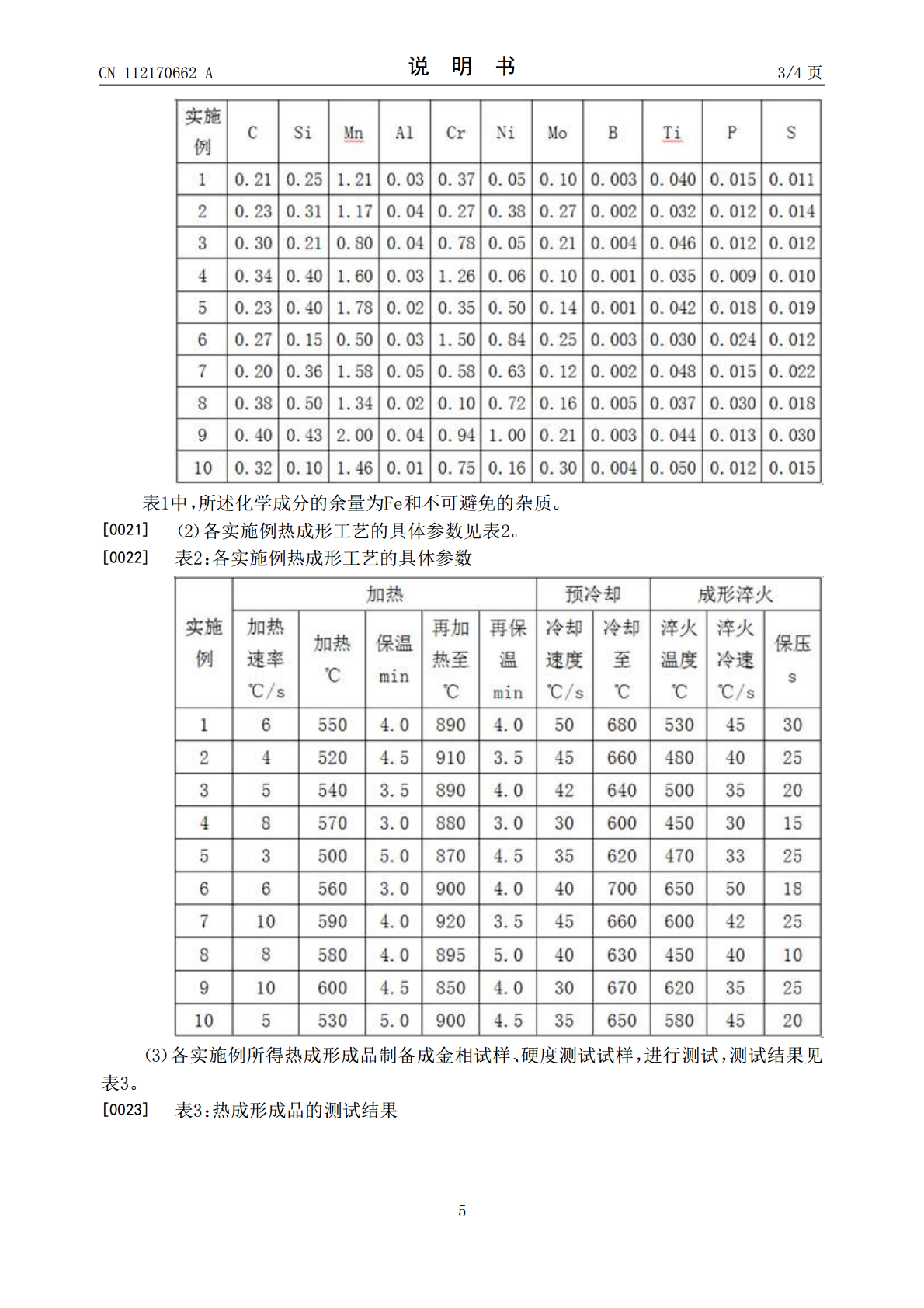
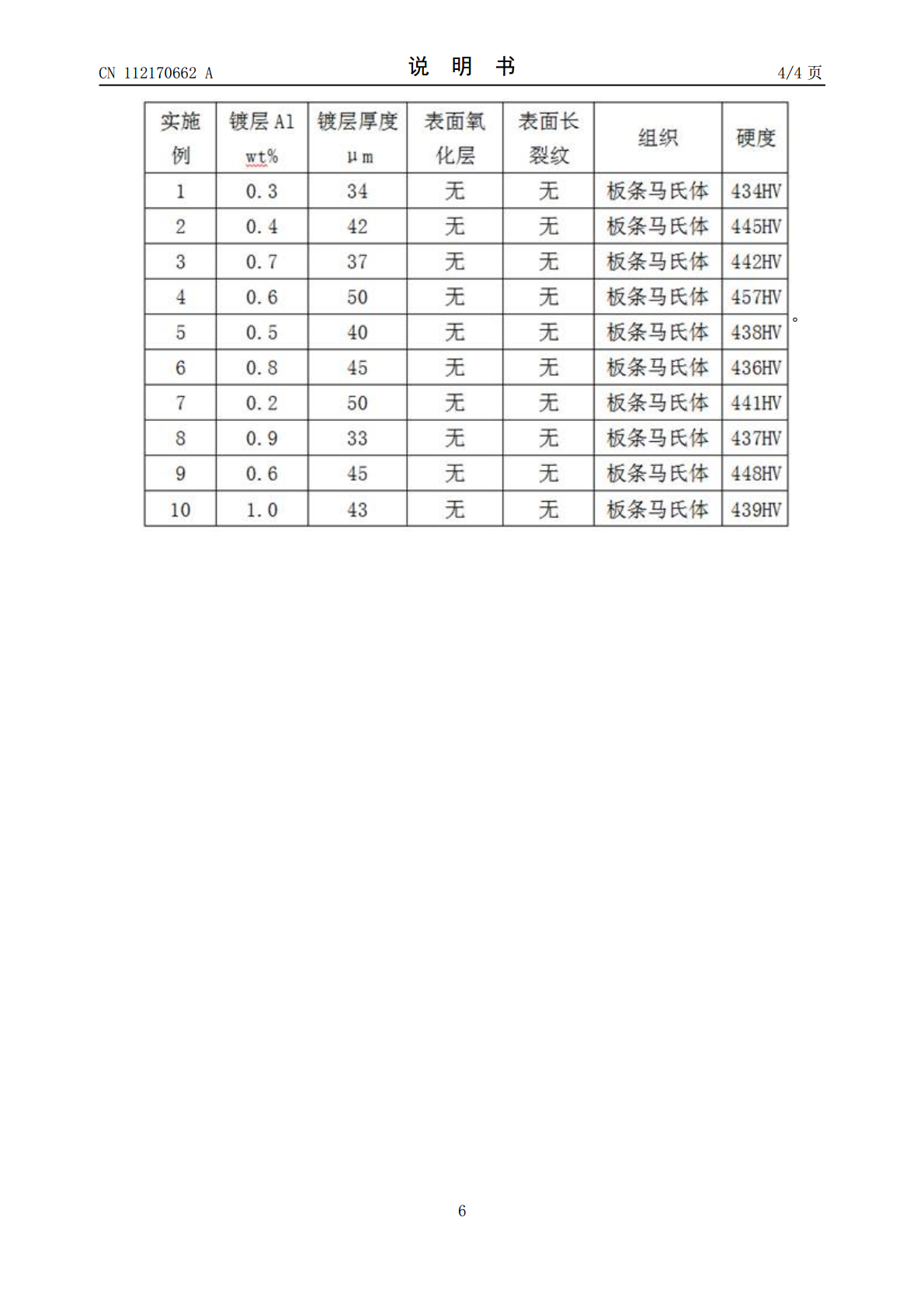
本发明公开了一种锌基镀层高强钢的热成形工艺,其工艺步骤为:(1)所述锌基镀层高强钢加工为半成品;(2)所述半成品在惰性气氛下加热至500~600℃,保温3~5min;再加热至基板奥氏体化温度,保温至完全奥氏体化;(3)所述半成品移出加热炉后,以30~50℃/s的冷却速度冷却至600~700℃;(4)所述半成品转移至冲压定型模具中进行保压淬火处理,淬火温度为450~650℃,淬火冷速为30~50℃/s;即可得到所述的锌基镀层高强钢的热成形成品。本工艺合理调控加热与冷却过程中镀锌层的合金化过程,能有效减轻或抑
短流程轧制锌铝镁镀层热成形钢及其制造方法.pdf
本发明公开了一种短流程轧制锌铝镁镀层热成形钢的方法,包括铁水脱硫、电炉(或转炉)冶炼、精炼、连铸、均热炉、轧制、层流冷却、卷取、热浸镀、光整、落料、奥氏体化和模具冲压成形淬火的步骤。本发明还公开了上述方法制备得到的短流程轧制锌铝镁镀层热成形钢。本发明相对现有技术减少了冷连轧工序,其工艺流程大大缩短,钢水经连续浇铸成中薄板坯后经短暂加热后直接轧制成薄板,工序成本大幅降低。通过较高的氢气还原和两段露点控制,可使钢板基体表面,形成细小致密的FeO和少量的Fe

一种高强钢链模热成形装备及其热成形工艺.pdf
本发明涉及一种高强钢链模热成形装备及其热成形工艺,属于冶金行业热成形技术领域。技术方案是:包含顺序布置的连续加热炉(1)、链模热成形机(2)和矫直机(3);按照最终产品的尺寸要求,将高强钢钢板裁剪成料片(1‑0),料片(1‑0)的加热温度800℃‑1000℃,保温时间3‑10min,成形温度控制在500℃‑700℃,成形件在矫直机(3)矫直过程中,通过控制冷却系统(3‑8)对成形件(2‑0)进行快速冷却,其冷速大于30℃/s,成形件(2‑0)快速冷却至300℃以下进入矫直机(3)进行矫直。本发明的有益效果

铝硅镀层2000MPa级热成形钢的电阻点焊工艺.pdf
本发明公开了一种铝硅镀层2000MPa级热成形钢的电阻点焊工艺,其工艺步骤为:1)对待焊钢板进行第一次焊接;第一次焊接的焊接电流I
一种锌基镀层2000MPa级热成形带钢及其生产方法.pdf
本发明公开了一种锌基镀层2000MPa级热成形带钢及其生产方法,属于冶金技术领域。所述带钢基板的化学成分组成及质量百分含量为:C:0.25~0.40%,Mn:1.10~1.70%,S≤0.012%,P≤0.020%,Si:0.1~0.3%,Als:0.030~0.050%,Cr:0.20~0.40%,B:0.0010~0.0030%,Ti:0.035~0.050%,V:0.15~0.30%,N≤0.0030%,其余为铁和不可避免的杂质。其生产方法包括铁水预处理、转炉炼钢、LF精炼、RH精炼、连铸、热轧、冷