
短流程轧制锌铝镁镀层热成形钢及其制造方法.pdf

听云****君哇

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
短流程轧制锌铝镁镀层热成形钢及其制造方法.pdf
本发明公开了一种短流程轧制锌铝镁镀层热成形钢的方法,包括铁水脱硫、电炉(或转炉)冶炼、精炼、连铸、均热炉、轧制、层流冷却、卷取、热浸镀、光整、落料、奥氏体化和模具冲压成形淬火的步骤。本发明还公开了上述方法制备得到的短流程轧制锌铝镁镀层热成形钢。本发明相对现有技术减少了冷连轧工序,其工艺流程大大缩短,钢水经连续浇铸成中薄板坯后经短暂加热后直接轧制成薄板,工序成本大幅降低。通过较高的氢气还原和两段露点控制,可使钢板基体表面,形成细小致密的FeO和少量的Fe
短流程轧制合金化镀层热成形钢及其制造方法.pdf
本发明公开了一种短流程轧制合金化镀层热成形钢的方法,包括电炉或转炉冶炼、精炼、中薄板坯连铸、铸坯均热、轧制、层流冷却、卷取、合金化热浸镀、光整、落料、加热奥氏体化和模具冲压成形淬火的步骤。本发明还公开了上述方法制备得到的短流程轧制合金化镀层热成形钢。本发明相对现有技术减少了冷连轧工序,其工艺流程大大缩短,钢水经连续浇铸成中薄板坯后经短暂加热后直接轧制成薄板,工序成本大幅降低,且带钢的板形良好,厚度精度高,能实现“以热代冷”目的。另外,本发明表面氧化铁皮粒度细小可控,厚度在5μm左右,从而突破了现有技术所生
一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板.pdf
本发明公开了一种锌镁或锌铝镁镀层钢板生产方法及其锌铝镁镀层钢板,其特征在于:在室温下冷喷涂处理设备对镀锌钢板进行冷喷涂镁或镁合金粉末,接着在连续退火炉中还原性保护气氛下对钢板进行热处理,加热温度为200-500℃,加热后立即对镀层进行冷却至室温。冷喷涂处理设备是超音速冷气动力喷涂设备,气体压力要求为1-10MPa。该方法获得的锌铝镁镀层钢板在镀层表面含有铝和镁,在镀层内部铝镁含量逐渐降低,与钢板结合部位以纯锌为主,耐蚀性好,生成的合金层较薄,加工性能较好,表面质量优良。
一种锌铝镁镀层、锌铝镁镀层钢板.pdf
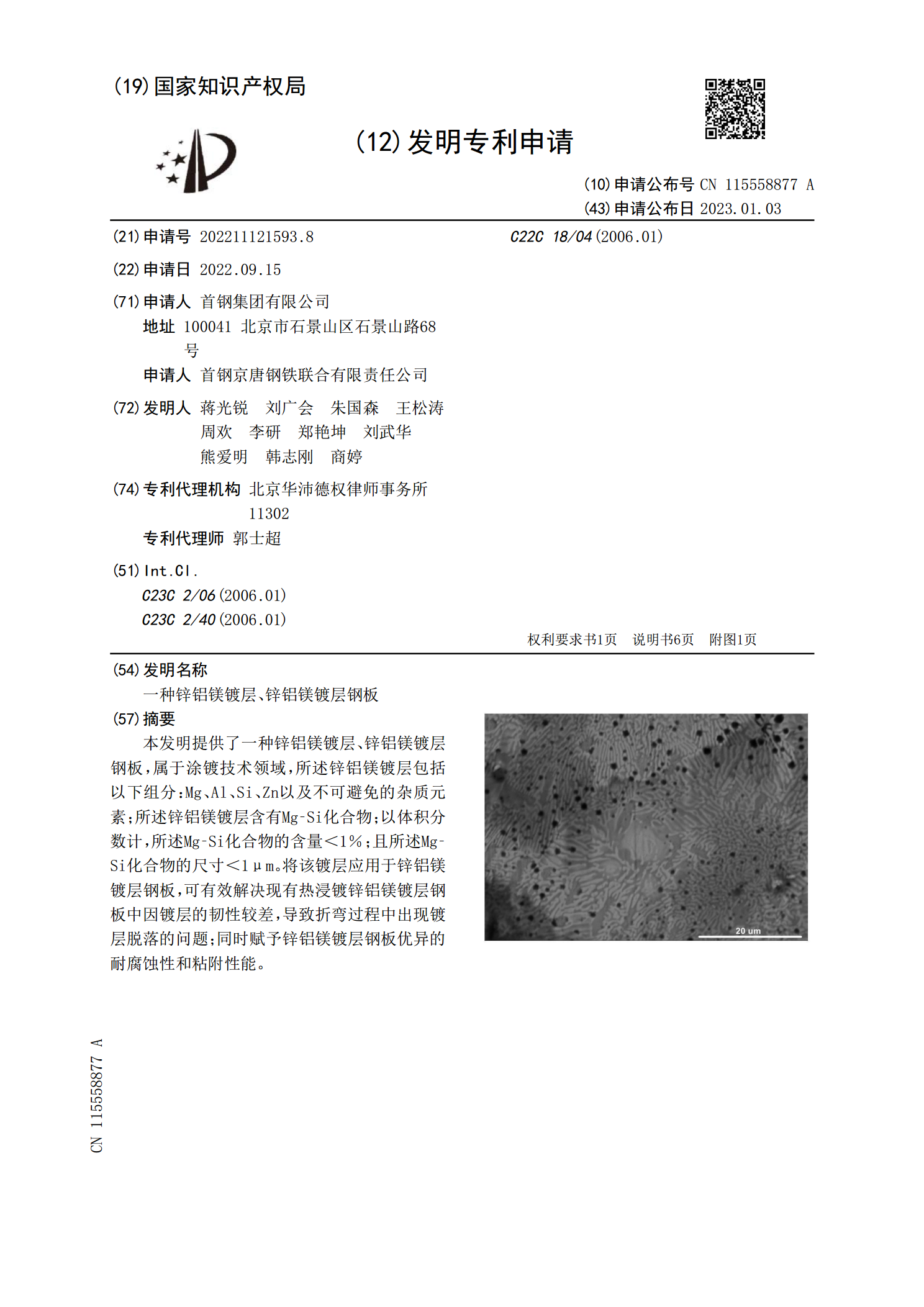
本发明提供了一种锌铝镁镀层、锌铝镁镀层钢板,属于涂镀技术领域,所述锌铝镁镀层包括以下组分:Mg、Al、Si、Zn以及不可避免的杂质元素;所述锌铝镁镀层含有Mg?Si化合物;以体积分数计,所述Mg?Si化合物的含量<1%;且所述Mg?Si化合物的尺寸<1μm。将该镀层应用于锌铝镁镀层钢板,可有效解决现有热浸镀锌铝镁镀层钢板中因镀层的韧性较差,导致折弯过程中出现镀层脱落的问题;同时赋予锌铝镁镀层钢板优异的耐腐蚀性和粘附性能。
一种锌铝镁镀层、锌铝镁镀层钢板.pdf
本发明提供了一种锌铝镁镀层、锌铝镁镀层钢板,属于涂镀技术领域,所述锌铝镁镀层包括以下组分:Mg、Al、Si、Zn以及不可避免的杂质元素;所述锌铝镁镀层含有Mg?Si化合物;以体积分数计,所述Mg?Si化合物的含量<1%;且所述Mg?Si化合物的尺寸<1μm。将该镀层应用于锌铝镁镀层钢板,可有效解决现有热浸镀锌铝镁镀层钢板中因镀层的韧性较差,导致折弯过程中出现镀层脱落的问题;同时赋予锌铝镁镀层钢板优异的耐腐蚀性和粘附性能。