
铝硅镀层2000MPa级热成形钢的电阻点焊工艺.pdf

山柳****魔王

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝硅镀层2000MPa级热成形钢的电阻点焊工艺.pdf
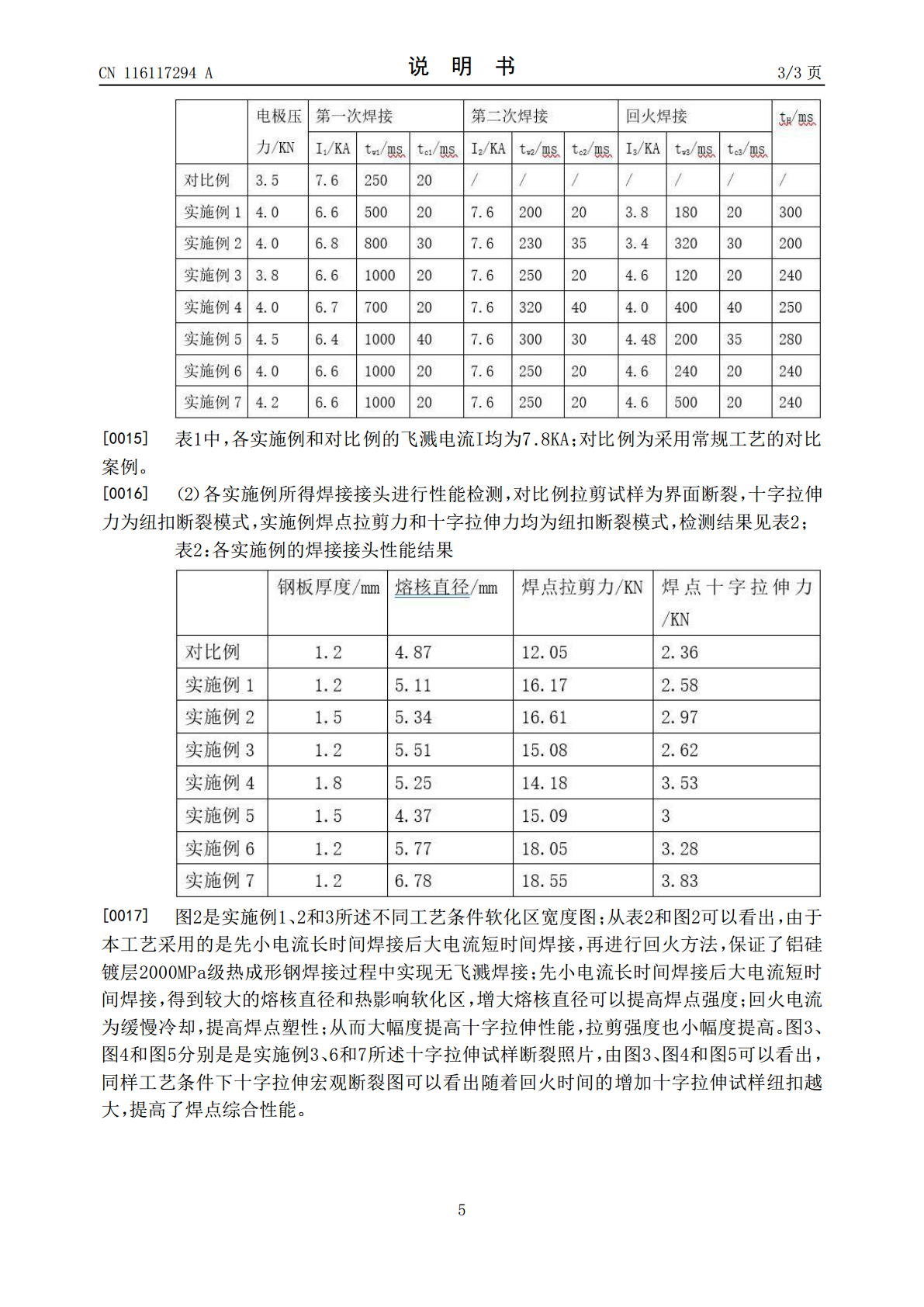
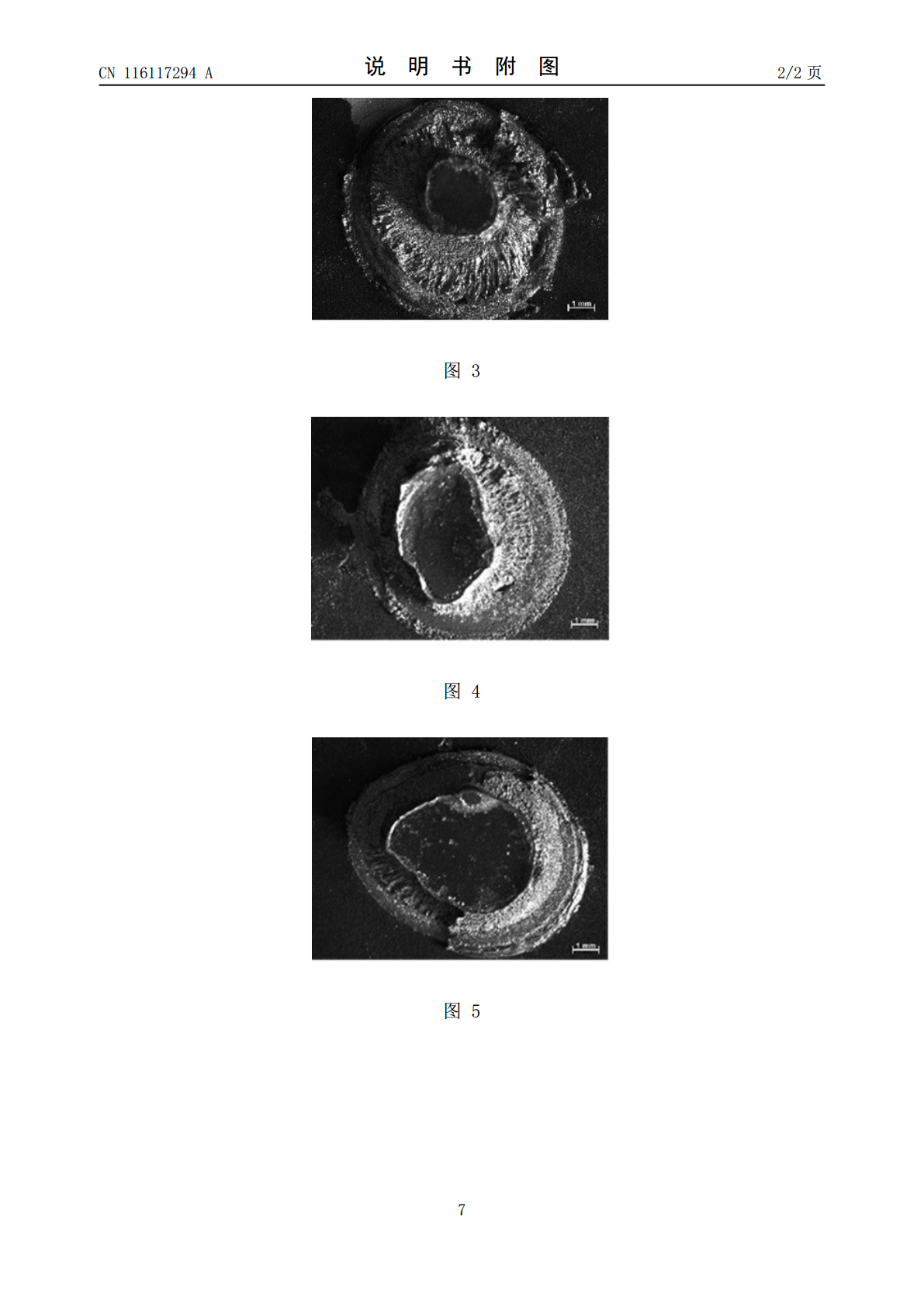
本发明公开了一种铝硅镀层2000MPa级热成形钢的电阻点焊工艺,其工艺步骤为:1)对待焊钢板进行第一次焊接;第一次焊接的焊接电流I
一种2000MPa级热成形钢板的电阻点焊方法.pdf
本发明涉及一种2000MPa级热压成形钢板的电阻点焊方法,方法包括如下步骤:对初始组织为铁素体+珠光体无涂层的原料依据热成形工艺进行平模热冲压,制得2000MPa级热压成形钢板;将所述热成形钢板裁剪成所需尺寸的焊接试样,并用酒精擦拭,清理表面残留物后备用;将表面处理后的所述焊接试样以剪切拉伸方式搭接进行叠放;使用中频直流电阻点焊机进行焊接,采用半球形电极头,焊接压力为4.0~6.0kN,焊接电流为5.6~7.5kA,焊接时间为300~500ms;对焊点进行在线回火处理,回火电流为4.5~5.2kA,回火时

锌基镀层高强钢的热成形工艺.pdf
本发明公开了一种锌基镀层高强钢的热成形工艺,其工艺步骤为:(1)所述锌基镀层高强钢加工为半成品;(2)所述半成品在惰性气氛下加热至500~600℃,保温3~5min;再加热至基板奥氏体化温度,保温至完全奥氏体化;(3)所述半成品移出加热炉后,以30~50℃/s的冷却速度冷却至600~700℃;(4)所述半成品转移至冲压定型模具中进行保压淬火处理,淬火温度为450~650℃,淬火冷速为30~50℃/s;即可得到所述的锌基镀层高强钢的热成形成品。本工艺合理调控加热与冷却过程中镀锌层的合金化过程,能有效减轻或抑
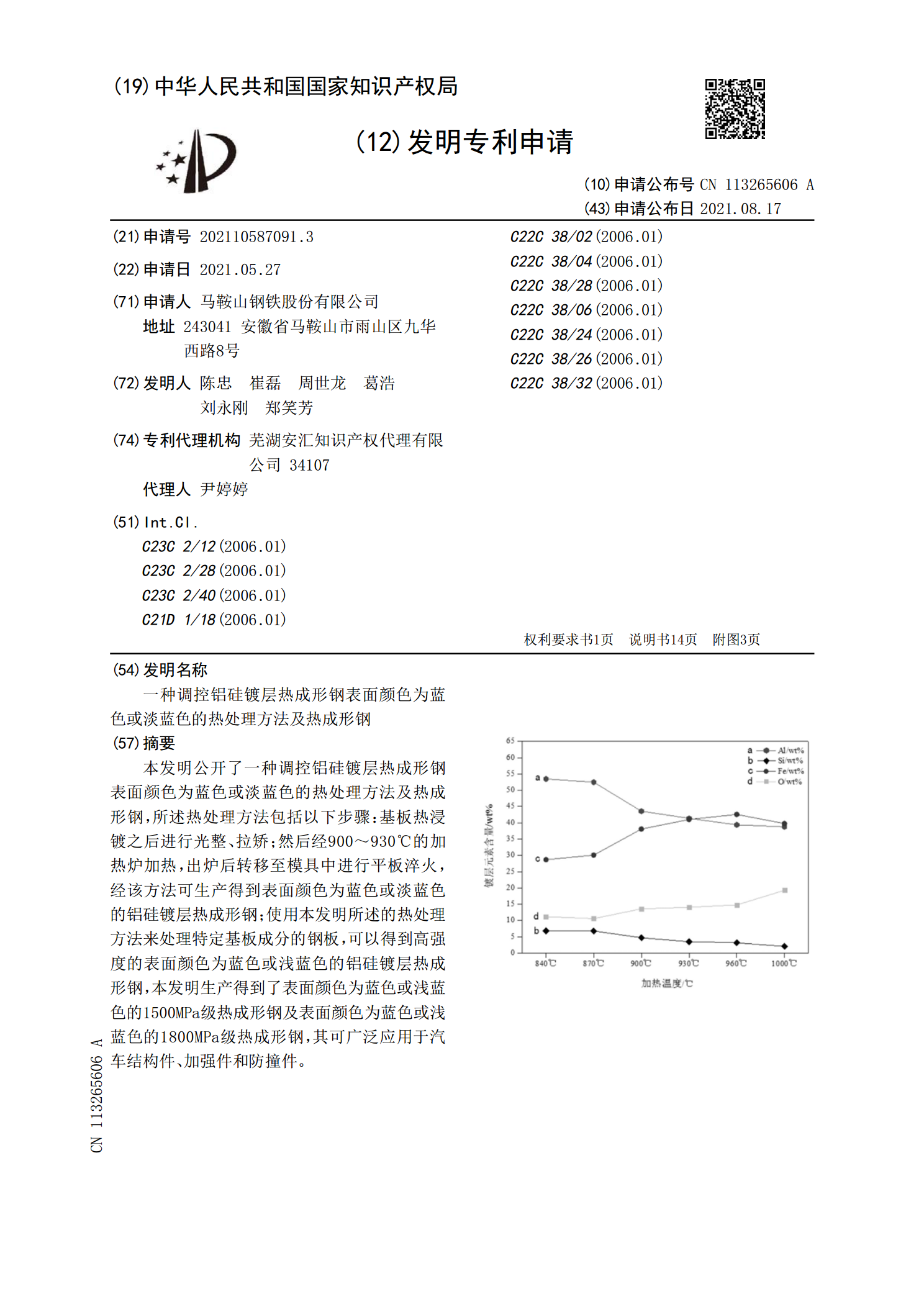
一种调控铝硅镀层热成形钢表面颜色为蓝色或淡蓝色的热处理方法及热成形钢.pdf
本发明公开了一种调控铝硅镀层热成形钢表面颜色为蓝色或淡蓝色的热处理方法及热成形钢,所述热处理方法包括以下步骤:基板热浸镀之后进行光整、拉矫;然后经900~930℃的加热炉加热,出炉后转移至模具中进行平板淬火,经该方法可生产得到表面颜色为蓝色或淡蓝色的铝硅镀层热成形钢;使用本发明所述的热处理方法来处理特定基板成分的钢板,可以得到高强度的表面颜色为蓝色或浅蓝色的铝硅镀层热成形钢,本发明生产得到了表面颜色为蓝色或浅蓝色的1500MPa级热成形钢及表面颜色为蓝色或浅蓝色的1800MPa级热成形钢,其可广泛应用于汽
一种用于热镀锌热成形钢的电阻点焊方法.pdf
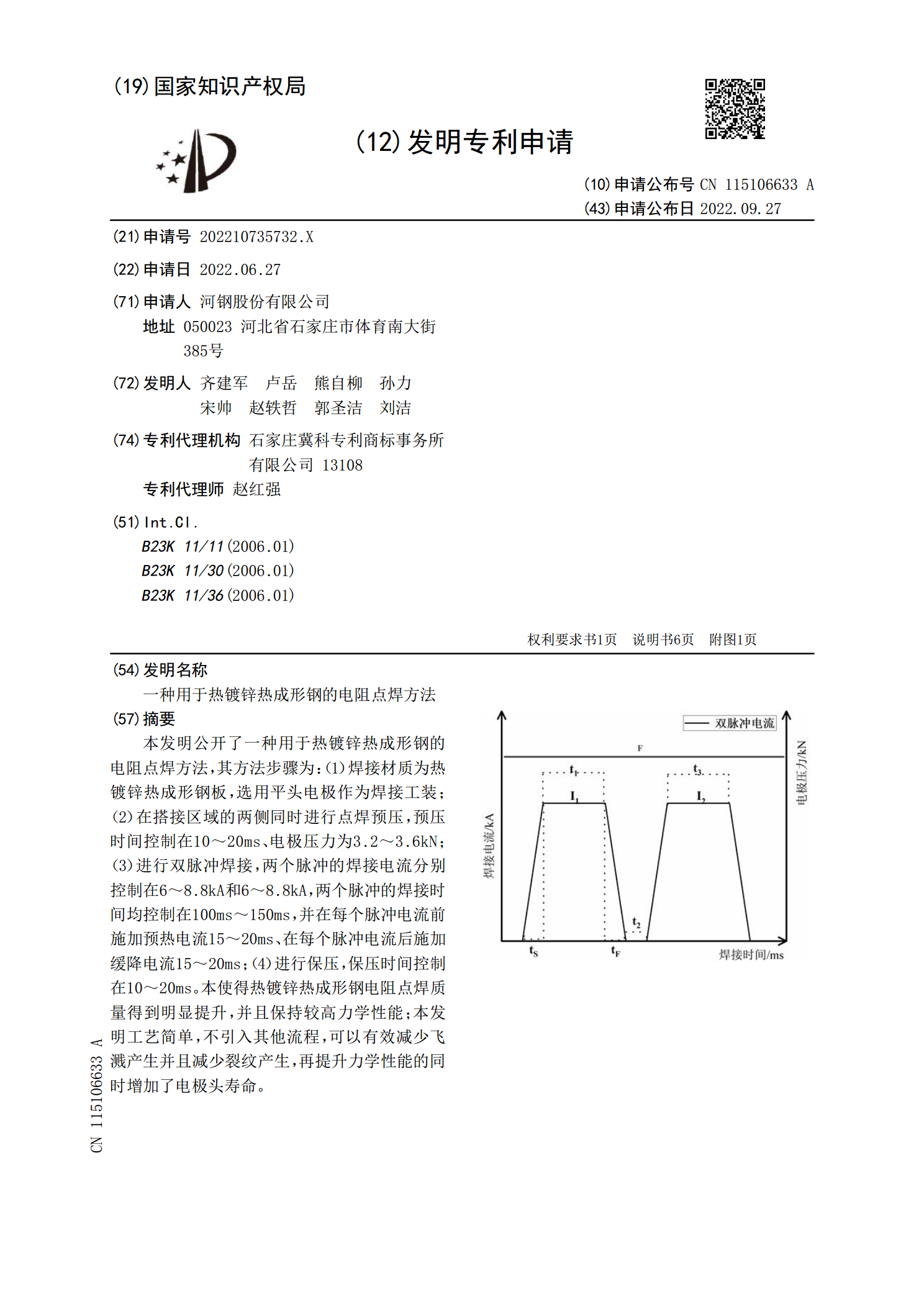
本发明公开了一种用于热镀锌热成形钢的电阻点焊方法,其方法步骤为:(1)焊接材质为热镀锌热成形钢板,选用平头电极作为焊接工装;(2)在搭接区域的两侧同时进行点焊预压,预压时间控制在10~20ms、电极压力为3.2~3.6kN;(3)进行双脉冲焊接,两个脉冲的焊接电流分别控制在6~8.8kA和6~8.8kA,两个脉冲的焊接时间均控制在100ms~150ms,并在每个脉冲电流前施加预热电流15~20ms、在每个脉冲电流后施加缓降电流15~20ms;(4)进行保压,保压时间控制在10~20ms。本使得热镀锌热成形