
一种港口机械用传动轴的锻造工艺.pdf

永梅****33

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种港口机械用传动轴的锻造工艺.pdf
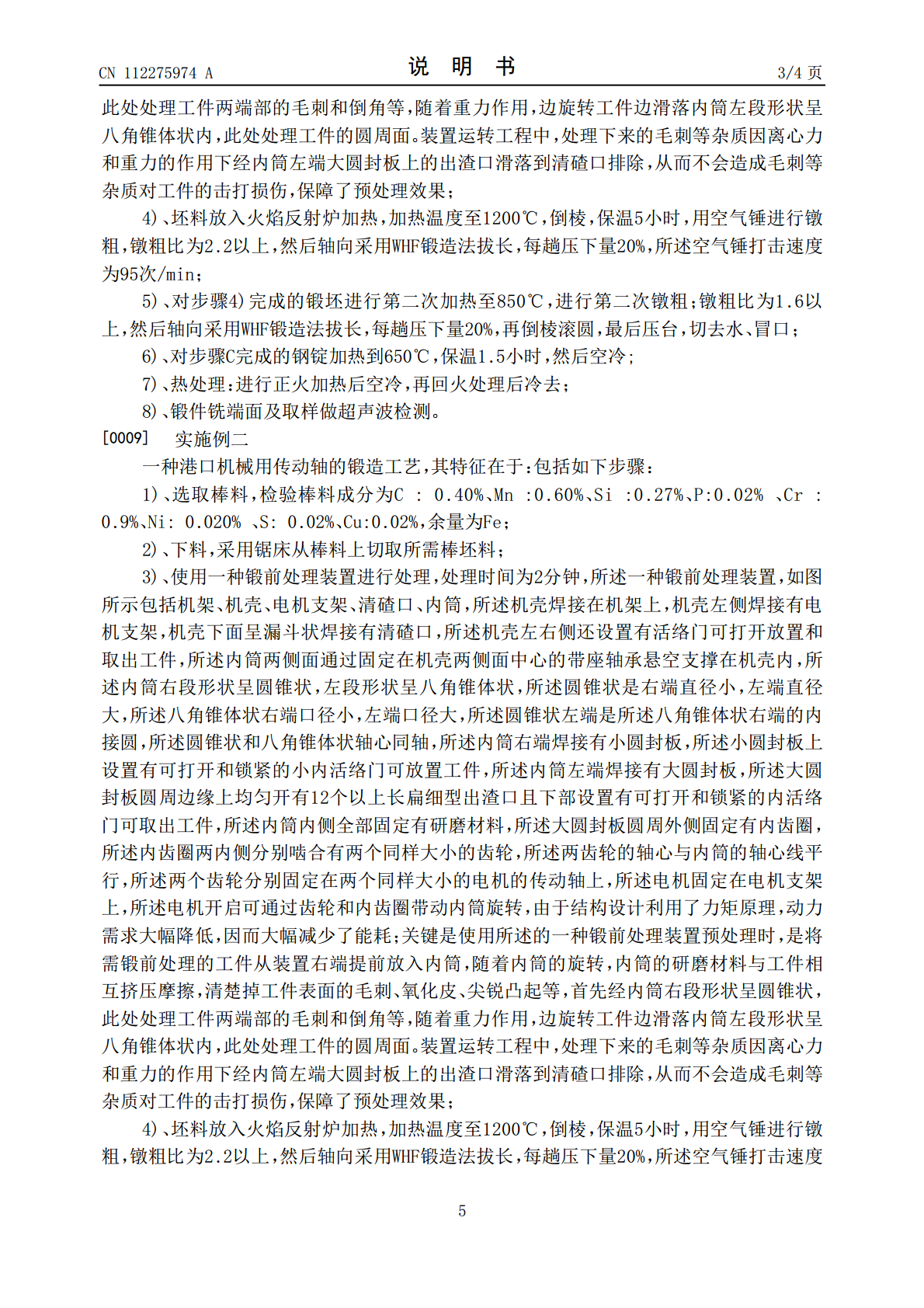
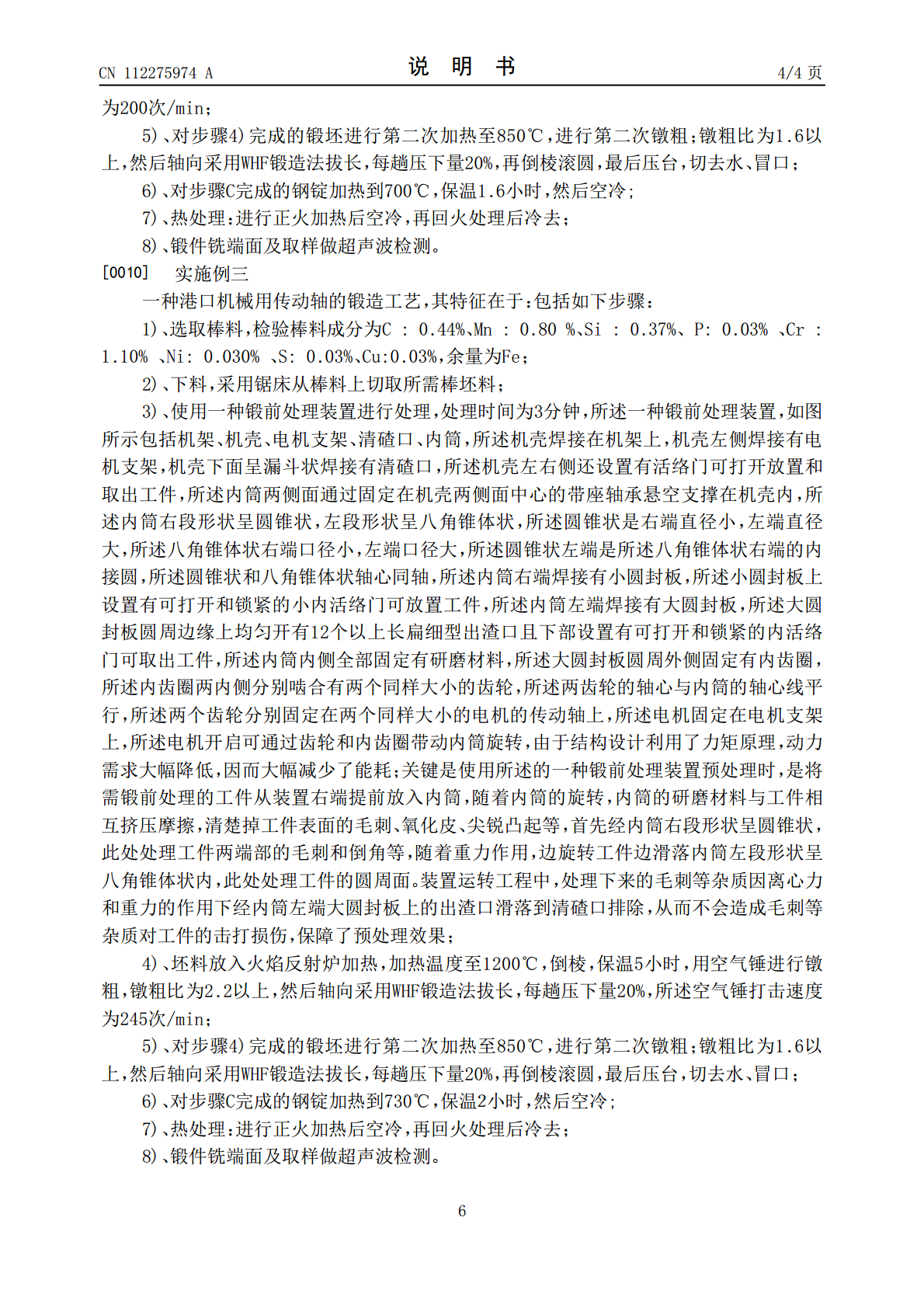
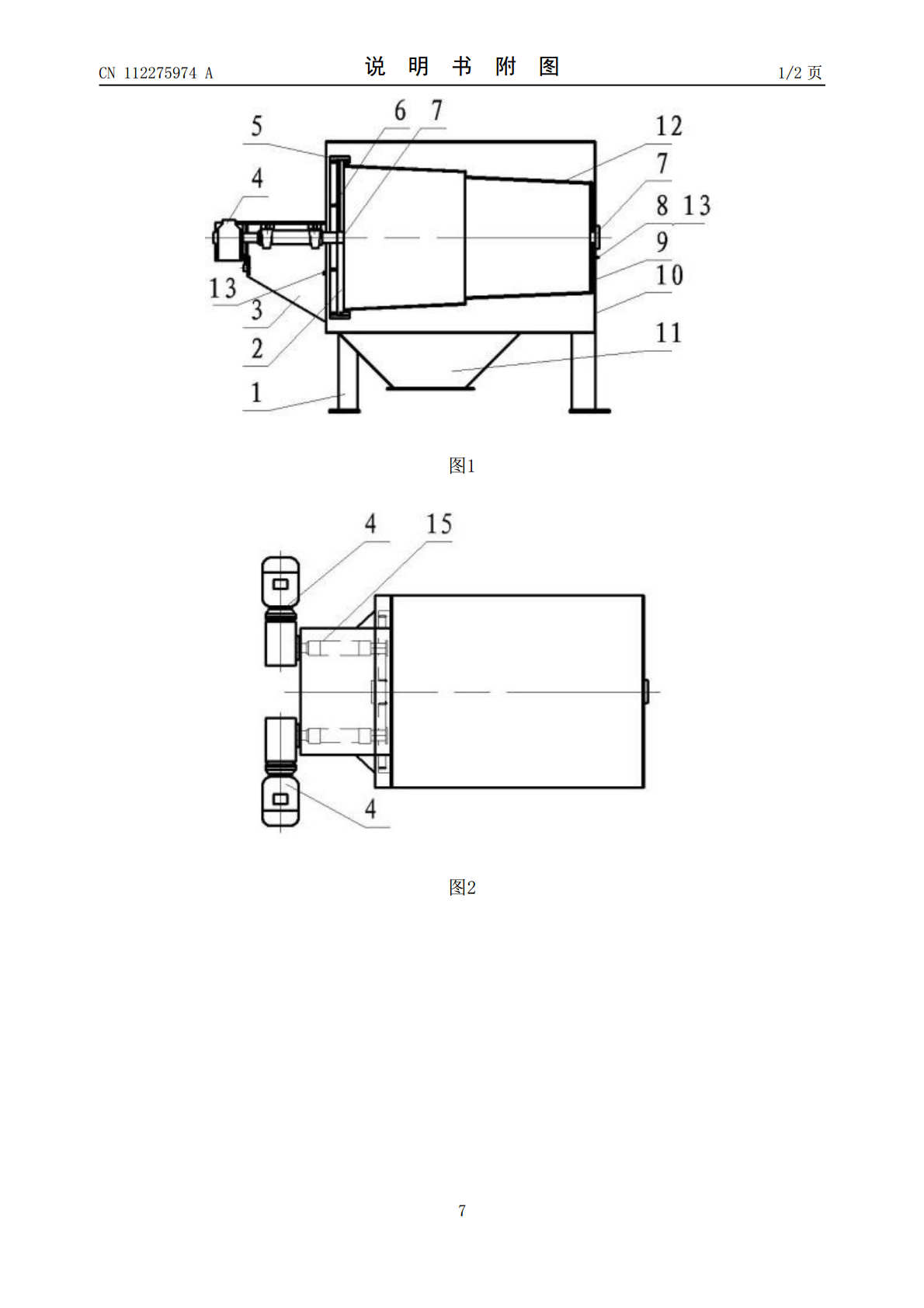
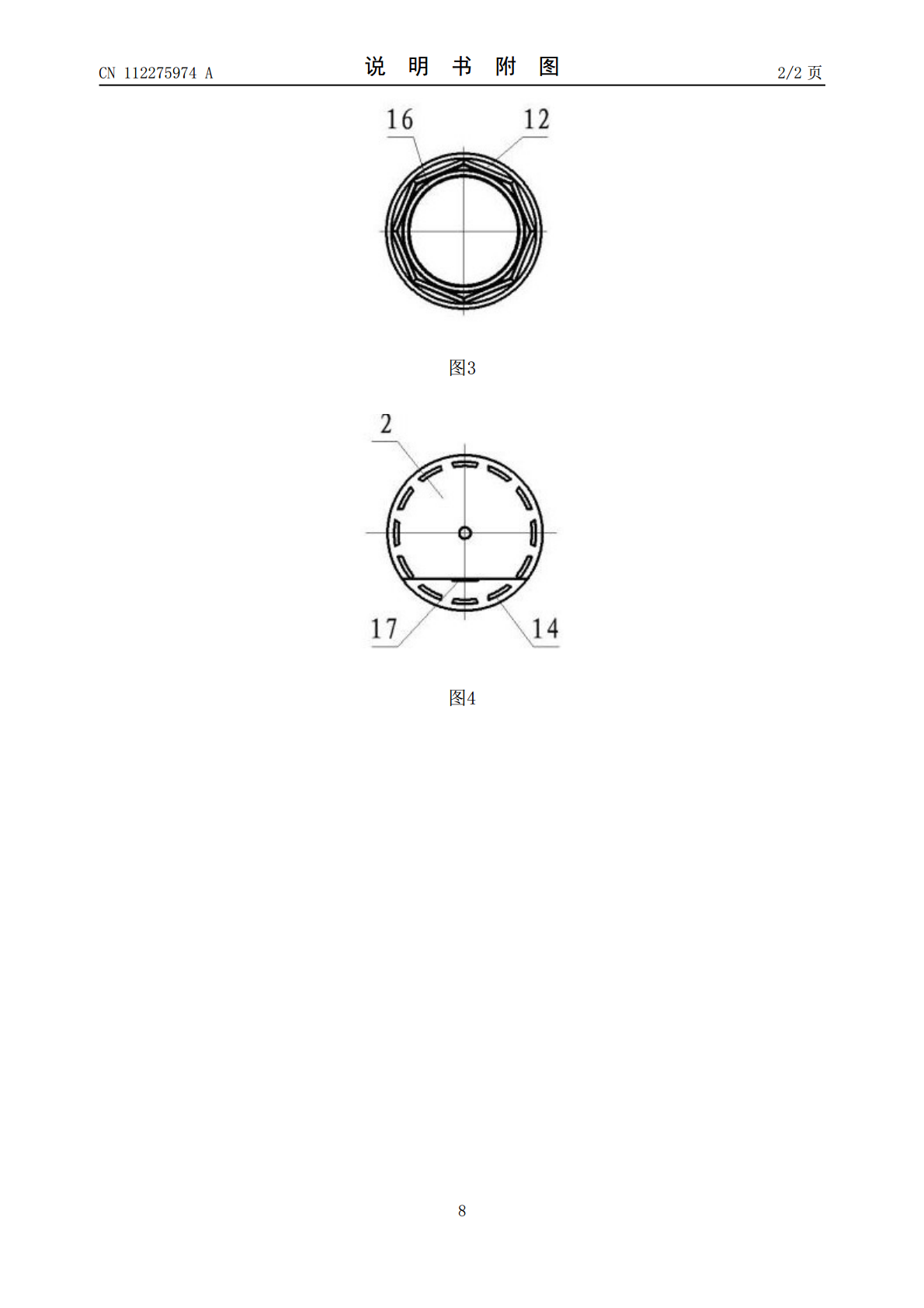
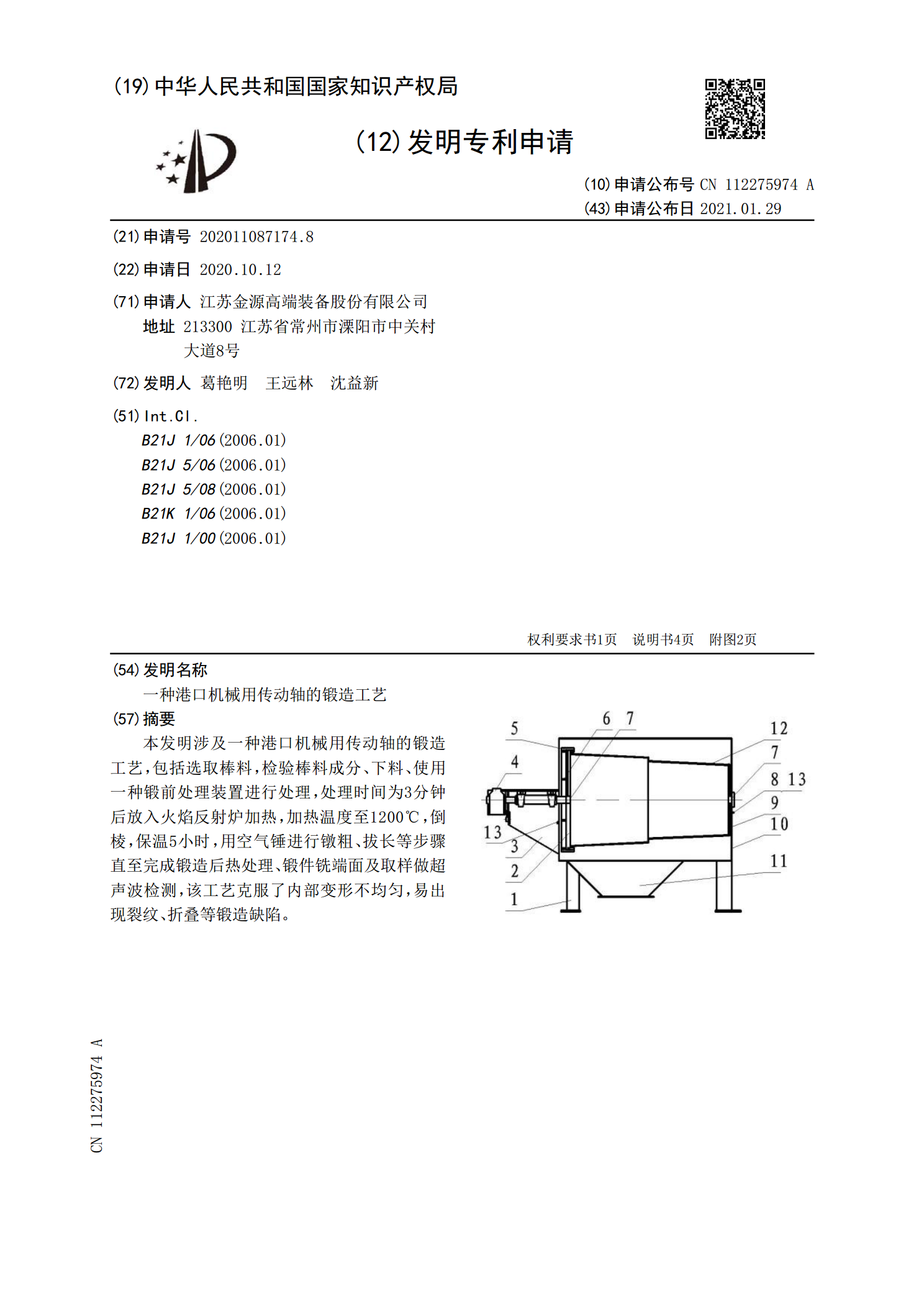
本发明涉及一种港口机械用传动轴的锻造工艺,包括选取棒料,检验棒料成分、下料、使用一种锻前处理装置进行处理,处理时间为3分钟后放入火焰反射炉加热,加热温度至1200℃,倒棱,保温5小时,用空气锤进行镦粗、拔长等步骤直至完成锻造后热处理、锻件铣端面及取样做超声波检测,该工艺克服了内部变形不均匀,易出现裂纹、折叠等锻造缺陷。
一种传动轴锻造工艺.pdf
本发明公开了一种传动轴锻造工艺,包括以下步骤:1)第一火将坯料钢锭加热至1200~1220℃,倒棱,保温6小时;2)采用圆弧齿状上凸下凹型砧,对1)步获得的坯材镦粗,拨长,然后自然冷却至450‑500℃;3)对2)步获得的坯材,加热至700℃‑720℃的温度范围并保温3‑4h,之后炉冷至320℃‑350℃的温度范围并保温2‑3h,之后加热至680℃‑700℃的温度范围并保温18‑20h,炉冷至100℃出炉。本发明的锻造工艺,消除了内部缺陷,大幅提高了锻件的强度和刚度。
一种长杆类整体式传动轴锻造工艺.pdf
本发明公开了一种长杆类整体式传动轴锻造工艺,包括如下步骤:(1)坯料选取,选择直径为21mm,长度为225mm的长棒型坯料;(2)坯料加热,对95mm长度部分的坯料进行感应加热至800℃-900℃;(3)双向折弯,对坯料加热部分进行双向折弯,对坯料40mm及65mm处折弯,折弯方向相反,折弯后形状为扭曲S状;(4)精锻,将折弯后的坯料放入精锻型腔中,对加热头部进行成型,锻造零件精确外形;(5)切边,将精锻后的锻件放入切边模具中,利用零件与下模具剪切作用使锻件与飞边分离;(6)冷却,将锻造后的锻件放入保温箱

一种汽车转向连体节叉内花键传动轴冷锻造模具及冷锻造工艺.pdf
本发明公开一种汽车转向连体节叉内花键传动轴冷锻造模具及冷锻造工艺,其上凸模的底面上有上凸起结构,下凹模位于上凸模的下方;下凹模的下面依次有第一下凹模垫块、第二下凹模垫块、第三下凹模垫块和第四下凹模垫块;下凹模和第一下凹模垫块内有连通的通孔式的下凹陷结构,所述上凸起结构与所述下凹陷结构匹配;第二下凹模垫块、第三下凹模垫块和第四下凹模垫块内有连通的通孔式的下顶料杆孔,所述下料杆孔内有下顶料杆,第四下凹模垫块的所述下顶料杆孔的底部有下顶料杆垫块,其冷锻造模具适配性和灵活性优良,其冷锻造工艺所得产品传动性、滑动性
一种拖拉机传动轴花键锻造方法.pdf
本发明公开了一种拖拉机传动轴花键锻造方法。a.选取直径为40‑45mm,原料为40CrNiMo合金棒料毛坯;b.将棒料毛坯加热至1000~1050℃,加热时间为6‑8min,得A品;c.将A品放置到平锻机上的预锻凹模型腔内,平锻机驱动预锻凸模体冲压A品,得花键轴的预锻件,即B品;d.将B品加热至1000~1050℃,并使用无机盐水溶液喷淋10‑15秒,将B品冷却至200‑300℃,得C品;e.将C品放入电阻炉中加热至900~1000℃淬火10‑15min,得D品;f.将D品放入盐水浴冷却至室温,得E品;g