
一种汽车转向连体节叉内花键传动轴冷锻造模具及冷锻造工艺.pdf

星星****眨眼


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种汽车转向连体节叉内花键传动轴冷锻造模具及冷锻造工艺.pdf
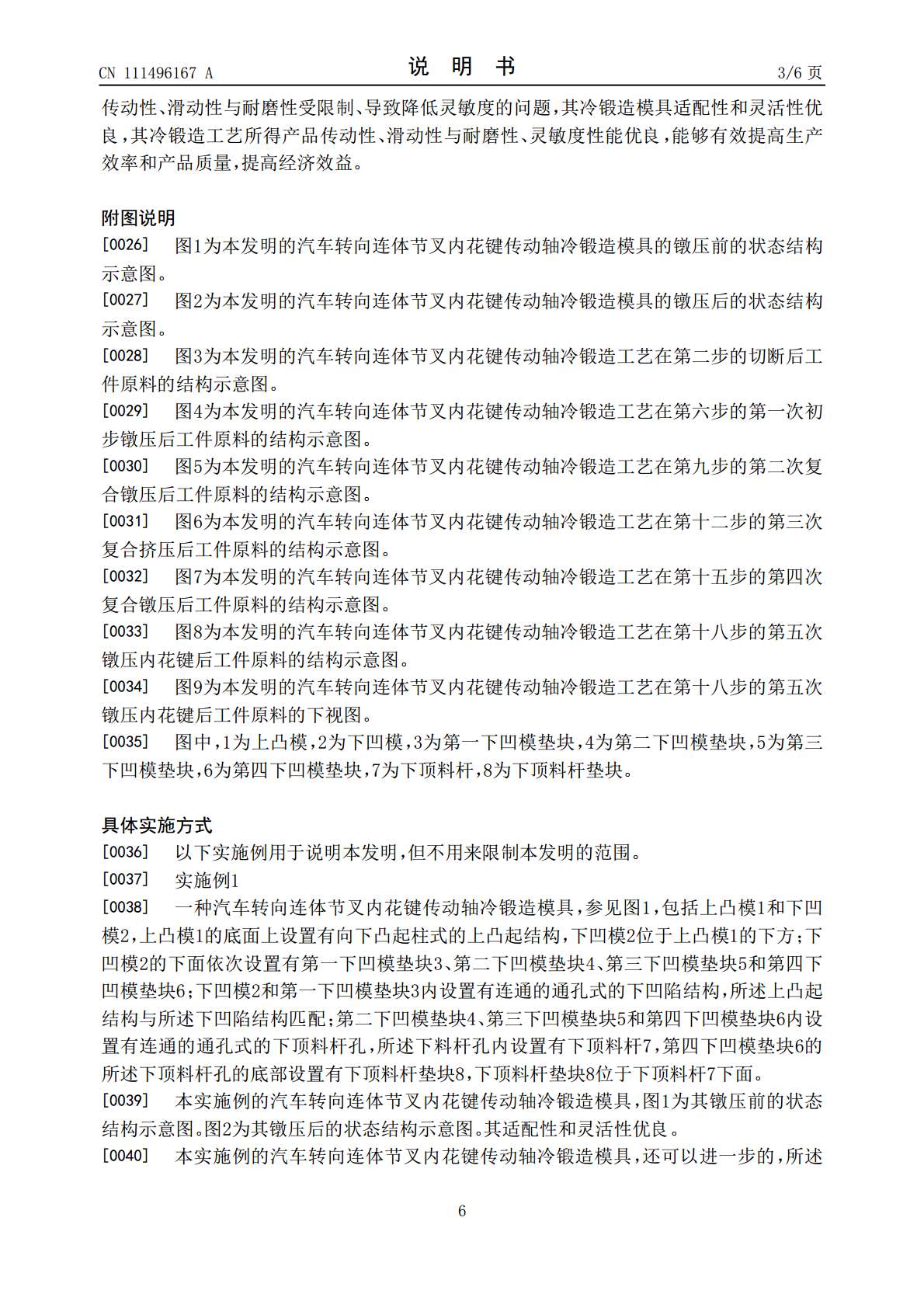
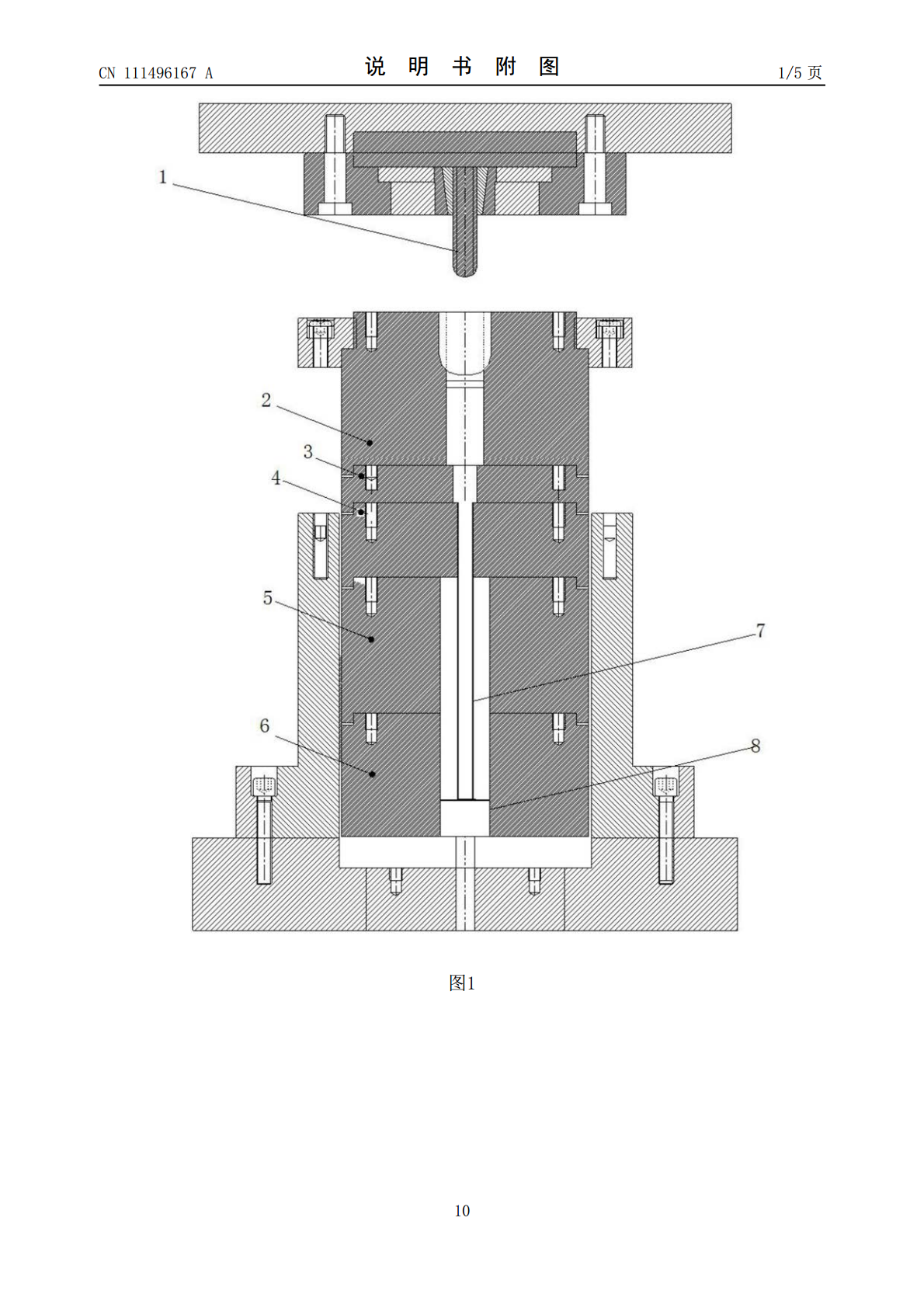
本发明公开一种汽车转向连体节叉内花键传动轴冷锻造模具及冷锻造工艺,其上凸模的底面上有上凸起结构,下凹模位于上凸模的下方;下凹模的下面依次有第一下凹模垫块、第二下凹模垫块、第三下凹模垫块和第四下凹模垫块;下凹模和第一下凹模垫块内有连通的通孔式的下凹陷结构,所述上凸起结构与所述下凹陷结构匹配;第二下凹模垫块、第三下凹模垫块和第四下凹模垫块内有连通的通孔式的下顶料杆孔,所述下料杆孔内有下顶料杆,第四下凹模垫块的所述下顶料杆孔的底部有下顶料杆垫块,其冷锻造模具适配性和灵活性优良,其冷锻造工艺所得产品传动性、滑动性

内螺旋花键冷挤模具.pdf
本发明涉及一种内螺旋花键冷挤模具,包括上模及下模,所述上模包括上模座及安装在所述上模座内的花键凸模,所述下模包括下模座及固定在所述下模座内的下凹模,所述下凹模的下面设置有顶出机构;所述上模座内固定有凸模外套,所述凸模外套内可转动地安装有所述花键凸模。本发明中的凸模可作自由旋转运动,在挤压过程中凸模可随凸模螺旋线方向旋转从而挤压成型内螺旋线花键;本发明充分发挥冷挤技术完成对盲孔、半盲孔工艺结构的内螺旋花键工件的挤压成形,解决了切削加工无法完成的工艺结构,工艺简单,加工精度高。

花键轴叉锻造工艺课程设计.doc
花键轴叉锻造工艺设计姓名:XXX指引老师:郑传林学号:100118024班级:10材料日期:.6.18目录任务书…………………………………………………………………………1一、摘要………………………………………………………………………………3二、零件分析及工艺方案设定………………………………………………………31、零件分析………………………………………………………………………32、拟定工艺方案…………………………………………………………………3三、绘制锻件图…………………………………………………………………
一种冷锻侧固式锻造工艺.pdf
本发明公开了一种冷锻侧固式锻造工艺,包括以下步骤:步骤一,根据产品的外形尺寸截取坯料;步骤二,将坯料在退火炉内退火,退火的温度为700℃至720℃,保温8℃小时,然后随炉冷却到400℃以下出炉;步骤三,将退火后的坯料放在合适吨位的锻压机上进行初步锻造;步骤四,将步骤三初步锻造后的坯料经过磷化后放在合适吨位的锻压机上进行再次锻造;步骤五,将步骤四再次锻造后的坯料经过磷化后和侧固件合并在一起放在锻造模内一起锻造;其特征在于:所述步骤五中的锻造模包括上模和下模,所述上模与滑块连接,所述下模与油缸连接,所述锻造模

一种锻造齿轮模具及其锻造工艺.pdf
本发明公开了一种锻造齿轮模具,涉及一种模具,具体包括底座和工作台以及下模和上模,所述底座上通过支撑脚安装工作台,工作台上安装有用于齿轮锻造的下模,工作台的顶面四角处分别通过一根支撑杆与顶板的底面固定连接,顶板的底面中部通过液压缸安装有用于进行锻造工作的冲锤,顶板的四角处均滑动安装有竖直的连接杆,连接杆的顶端分别与升降板的底面四角处固定连接,连接杆的底端分别与安装板的顶面四角处固定连接,安装板位于冲锤的下方,安装板的底面安装有用于锻造齿轮的上模。本发明在实施过程中,通过上模和下模以及滑块的配合作用使齿轮能够