
一种变速箱双环结合齿的加工方法.pdf

一条****丹淑

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种变速箱双环结合齿的加工方法.pdf
本发明公开了一种变速箱双环结合齿的加工方法,包括步骤S1、下料工序:选用棒料,通过圆盘锯精确下料,下料误差控制在±0.5mm;S2、加热工序:采用感应加热炉对S1中的料段进行加热,加热温度为1050‑1150℃,推料节拍控制在15s;S3、封闭成型工序:将与变速箱双环结合齿结构相匹配的锻造成型反挤模具装配于电动高能螺旋压力机上,进行封闭成型和反挤;其中:变速箱双环结合齿结构设在下模上,上模内设有碟簧,碟簧用于缓冲压头的下压速度、同时利用碟簧的回弹便于脱模。本工艺产品质量稳定,极大地提高了生产效率、降低了生

一种变速箱齿轮结合齿锁止面挤压加工方法.pdf
本专利涉及汽车变速箱齿轮制造技术领域,公开了一种变速箱结合齿锁止面挤压加工方法,第一步:根据被挤压结合齿的齿形,加工出圆盘形的刀具和夹具;第二步:将刀具安装到可调节刀具轴伸出长度的挤压刀具头上;第三步:将夹持部夹紧到车床的刀架上,并使用车床的卡盘夹住夹紧机构;第四步:将被加工的结合齿夹紧到夹紧机构上;第五步:移动刀架,使挤压刀具头上的刀具与结合齿的被挤压面相抵;第六步:启动车床,使车床的卡盘转动,移动刀架,使挤压刀具头逐渐向结合齿的转动中心移动,对结合齿进行挤压加工,直到使结合齿锁止面成型。本专利车床作为

斜齿双副轴变速箱副轴与副轴齿轮加工式对齿装置及对齿方法.pdf
本发明涉及一种斜齿双副轴变速箱副轴与副轴齿轮加工式对齿装置及对齿方法,对齿装置包括副轴齿轮对齿加工机构和副轴对齿加工机构,其中副轴齿轮对齿加工机构包括L形底座、定位板、定位芯轴、夹紧单元、和定位销,其中定位芯轴轴线与定位销轴线相互垂直;副轴对齿加工机构包括底板、V形定位块、副轴定位销、和副轴夹紧单元。对齿方法包括以下步骤:加工副轴齿轮定位销孔;分别加工各定位销孔;向副轴齿轮销孔及定位销孔压入定位销,通过销孔为中介实现各副轴总成的副轴齿轮一致的相对位置关系。本发明对齿装置结构简单,操作方便,制造成本低,容易
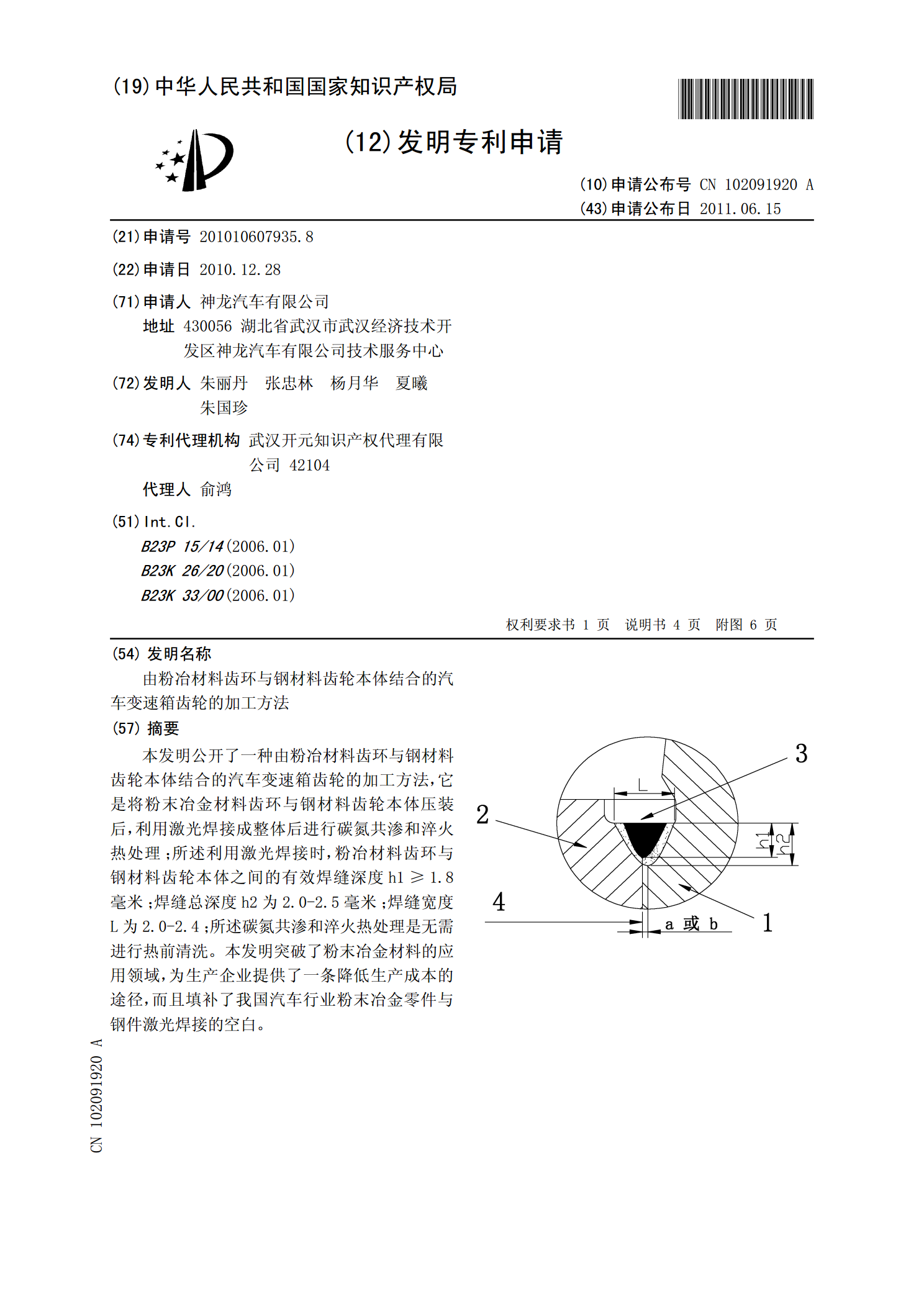
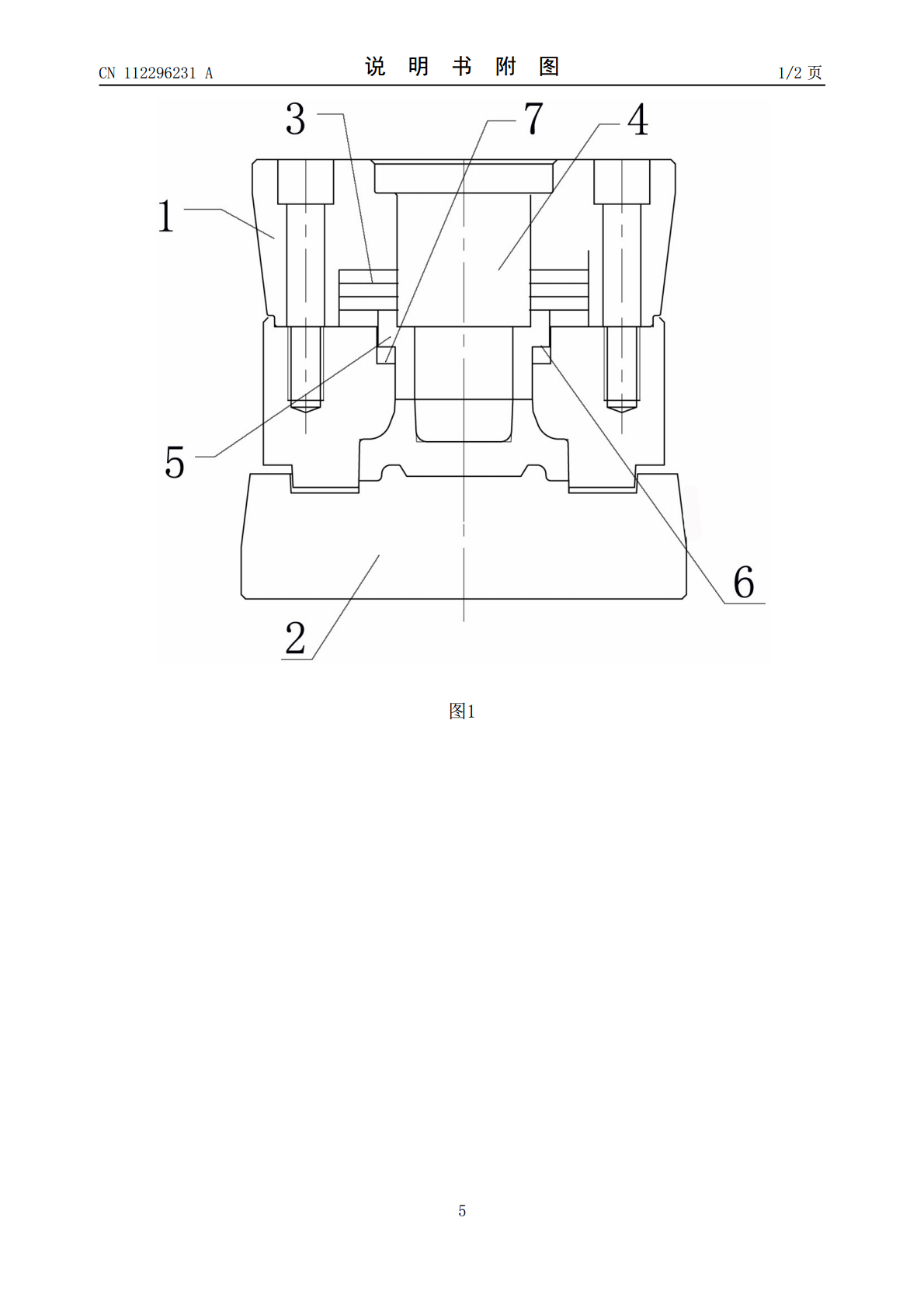
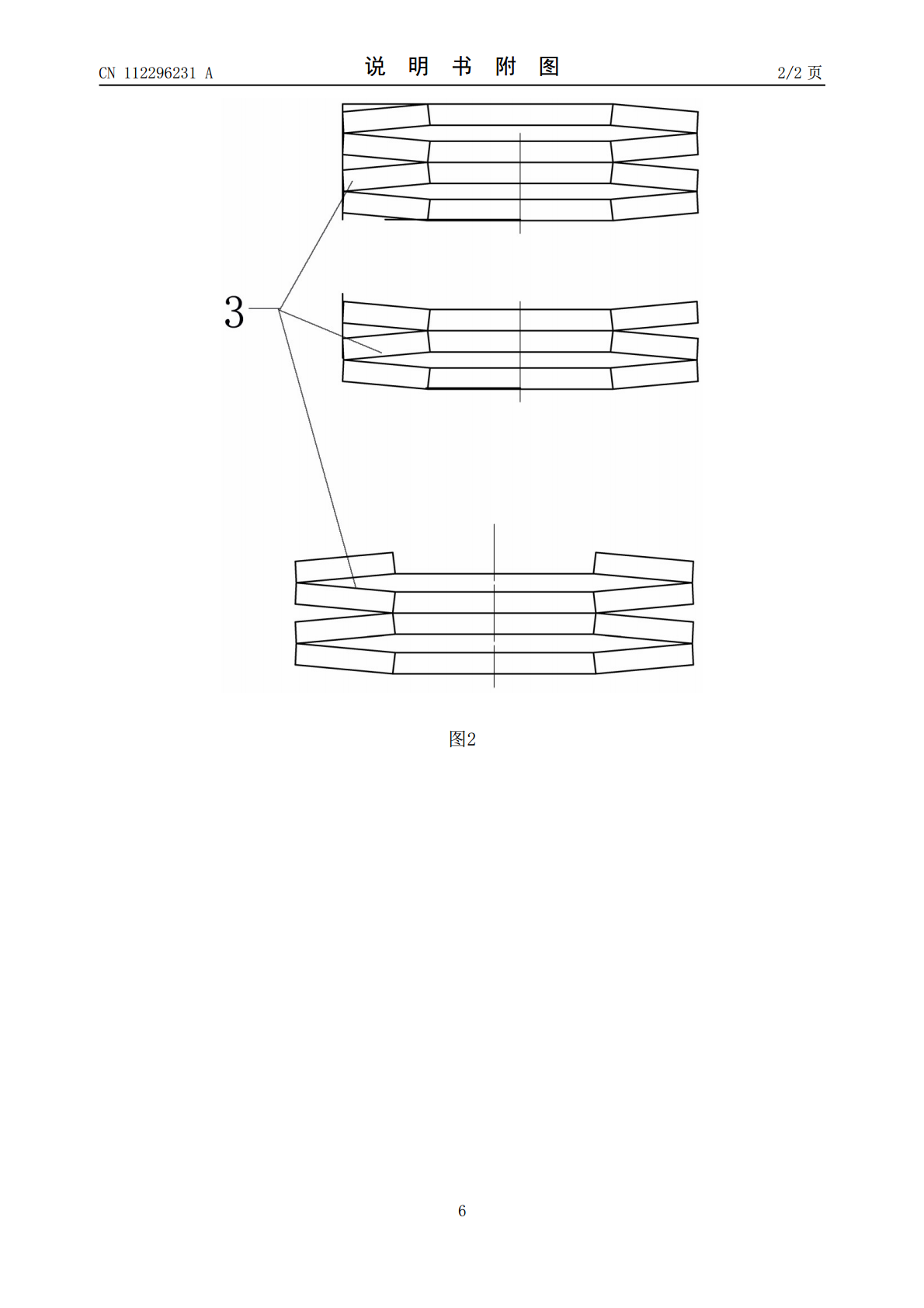
由粉冶材料齿环与钢材料齿轮本体结合的汽车变速箱齿轮的加工方法.pdf
本发明公开了一种由粉冶材料齿环与钢材料齿轮本体结合的汽车变速箱齿轮的加工方法,它是将粉末冶金材料齿环与钢材料齿轮本体压装后,利用激光焊接成整体后进行碳氮共渗和淬火热处理;所述利用激光焊接时,粉冶材料齿环与钢材料齿轮本体之间的有效焊缝深度h1≥1.8毫米;焊缝总深度h2为2.0-2.5毫米;焊缝宽度L为2.0-2.4;所述碳氮共渗和淬火热处理是无需进行热前清洗。本发明突破了粉末冶金材料的应用领域,为生产企业提供了一条降低生产成本的途径,而且填补了我国汽车行业粉末冶金零件与钢件激光焊接的空白。

一种汽车变速箱结合齿热切边模具.pdf
本发明为一种汽车变速箱结合齿热切边模具,包括上模组件和下模组件,所述上模组件上设有打料上模,在所述打料上模外侧设有用于切除飞边的切边上模,所述下模组件上设有切边下模,所述打料上模与所述切边下模配合形成型腔。本发明通过设计一种结合齿热切边模具,实现了结合齿热锻成形后的切边,从而取消了原车飞边工序,简化了工艺流程,大大提高了产品的生产效率,同时释放了原车飞边工序的设备产能,产生了显著的经济效益。