
一种RH真空炉插入管钢胆气室用防漏气方法.pdf

邻家****66

1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种RH真空炉插入管钢胆气室用防漏气方法.pdf
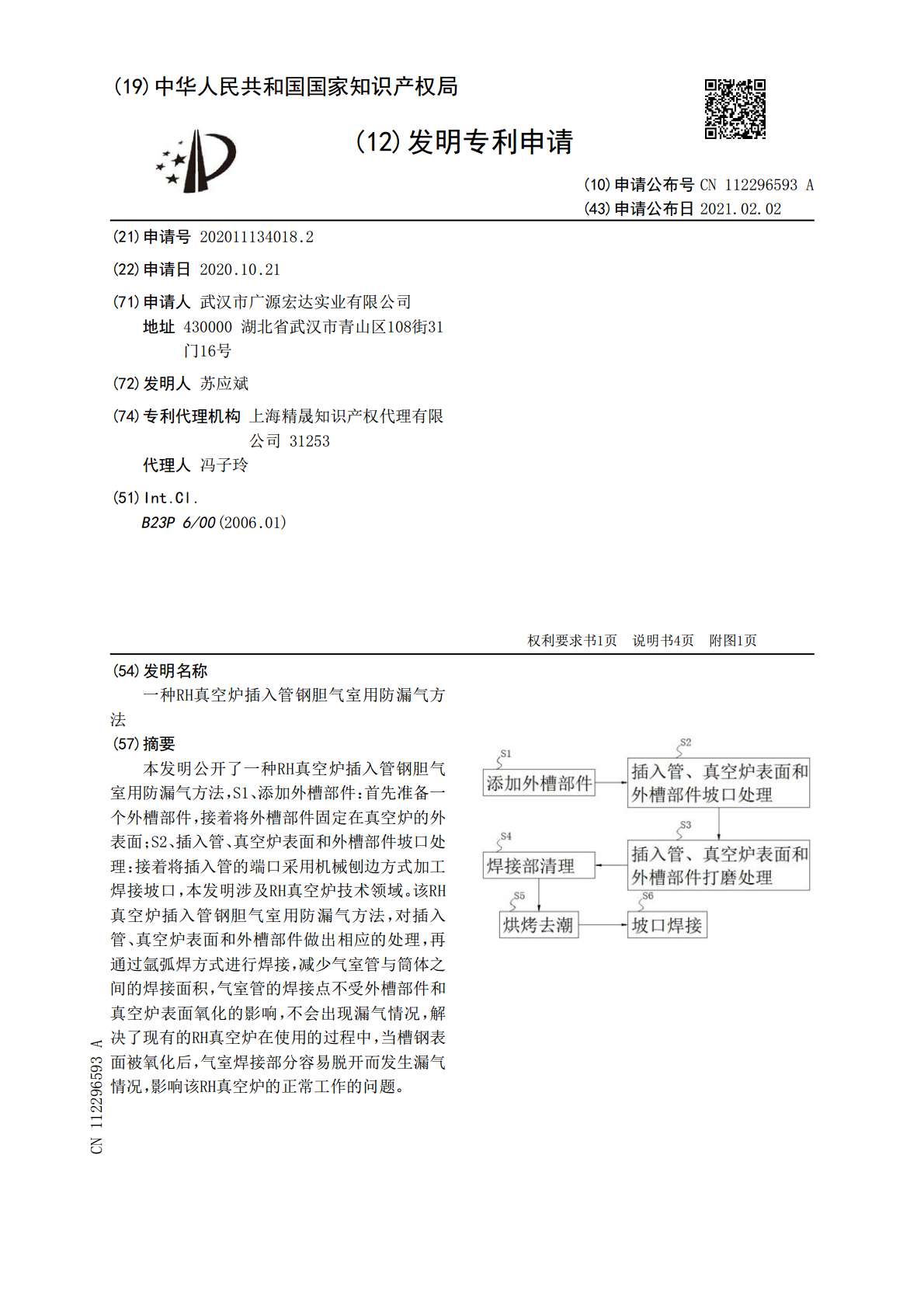
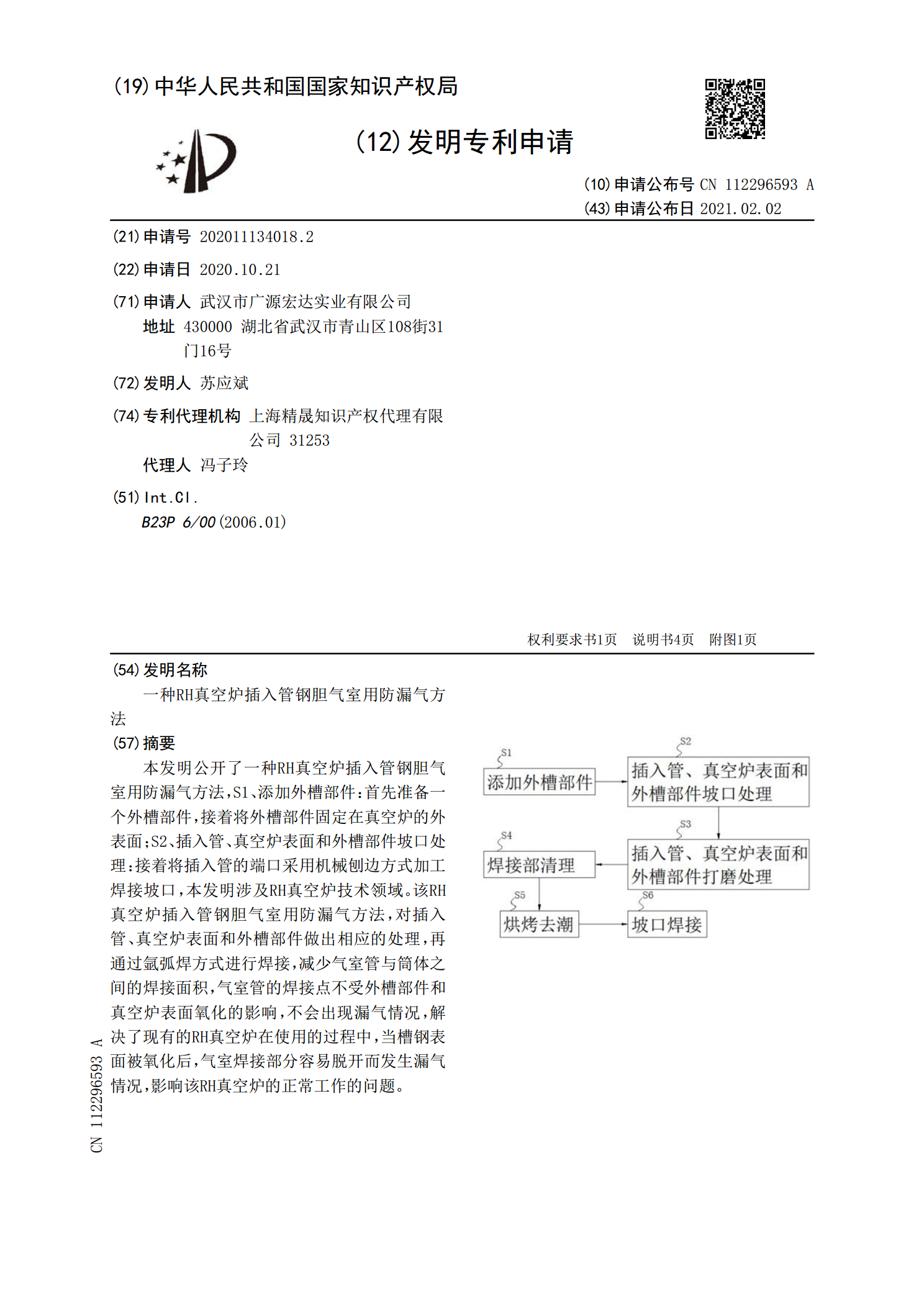
本发明公开了一种RH真空炉插入管钢胆气室用防漏气方法,S1、添加外槽部件:首先准备一个外槽部件,接着将外槽部件固定在真空炉的外表面;S2、插入管、真空炉表面和外槽部件坡口处理:接着将插入管的端口采用机械刨边方式加工焊接坡口,本发明涉及RH真空炉技术领域。该RH真空炉插入管钢胆气室用防漏气方法,对插入管、真空炉表面和外槽部件做出相应的处理,再通过氩弧焊方式进行焊接,减少气室管与筒体之间的焊接面积,气室管的焊接点不受外槽部件和真空炉表面氧化的影响,不会出现漏气情况,解决了现有的RH真空炉在使用的过程中,当槽钢

RH真空炉用插入管刚玉质浇注料及其制备方法.pdf
本发明涉及RH真空炉用插入管刚玉质浇注料及其制备方法,属于RH插入管真空处理技术领域。本发明所要解决的技术问题是提供一种无水泥结合的RH真空炉用插入管刚玉质浇注料。它是由下述重量配比的组分组成:致密刚玉10~20份、白刚玉45~60份、白刚玉微粉10~25份、电熔镁粉4~6份、a-氧化铝粉1~4份、硅微粉1~2份、减水剂0.2份、添加剂1~2份,所述添加剂为不锈钢钢纤维。采用本发明无水泥结合的浇注料,加水量低且寿命较高,平均使用寿命均在78次以上,是一种优良的RH真空炉用插入管浇注料。
一种提高RH插入管寿命的方法.pdf
本发明属于钢铁冶炼领域,具体是一种提高RH插入管寿命的方法。通过炼钢造渣、转炉炉后调渣、挂渣、脱硫改善RH插入管使用环境,降低RH到站炉渣TFe含量,提高炉渣粘度,在插入管壁挂一层高粘度渣,不使用CaO-CaF2渣系脱硫,减轻炉渣对插入管耐材的侵蚀,提高了插入管使用寿命。
一种减少RH插入管粘渣的方法.pdf
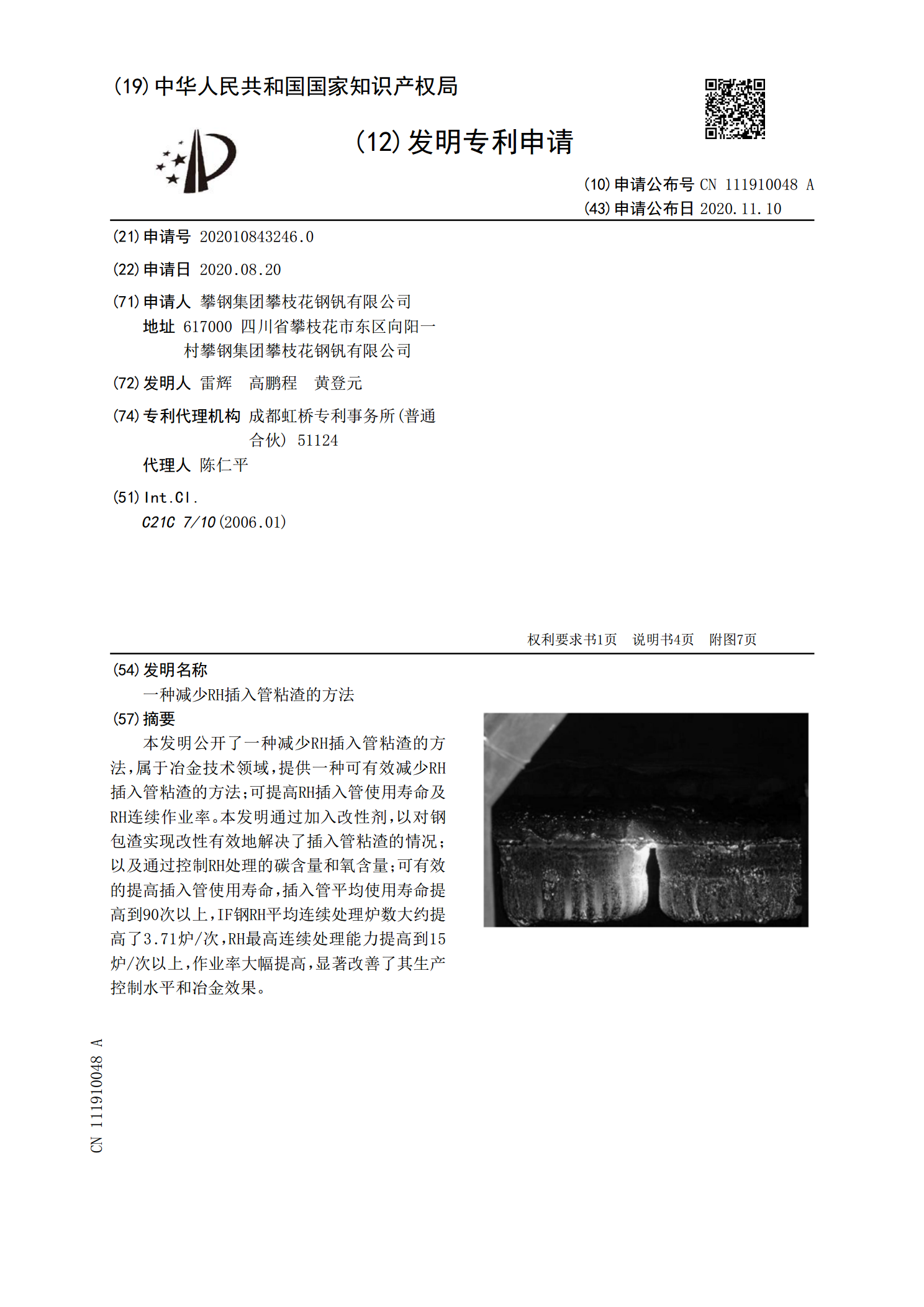
本发明公开了一种减少RH插入管粘渣的方法,属于冶金技术领域,提供一种可有效减少RH插入管粘渣的方法;可提高RH插入管使用寿命及RH连续作业率。本发明通过加入改性剂,以对钢包渣实现改性有效地解决了插入管粘渣的情况;以及通过控制RH处理的碳含量和氧含量;可有效的提高插入管使用寿命,插入管平均使用寿命提高到90次以上,IF钢RH平均连续处理炉数大约提高了3.71炉/次,RH最高连续处理能力提高到15炉/次以上,作业率大幅提高,显著改善了其生产控制水平和冶金效果。
一种RH真空炉无尘化冷钢操作方法.pdf
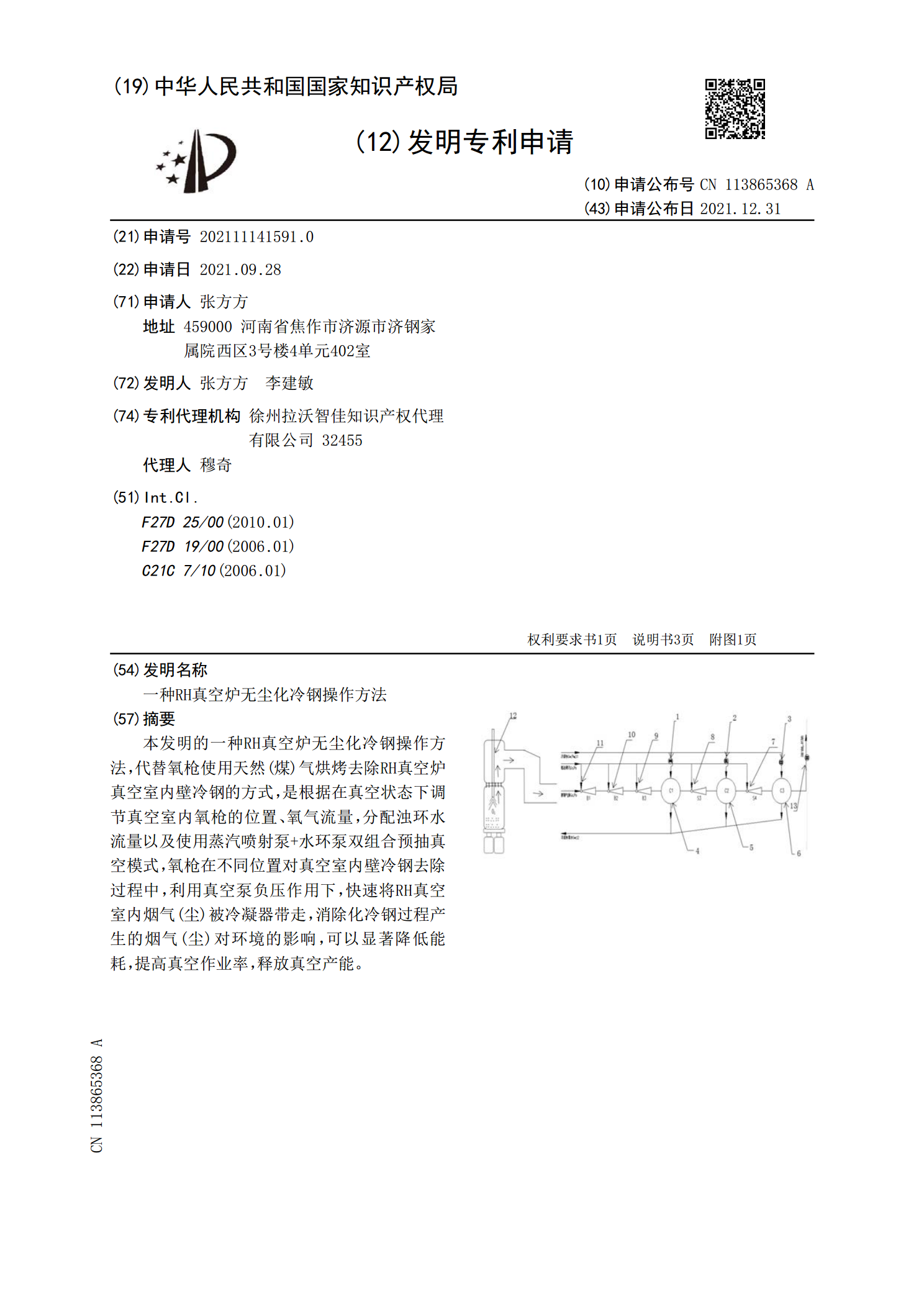
本发明的一种RH真空炉无尘化冷钢操作方法,代替氧枪使用天然(煤)气烘烤去除RH真空炉真空室内壁冷钢的方式,是根据在真空状态下调节真空室内氧枪的位置、氧气流量,分配浊环水流量以及使用蒸汽喷射泵+水环泵双组合预抽真空模式,氧枪在不同位置对真空室内壁冷钢去除过程中,利用真空泵负压作用下,快速将RH真空室内烟气(尘)被冷凝器带走,消除化冷钢过程产生的烟气(尘)对环境的影响,可以显著降低能耗,提高真空作业率,释放真空产能。