
钢帘线生产2.doc

sy****28


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共112页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢帘线生产2.doc
高强度钢丝,为了确保韧性,应采用多道次较小的部分压缩率,这样可以使钢丝索氏体中的渗碳体片能够在拉拔过程中进行塑性弯曲并沿钢丝轴向旋转,直到总压缩率达90%时仍可保证原索氏体形态沿拉拔方向伸长,而不会破裂。若部分压缩率过高,一开始就可在钢丝组织内部观察到渗碳体片的破裂,当总压缩率超过60%时,渗碳体几乎全部破碎,导至钢丝产生脆性。3.拉拔速度的影响研究表明,只要保证足够的冷却条件,以2m/s作低速拉拔和以22m/s作高速拉拔,钢丝拉拔后的力学性能区别不大,在电子显微镜下检查,两者在变形后都具有同一典型结构。
我国钢帘线的生产情况及国内外钢帘线生产技术.docx
我国钢帘线的生产情况及国内外钢帘线生产技术我国的钢帘线工业起源于上世纪50~60年代。70~80年代随着国内轮胎工业的子午胎技术的兴起子午胎骨架材料一钢帘线的生产通过引进技术、设备以及合资合作经过了一个孕育发展的阶段。目前我国的钢帘线生产已进入一个新的发展时期。本文拟就国内钢帘线生产现状及其近年来生产技术的进步作一简略介绍。1.国内钢帘线产品用户现状进入21世纪我国子午胎得到了很大的发展究其原因一是国民经济始终保持稳步增长公路运输、汽车等行业持续发展对子午胎需求增加:二是轮胎技术的发展轮胎子午化率是必然

我国钢帘线的生产情况及国内外钢帘线生产技术.docx
我国钢帘线的生产情况及国内外钢帘线生产技术我国的钢帘线工业起源于上世纪50~60年代。70~80年代,随着国内轮胎工业的子午胎技术的兴起,子午胎骨架材料一钢帘线的生产通过引进技术、设备以及合资合作,经过了一个孕育发展的阶段。目前,我国的钢帘线生产已进入一个新的发展时期。本文拟就国内钢帘线生产现状及其近年来生产技术的进步作一简略介绍。1.国内钢帘线产品用户现状进入21世纪,我国子午胎得到了很大的发展,究其原因,一是国民经济始终保持稳步增长,公路运输、汽车等行业持续发展,对子午胎需求增加:二是轮胎技术的发展,
钢帘线生产工艺.pdf
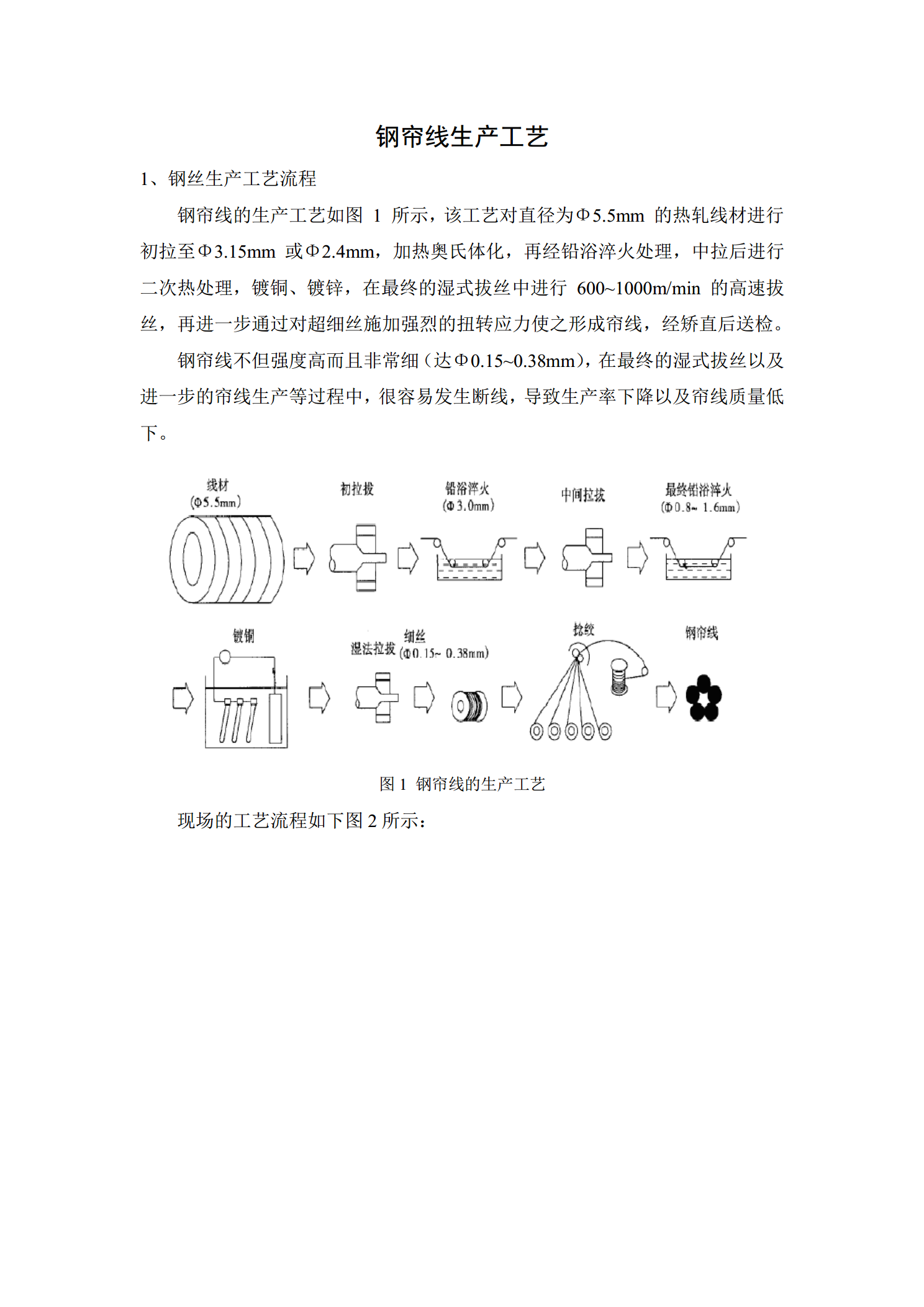
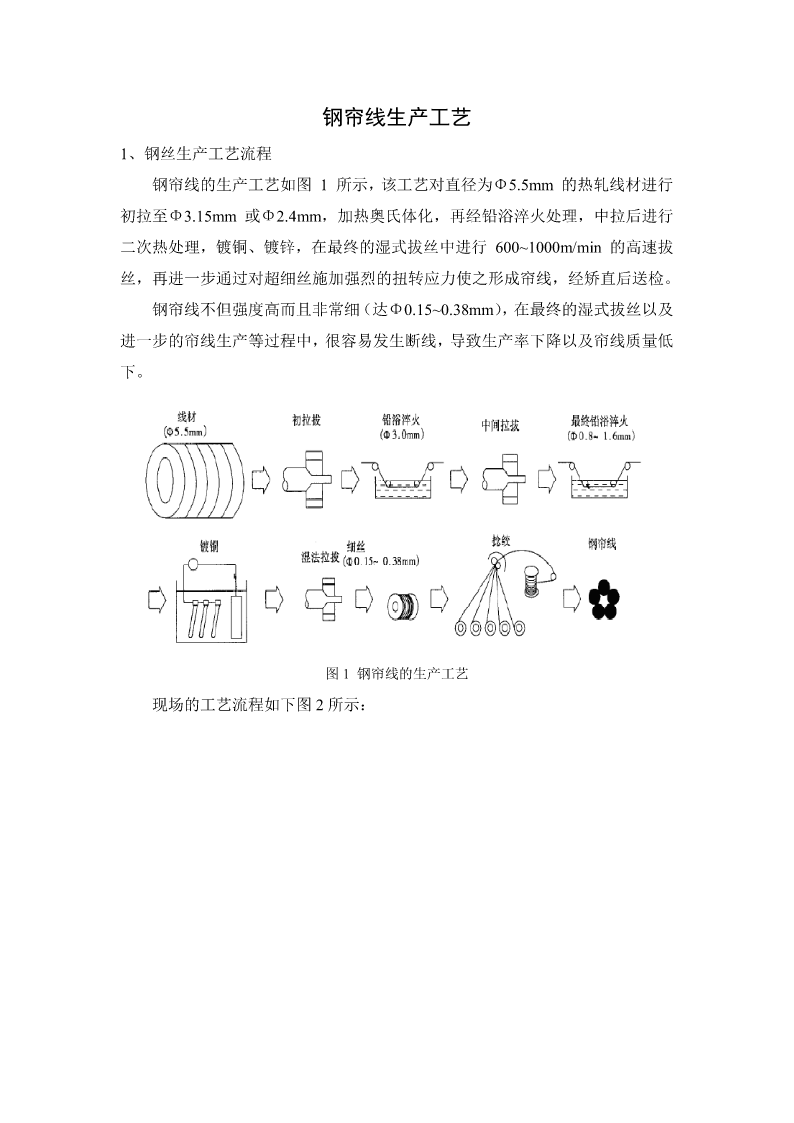
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图1所示该工艺对直径为Φ5.5mm的热轧线材进行初拉至Φ3.15mm或Φ2.4mm加热奥氏体化再经铅浴淬火处理中拉后进行二次热处理镀铜、镀锌在最终的湿式拔丝中进行600~1000m/min的高速拔丝再进一步通过对超细丝
钢帘线生产工艺.pdf
钢帘线生产工艺1、钢丝生产工艺流程钢帘线的生产工艺如图1所示,该工艺对直径为Φ5.5mm的热轧线材进行初拉至Φ3.15mm或Φ2.4mm,加热奥氏体化,再经铅浴淬火处理,中拉后进行二次热处理,镀铜、镀锌,在最终的湿式拔丝中进行600~1000m/min的高速拔丝,再进一步通过对超细丝施加强烈的扭转应力使之形成帘线,经矫直后送检。钢帘线不但强度高而且非常细(达Φ0.15~0.38mm),在最终的湿式拔丝以及进一步的帘线生产等过程中,很容易发生断线,导致生产率下降以及帘线质量低下。图1钢帘线的生产工艺现场的工