
大型屏蔽电机飞轮外壳热套工艺.pdf

是飞****文章

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型屏蔽电机飞轮外壳热套工艺.pdf
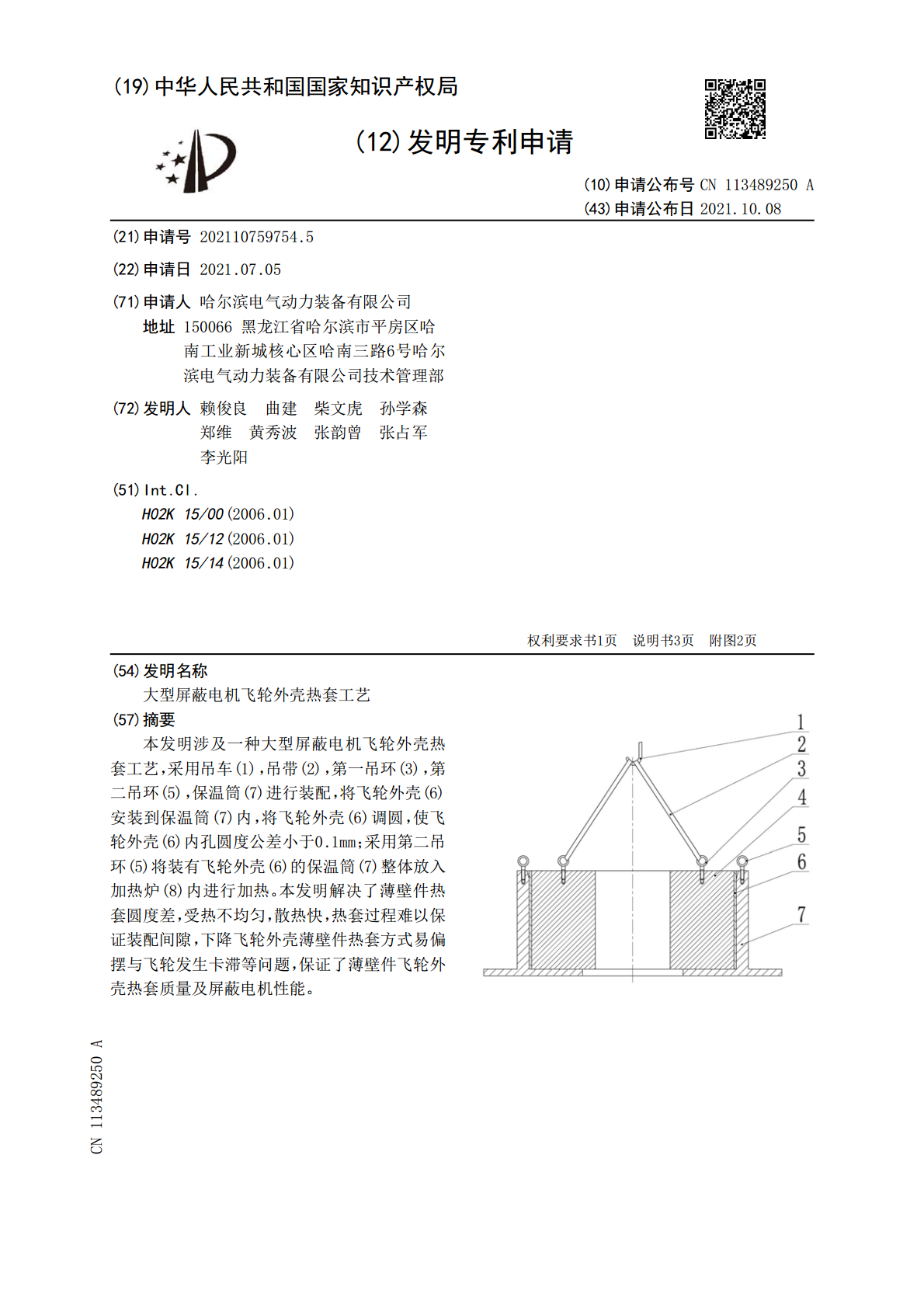
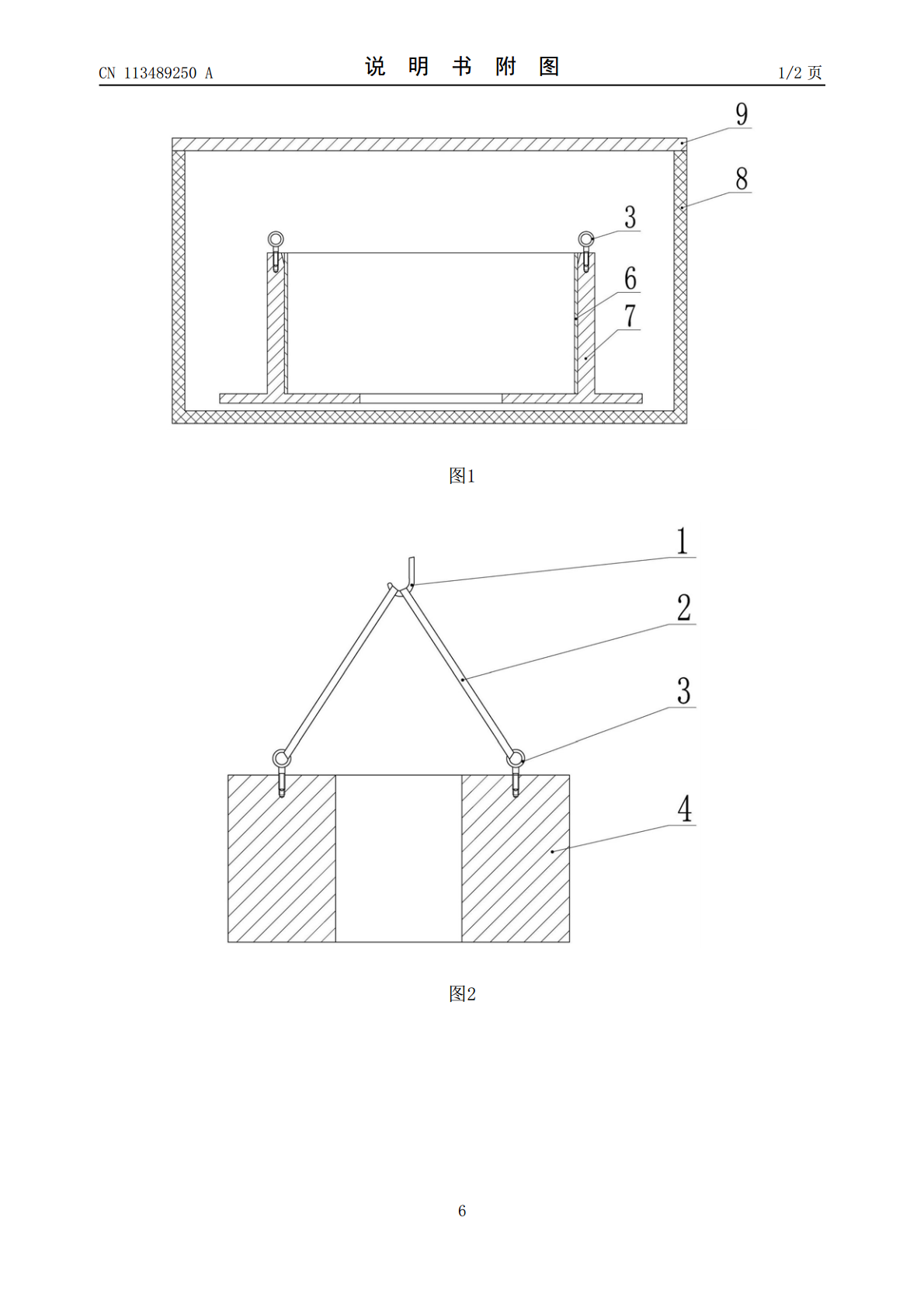
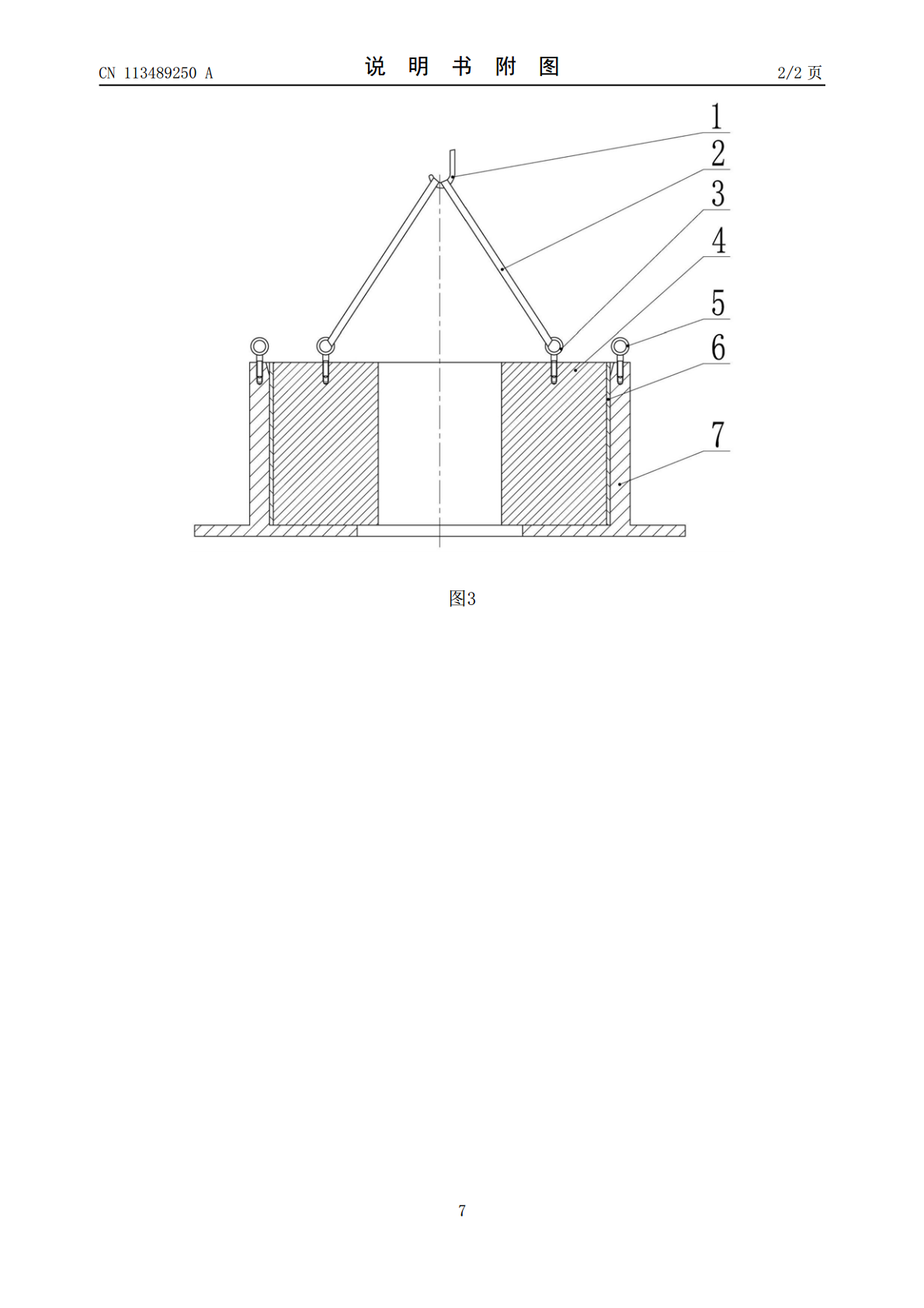
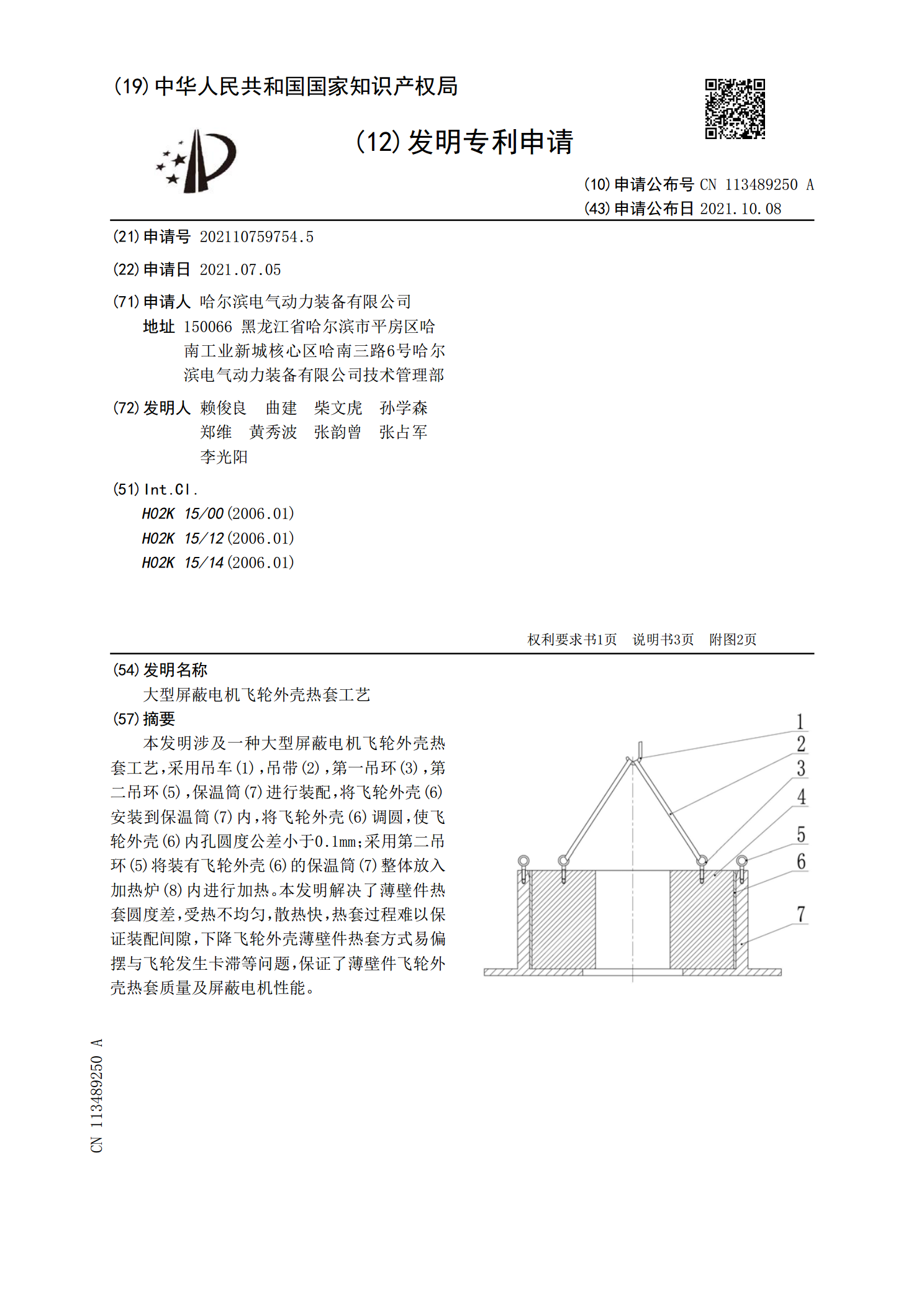
本发明涉及一种大型屏蔽电机飞轮外壳热套工艺,采用吊车(1),吊带(2),第一吊环(3),第二吊环(5),保温筒(7)进行装配,将飞轮外壳(6)安装到保温筒(7)内,将飞轮外壳(6)调圆,使飞轮外壳(6)内孔圆度公差小于0.1mm;采用第二吊环(5)将装有飞轮外壳(6)的保温筒(7)整体放入加热炉(8)内进行加热。本发明解决了薄壁件热套圆度差,受热不均匀,散热快,热套过程难以保证装配间隙,下降飞轮外壳薄壁件热套方式易偏摆与飞轮发生卡滞等问题,保证了薄壁件飞轮外壳热套质量及屏蔽电机性能。
屏蔽电机转子屏蔽套热套工艺.pdf
本发明涉及一种屏蔽电机转子屏蔽套热套工艺。本发明提供了一种将转子屏蔽套固定在专用加热炉内加热的方法,采用专用工装使之可以调整至垂直;采用高速吊车吊装转子高速下降落入转子屏蔽套内并使用专用导向工具进行定位,整个热套过程在5-7秒内完成从而避免由于工件接触后热量快速流失导致没有足够的装配间采用将转子屏蔽套固定在专用加热炉内进行加热。本发明采用专用工装对转子进行定位及导向,采用具有高速下降并可在预设位置自动急停的特制吊车下降转子进行热套的加工的工艺。
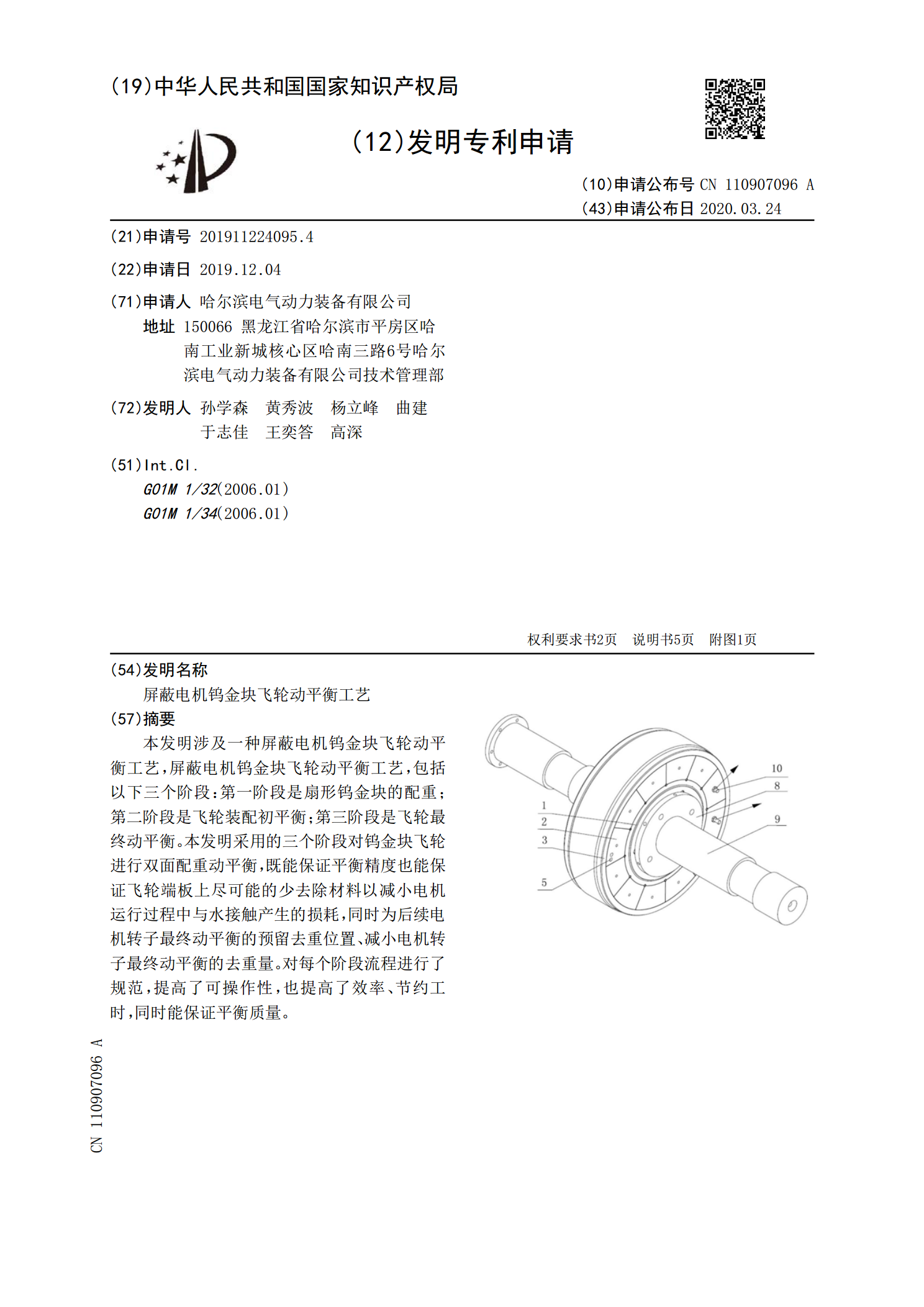
屏蔽电机钨金块飞轮动平衡工艺.pdf
本发明涉及一种屏蔽电机钨金块飞轮动平衡工艺,屏蔽电机钨金块飞轮动平衡工艺,包括以下三个阶段:第一阶段是扇形钨金块的配重;第二阶段是飞轮装配初平衡;第三阶段是飞轮最终动平衡。本发明采用的三个阶段对钨金块飞轮进行双面配重动平衡,既能保证平衡精度也能保证飞轮端板上尽可能的少去除材料以减小电机运行过程中与水接触产生的损耗,同时为后续电机转子最终动平衡的预留去重位置、减小电机转子最终动平衡的去重量。对每个阶段流程进行了规范,提高了可操作性,也提高了效率、节约工时,同时能保证平衡质量。
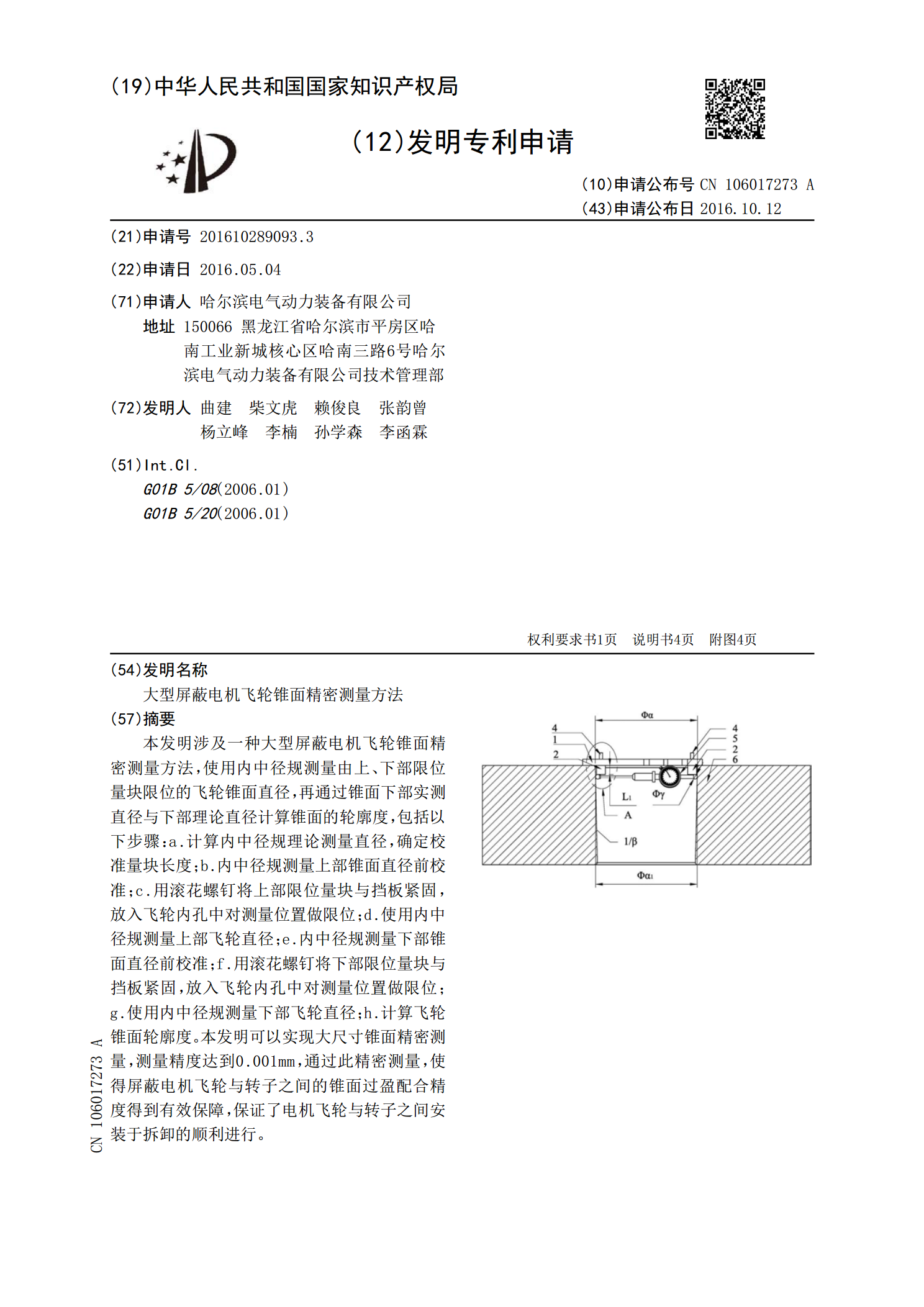
大型屏蔽电机飞轮锥面精密测量方法.pdf
本发明涉及一种大型屏蔽电机飞轮锥面精密测量方法,使用内中径规测量由上、下部限位量块限位的飞轮锥面直径,再通过锥面下部实测直径与下部理论直径计算锥面的轮廓度,包括以下步骤:a.计算内中径规理论测量直径,确定校准量块长度;b.内中径规测量上部锥面直径前校准;c.用滚花螺钉将上部限位量块与挡板紧固,放入飞轮内孔中对测量位置做限位;d.使用内中径规测量上部飞轮直径;e.内中径规测量下部锥面直径前校准;f.用滚花螺钉将下部限位量块与挡板紧固,放入飞轮内孔中对测量位置做限位;g.使用内中径规测量下部飞轮直径;h.计算
一种新能源大型储能飞轮电机外壳铸造模具及其工艺方法.pdf
本发明公开了一种新能源大型储能飞轮电机外壳铸造模具及其工艺方法,包括一体式飞轮外壳铸造模具和分体式飞轮外壳铸造模具;所述模具采用树脂砂芯模,通过铝模抽芯成型;外模采用至少30个扇型模块,通过扇型模块相互紧密拼接成为圆形桶体外模,所述扇型模块所对应的圆心角角度为圆周角的等分角,所述树脂砂芯模采用起重设备,由桶体内孔中完成与底座的定位装配;所述分体式飞轮外壳包括桶体和底板,所述桶体与底板通过机器人焊接相互垂直成型;并通过一体式铸造模具工艺方法与分体式铸造模具工艺方法制造;本发明飞轮外壳采用铝硅合金、美标A35