
大型屏蔽电机飞轮锥面精密测量方法.pdf

努力****南绿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型屏蔽电机飞轮锥面精密测量方法.pdf
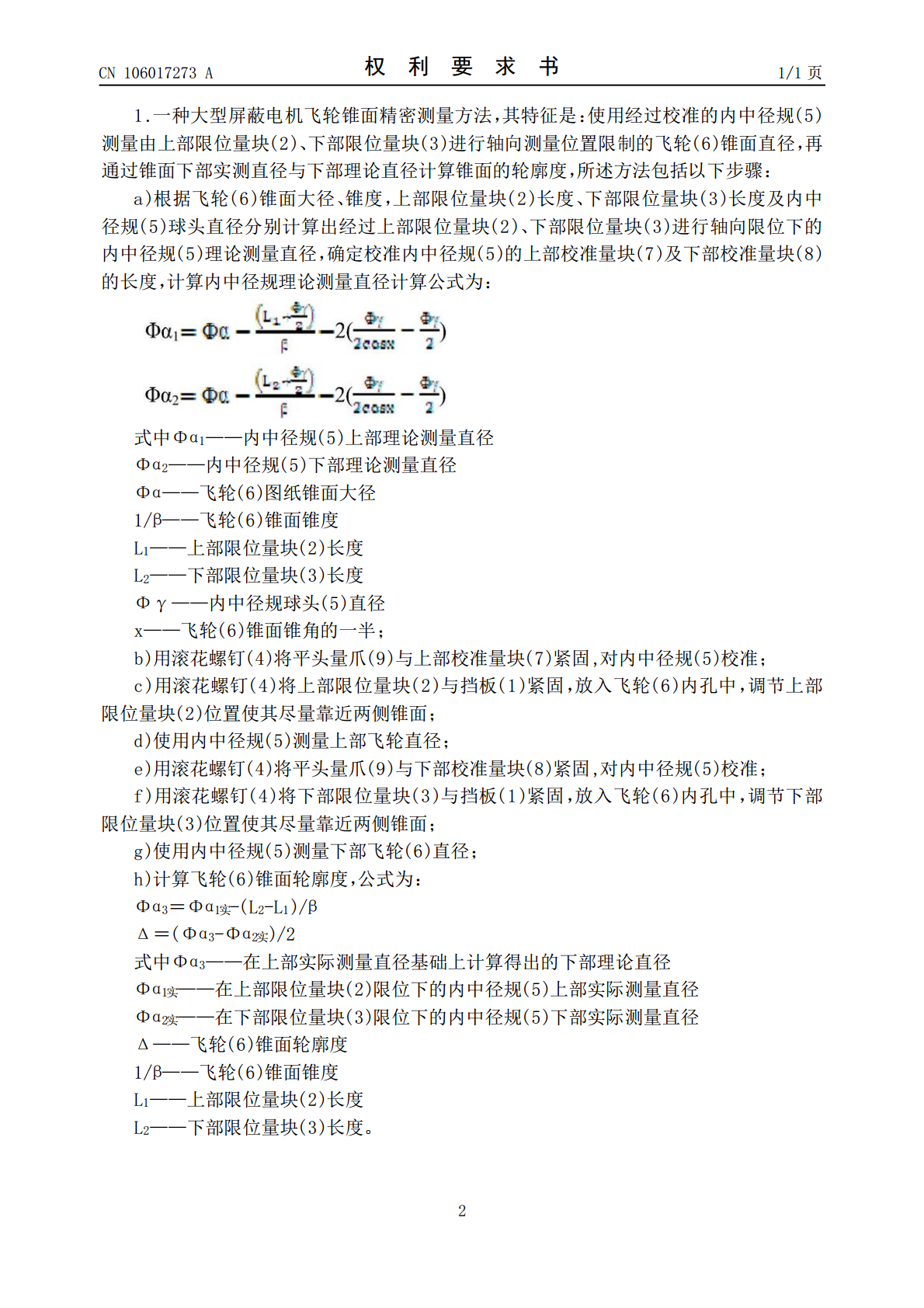
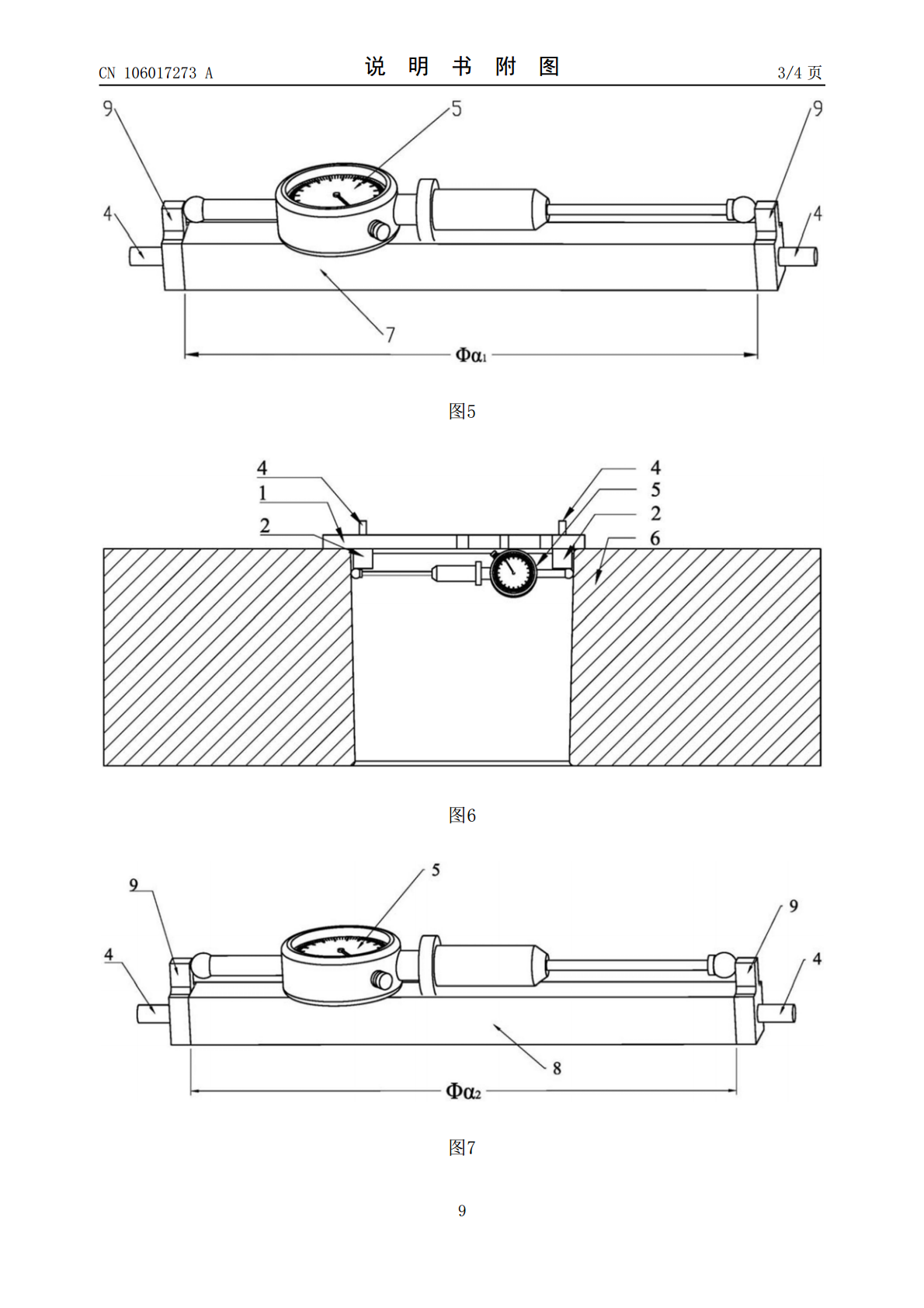
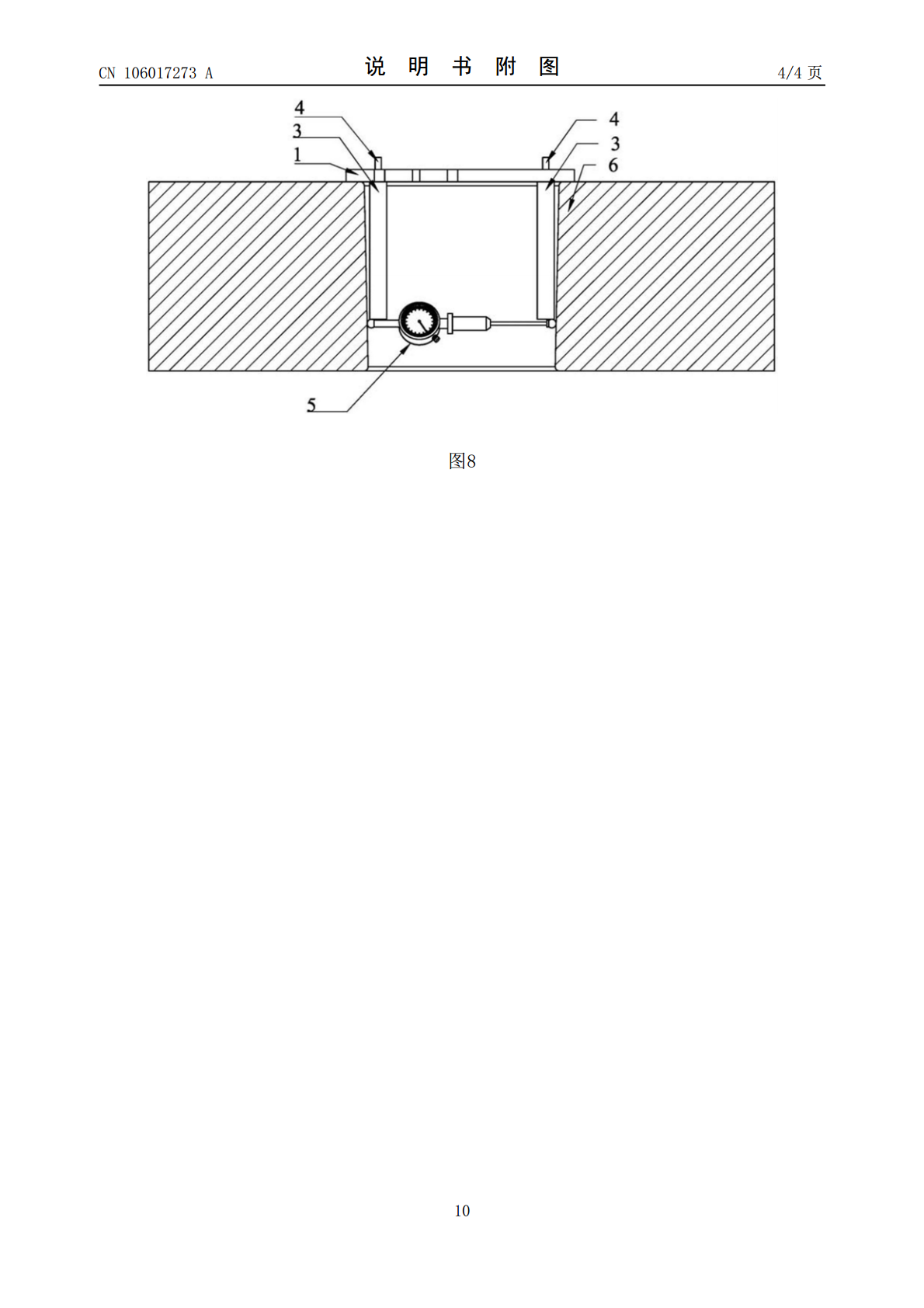
本发明涉及一种大型屏蔽电机飞轮锥面精密测量方法,使用内中径规测量由上、下部限位量块限位的飞轮锥面直径,再通过锥面下部实测直径与下部理论直径计算锥面的轮廓度,包括以下步骤:a.计算内中径规理论测量直径,确定校准量块长度;b.内中径规测量上部锥面直径前校准;c.用滚花螺钉将上部限位量块与挡板紧固,放入飞轮内孔中对测量位置做限位;d.使用内中径规测量上部飞轮直径;e.内中径规测量下部锥面直径前校准;f.用滚花螺钉将下部限位量块与挡板紧固,放入飞轮内孔中对测量位置做限位;g.使用内中径规测量下部飞轮直径;h.计算
大型电机转子下飞轮锥面测量工具.pdf
本发明涉及一种大型电机转子下飞轮锥面测量工具,为了精磨转子下飞轮的安装锥面,特发明了大型电机转子下飞轮锥面测量工具。本发明安装在转子下飞轮锥面上,下飞轮安装锥面磨削到一定量时,用球头千分尺分别测量出锥面大头直径d1’,和锥面小头直径d2’,通过公式计算得出的锥面大头直径d1和锥面小头直径d2,d1’和d1相比较,与d2’和d2相比较,直到d1’、d2’均加工到d1、d2的公差内。本发明解决了精磨电机转子轴锥面测量难题,使用此工具,可以更加准确,更加快捷的测量锥面尺寸,并且具有很高精度。
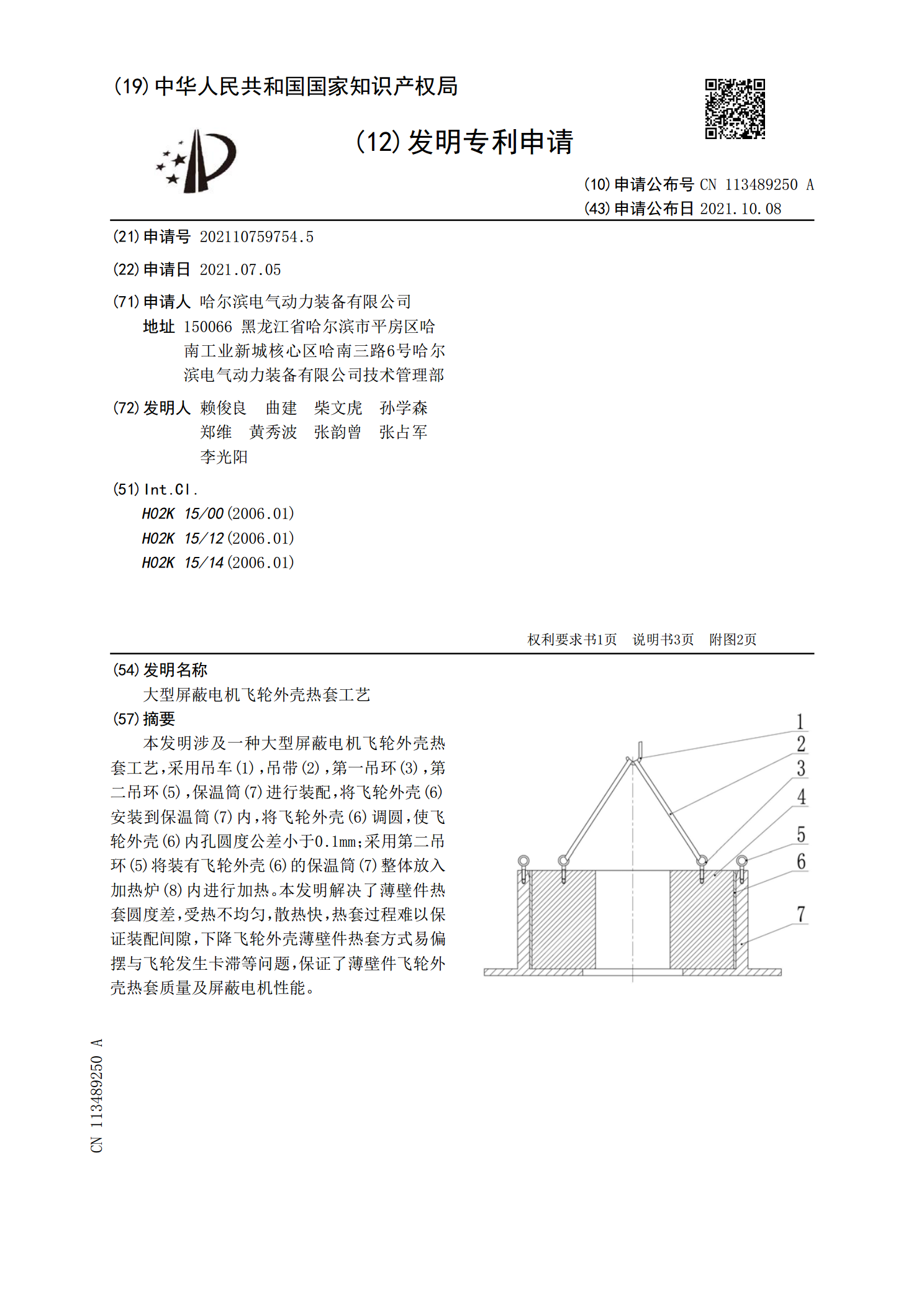
大型屏蔽电机飞轮外壳热套工艺.pdf
本发明涉及一种大型屏蔽电机飞轮外壳热套工艺,采用吊车(1),吊带(2),第一吊环(3),第二吊环(5),保温筒(7)进行装配,将飞轮外壳(6)安装到保温筒(7)内,将飞轮外壳(6)调圆,使飞轮外壳(6)内孔圆度公差小于0.1mm;采用第二吊环(5)将装有飞轮外壳(6)的保温筒(7)整体放入加热炉(8)内进行加热。本发明解决了薄壁件热套圆度差,受热不均匀,散热快,热套过程难以保证装配间隙,下降飞轮外壳薄壁件热套方式易偏摆与飞轮发生卡滞等问题,保证了薄壁件飞轮外壳热套质量及屏蔽电机性能。
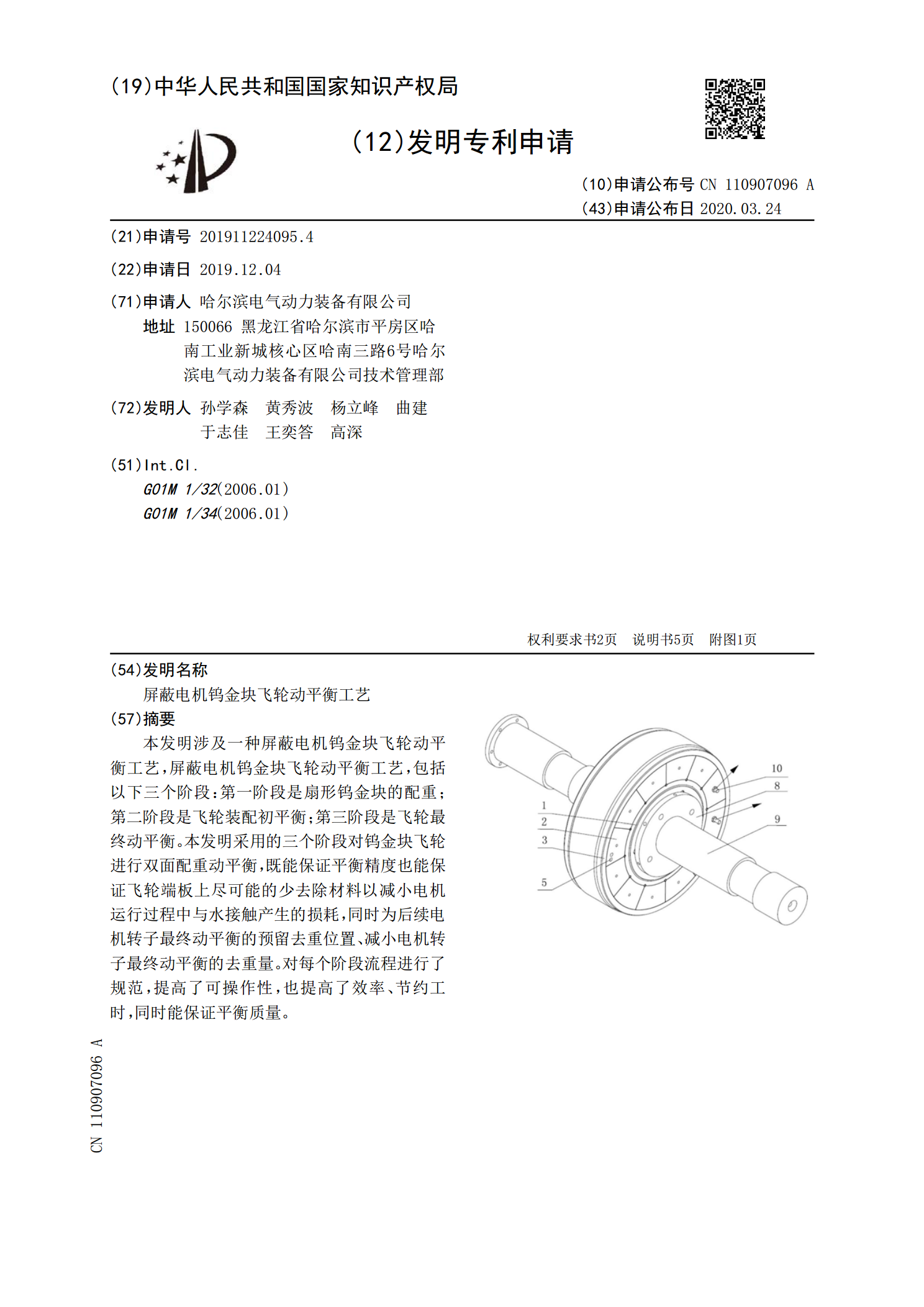
屏蔽电机钨金块飞轮动平衡工艺.pdf
本发明涉及一种屏蔽电机钨金块飞轮动平衡工艺,屏蔽电机钨金块飞轮动平衡工艺,包括以下三个阶段:第一阶段是扇形钨金块的配重;第二阶段是飞轮装配初平衡;第三阶段是飞轮最终动平衡。本发明采用的三个阶段对钨金块飞轮进行双面配重动平衡,既能保证平衡精度也能保证飞轮端板上尽可能的少去除材料以减小电机运行过程中与水接触产生的损耗,同时为后续电机转子最终动平衡的预留去重位置、减小电机转子最终动平衡的去重量。对每个阶段流程进行了规范,提高了可操作性,也提高了效率、节约工时,同时能保证平衡质量。
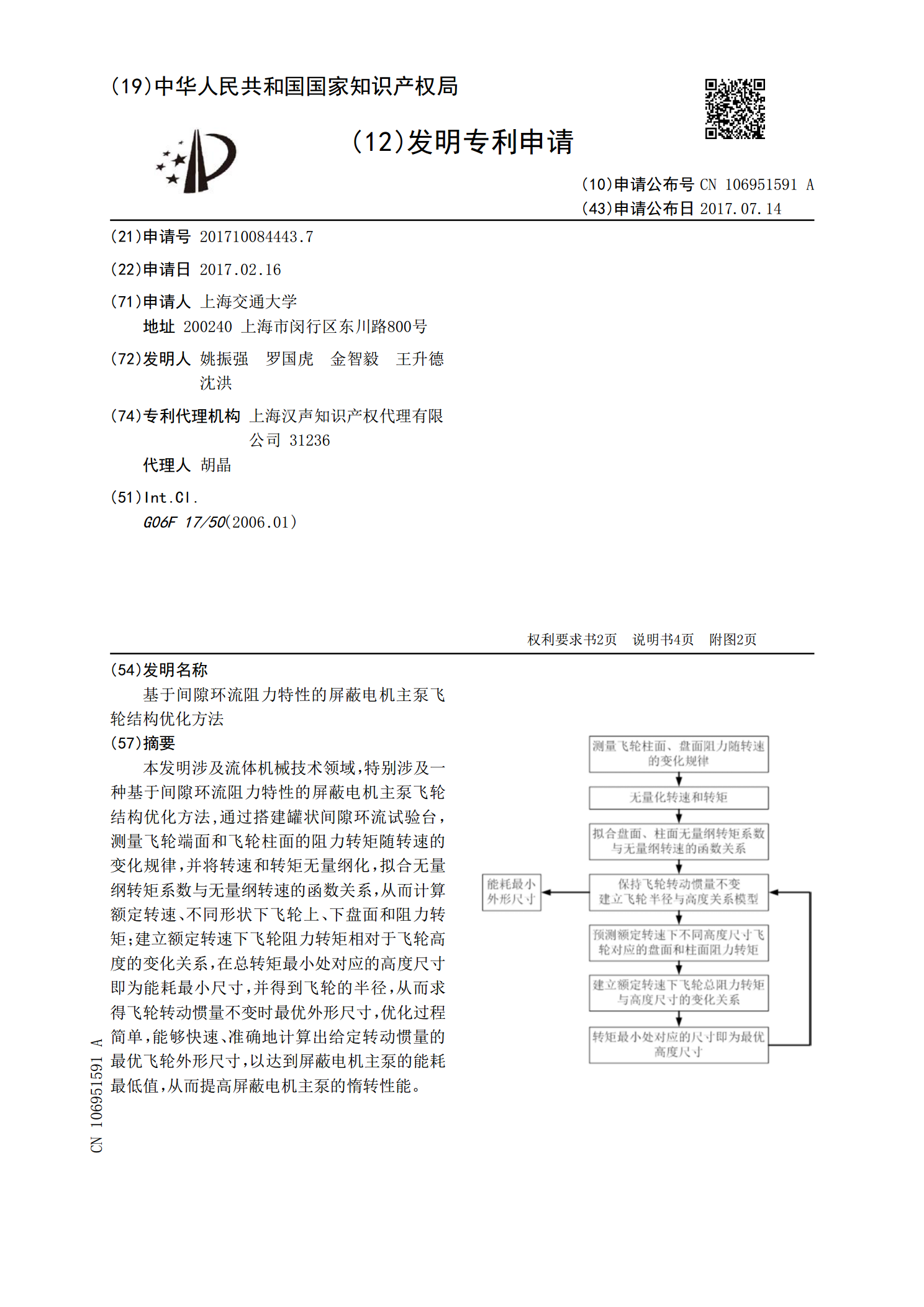
基于间隙环流阻力特性的屏蔽电机主泵飞轮结构优化方法.pdf
本发明涉及流体机械技术领域,特别涉及一种基于间隙环流阻力特性的屏蔽电机主泵飞轮结构优化方法,通过搭建罐状间隙环流试验台,测量飞轮端面和飞轮柱面的阻力转矩随转速的变化规律,并将转速和转矩无量纲化,拟合无量纲转矩系数与无量纲转速的函数关系,从而计算额定转速、不同形状下飞轮上、下盘面和阻力转矩;建立额定转速下飞轮阻力转矩相对于飞轮高度的变化关系,在总转矩最小处对应的高度尺寸即为能耗最小尺寸,并得到飞轮的半径,从而求得飞轮转动惯量不变时最优外形尺寸,优化过程简单,能够快速、准确地计算出给定转动惯量的最优飞轮外形尺