
一种新能源大型储能飞轮电机外壳铸造模具及其工艺方法.pdf

书生****专家

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种新能源大型储能飞轮电机外壳铸造模具及其工艺方法.pdf
本发明公开了一种新能源大型储能飞轮电机外壳铸造模具及其工艺方法,包括一体式飞轮外壳铸造模具和分体式飞轮外壳铸造模具;所述模具采用树脂砂芯模,通过铝模抽芯成型;外模采用至少30个扇型模块,通过扇型模块相互紧密拼接成为圆形桶体外模,所述扇型模块所对应的圆心角角度为圆周角的等分角,所述树脂砂芯模采用起重设备,由桶体内孔中完成与底座的定位装配;所述分体式飞轮外壳包括桶体和底板,所述桶体与底板通过机器人焊接相互垂直成型;并通过一体式铸造模具工艺方法与分体式铸造模具工艺方法制造;本发明飞轮外壳采用铝硅合金、美标A35
大型屏蔽电机飞轮外壳热套工艺.pdf
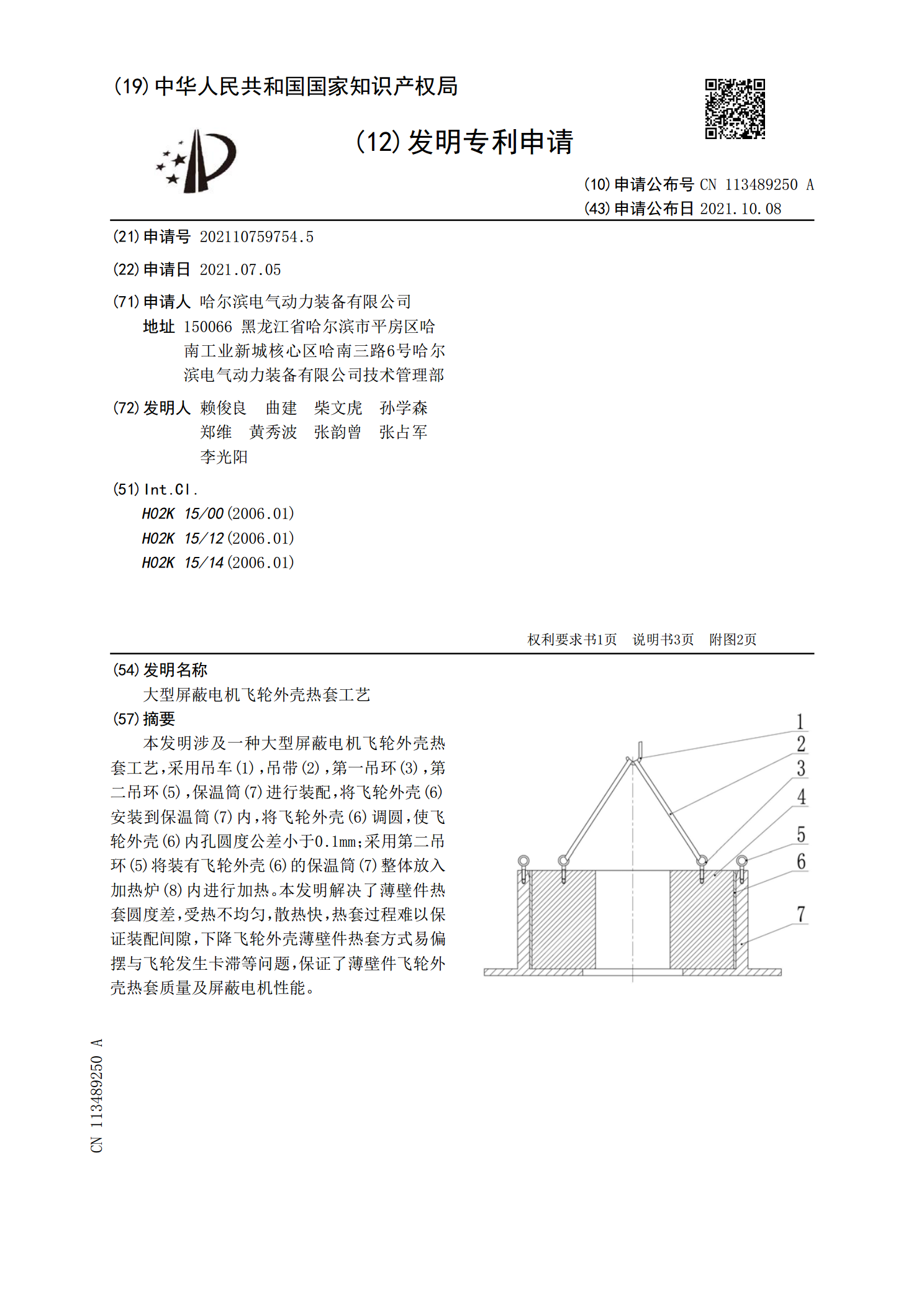
本发明涉及一种大型屏蔽电机飞轮外壳热套工艺,采用吊车(1),吊带(2),第一吊环(3),第二吊环(5),保温筒(7)进行装配,将飞轮外壳(6)安装到保温筒(7)内,将飞轮外壳(6)调圆,使飞轮外壳(6)内孔圆度公差小于0.1mm;采用第二吊环(5)将装有飞轮外壳(6)的保温筒(7)整体放入加热炉(8)内进行加热。本发明解决了薄壁件热套圆度差,受热不均匀,散热快,热套过程难以保证装配间隙,下降飞轮外壳薄壁件热套方式易偏摆与飞轮发生卡滞等问题,保证了薄壁件飞轮外壳热套质量及屏蔽电机性能。

一种飞轮储能外壳体加工组件.pdf
本发明公开了一种飞轮储能外壳体加工组件,包括筒状的外壳体,所述外壳体内设有上挤压头和下挤压头,所述上挤压头和下挤压头沿轴向配合挤压,所述上挤压头、下挤压头和外壳体内壁之间填充有多个橡胶气囊,所述多个橡胶气囊束缚于由上挤压头、下挤压头和外壳体内壁形成的空腔内,与外壳体内壁接触的橡胶气囊在上挤压头和下挤压头的挤压作用下与外壳体内壁压力接触。通过橡胶气囊在上挤压头和下挤压头的挤压作用下与外壳体内壁压力接触可以提高外壳体的强度,防止外壳体外壁的机械加工中受力而变形。
电机外壳的铸造模具.pdf
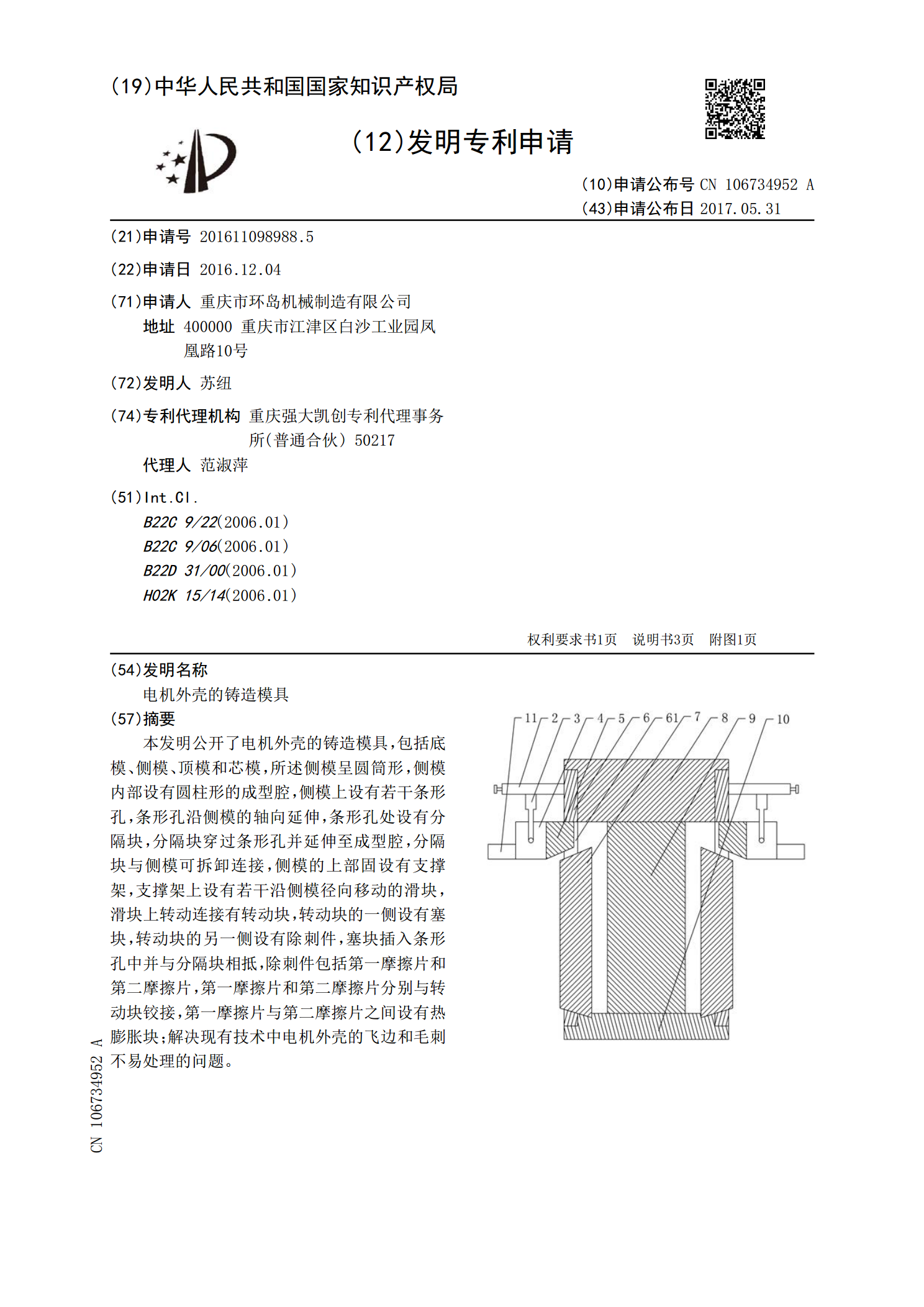
本发明公开了电机外壳的铸造模具,包括底模、侧模、顶模和芯模,所述侧模呈圆筒形,侧模内部设有圆柱形的成型腔,侧模上设有若干条形孔,条形孔沿侧模的轴向延伸,条形孔处设有分隔块,分隔块穿过条形孔并延伸至成型腔,分隔块与侧模可拆卸连接,侧模的上部固设有支撑架,支撑架上设有若干沿侧模径向移动的滑块,滑块上转动连接有转动块,转动块的一侧设有塞块,转动块的另一侧设有除刺件,塞块插入条形孔中并与分隔块相抵,除刺件包括第一摩擦片和第二摩擦片,第一摩擦片和第二摩擦片分别与转动块铰接,第一摩擦片与第二摩擦片之间设有热膨胀块;解
一种电机外壳的铸造工艺.pdf
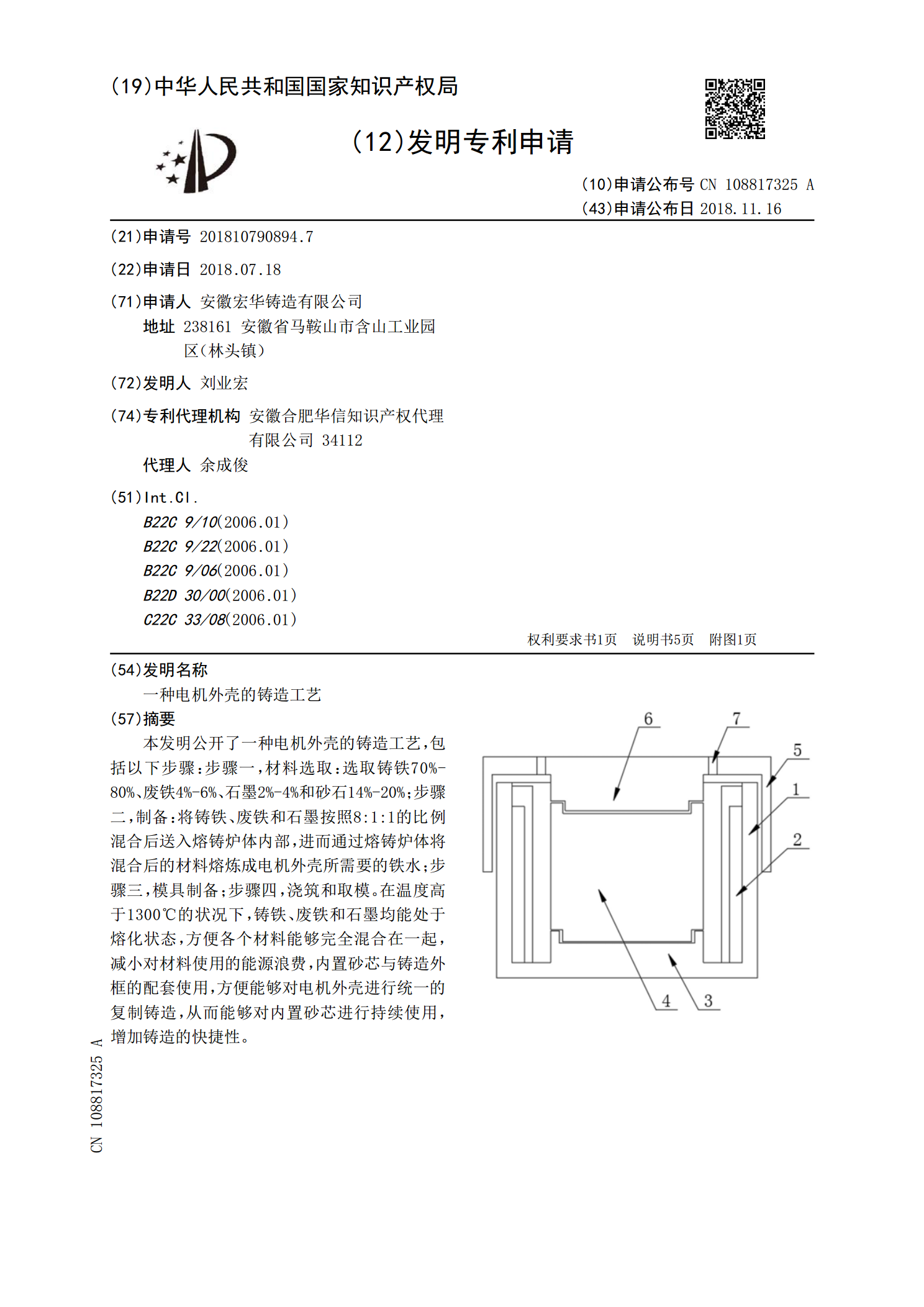
本发明公开了一种电机外壳的铸造工艺,包括以下步骤:步骤一,材料选取:选取铸铁70%‑80%、废铁4%‑6%、石墨2%‑4%和砂石14%‑20%;步骤二,制备:将铸铁、废铁和石墨按照8:1:1的比例混合后送入熔铸炉体内部,进而通过熔铸炉体将混合后的材料熔炼成电机外壳所需要的铁水;步骤三,模具制备;步骤四,浇筑和取模。在温度高于1300℃的状况下,铸铁、废铁和石墨均能处于熔化状态,方便各个材料能够完全混合在一起,减小对材料使用的能源浪费,内置砂芯与铸造外框的配套使用,方便能够对电机外壳进行统一的复制铸造,从而