
一种超薄壁无氧铜管及制备方法.pdf

雨巷****碧易


1/7
2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超薄壁无氧铜管及制备方法.pdf
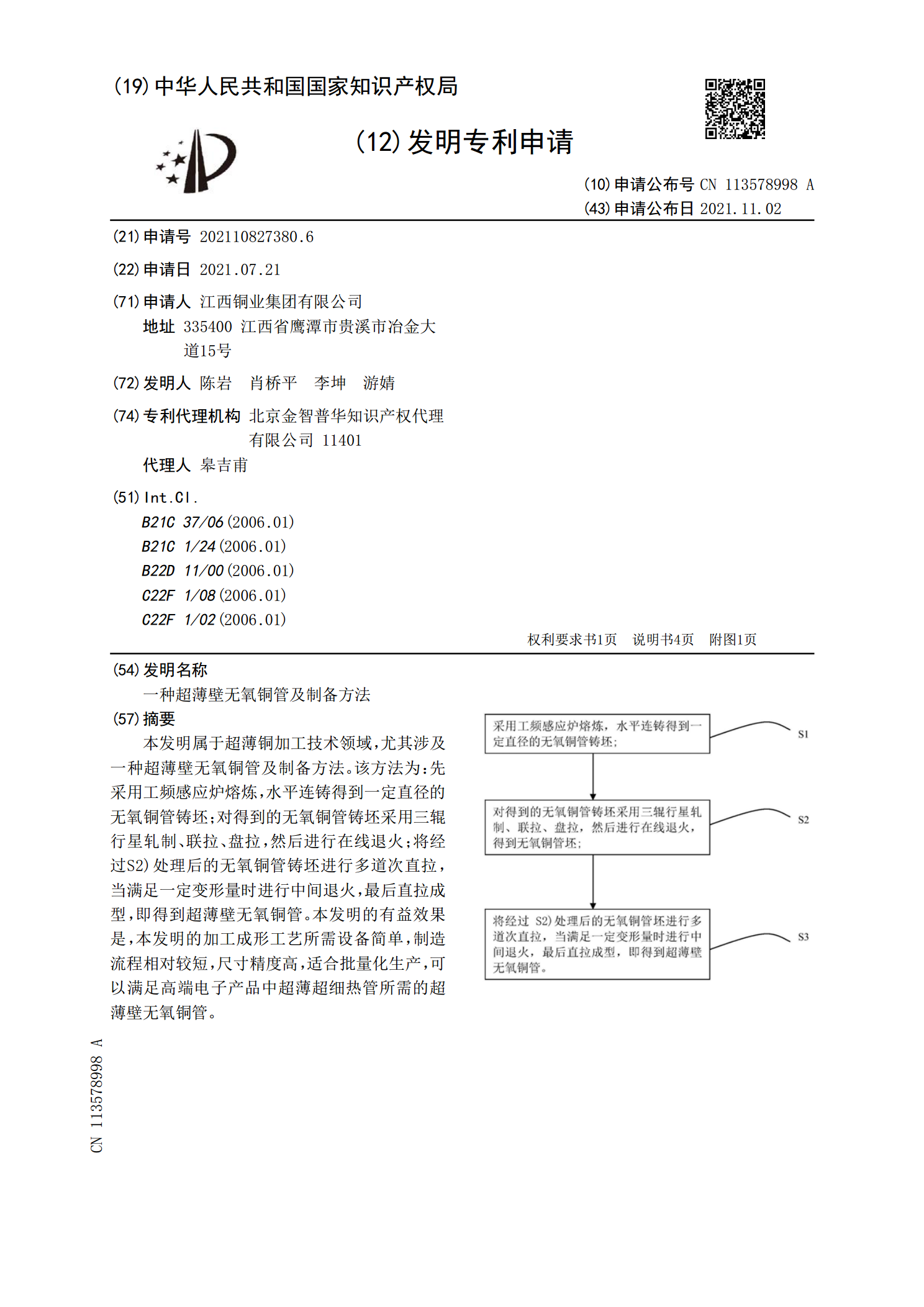
本发明属于超薄铜加工技术领域,尤其涉及一种超薄壁无氧铜管及制备方法。该方法为:先采用工频感应炉熔炼,水平连铸得到一定直径的无氧铜管铸坯;对得到的无氧铜管铸坯采用三辊行星轧制、联拉、盘拉,然后进行在线退火;将经过S2)处理后的无氧铜管铸坯进行多道次直拉,当满足一定变形量时进行中间退火,最后直拉成型,即得到超薄壁无氧铜管。本发明的有益效果是,本发明的加工成形工艺所需设备简单,制造流程相对较短,尺寸精度高,适合批量化生产,可以满足高端电子产品中超薄超细热管所需的超薄壁无氧铜管。
一种无氧铜杆的制备方法.pdf
本发明公开了一种无氧铜杆的制备方法,涉及铜杆的制取方法,其主要包括以下步骤:先将电解铜原料放入保温炉中烘烤3‑5小时,对熔炼炉进行抽真空处理,将炉温升至1240‑1300℃,然后将电解铜原料抽入熔炼炉内进行熔炼,得到铜液;将铜液引入保温炉中,在保温炉与熔炼炉之间的流槽中加入过滤板;将中空结晶器直接伸入铜液内,中空结晶器采用水隔套冷却,铜液在中空结晶器内凝结成固体,固体上端用牵伸机构牵伸制作成杆坯;在低于杆坯再结晶温度以下进行多道次拉拔,并在不同道次拉拔之间进行中间退火,得到预定直径的无氧铜杆。本发明所述一
一种无氧铜杆的制备方法.pdf
本发明公开了一种无氧铜杆的制备方法,包括如下步骤:按重量百分含量将Mn、Pr、Sr、Sn,余量为Cu混合后,加入熔炼炉中熔融制得熔融液,在熔融液表面覆盖一层石墨鳞片;将中空结晶器直接伸熔融液内,中空结晶器采用水隔套冷却,熔融液在中空结晶器内凝结成固体,固体上端用牵伸机牵伸制成无氧杆坯;将无氧杆坯经低温冷却处理和多次拉拔制得无氧铜杆。本发明从铜杆脱氧和形变的机理出发,对无氧铜杆的原料进行合理设计,并配合适宜的制备工艺,制得无氧铜杆的含氧量低、导电性能和机械性能良好,本发明制备方法简单、高率,应用前景好。
一种无氧铜杆制备方法.pdf
一种无氧铜杆制备方法,本发明涉及无氧铜杆加工技术领域;将电解铜原料送如熔炼炉中进行熔炼,熔炼温度为1200‑1300℃;将熔炼出来的铜液送入真空保温炉内,并向真空保温炉内通入还原气体,将铜液中的氧化物质进行还原处理,还原气体处理完毕后,由抽真空设备将还原气体抽出,直至真空保温炉内再次呈真空状态;利用通气管道将结晶器底部与密封式冷却水转存箱的底部相互连通,并将真空保温炉内的铜液注入结晶器内,此时将结晶器的冷却水开启,使用过后的冷却水通过排水管道与密封式冷却水转存箱连通。减少木炭的消耗量,提高除氧效果的同时,

一种水平连铸制备无氧铜的方法.pdf
本发明公开了一种水平连铸制备无氧铜的方法,其特征在于:包括以下制备步骤:1)原料配备;2)熔炼:熔化的铜液通过熔炼炉上的通流孔进入保温炉,然后进入结晶器模具;熔炼时熔炼炉熔液上方采用木炭覆盖,保温炉熔液上方采用覆盖剂覆盖;保温炉温度控制在1150~1180℃;3)通入气体:在熔炼炉和保温炉底部的炉衬材料内埋入通气设备,气体通过炉衬材料进入铜液中,气体选择惰性气体与还原性气体的混合气体,气体压力控制在0.3~0.6MPa,气体流量控制在0.1~10L/min;首次拉铸时通入气体时间不少于10min。本发明新