
一种异种合金焊接方法.pdf

冷霜****魔王

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异种合金焊接方法.pdf
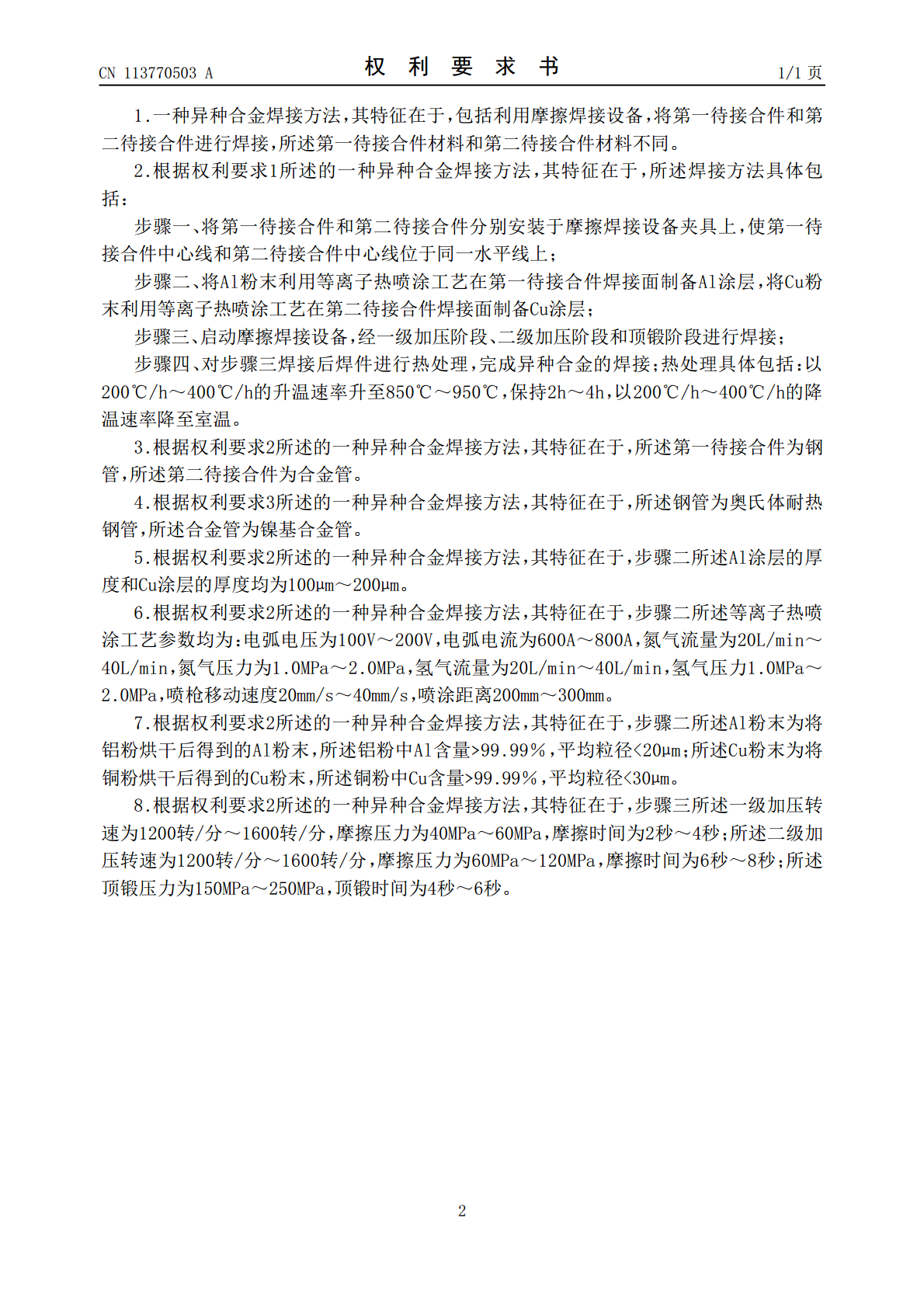
本发明提供一种异种合金焊接方法,具体包括:步骤一、将第一待接合件和第二待接合件分别安装于摩擦焊接设备夹具上,使第一待接合件中心线和第二待接合件中心线位于同一水平线上;步骤二、将Al粉末利用等离子热喷涂工艺在第一待接合件焊接面制备Al涂层,将Cu粉末利用等离子热喷涂工艺在第二待接合件焊接面制备Cu涂层;步骤三、启动摩擦焊接设备,经一级加压阶段、二级加压阶段和顶锻阶段进行焊接;步骤四、对步骤三焊接后焊件进行热处理。本发明创造性地以摩擦焊接技术制备得到异种合金,满足锅炉过热器所用管材的抗腐蚀性、抗氧化性和高温蠕

一种镁铝异种合金焊接装置及方法.pdf
本发明公开了一种镁铝异种合金焊接装置及方法,包括机箱和连接在机箱顶部的工作台,工作台顶部设有摩擦焊接机构;摩擦焊接机构通过安装件安装在龙门架上,工作台上安装有用于控制龙门架移动的第一移动机构,龙门架内设有用于带动安装件移动的第二移动机构;安装件一侧连接支撑杆,支撑杆远离安装件一端连接可调节角度的定位机构,用于确定焊接缝的位置;本发明中摩擦焊接机构和定位机构能同步移动,定位机构能确定焊接缝的位置,同时会使摩擦焊接机构的搅拌头对准焊缝,减少后续校准操作,龙门架在带动摩擦焊接机构移动时,定位机构在移动中能对镁合
一种异种司太立微量合金元素的焊接方法.pdf
本发明提供了一种异种司太立微量合金元素的焊接方法,属于焊接领域,目的是解决不锈钢在堆焊过程中的稀释率、质量稳定性及使用寿命等易出现的技术难点,本发明采用调解火焰配比和压力的方法,使在焊接过程中元素的输入和流出在一个优质的范围内,以减小焊缝及热影响区的淬硬程度,提高焊缝的耐磨耐蚀及抗裂性能同时,抑制有害成分的产生,防止产品产生M
一种异种材料的焊接方法.pdf
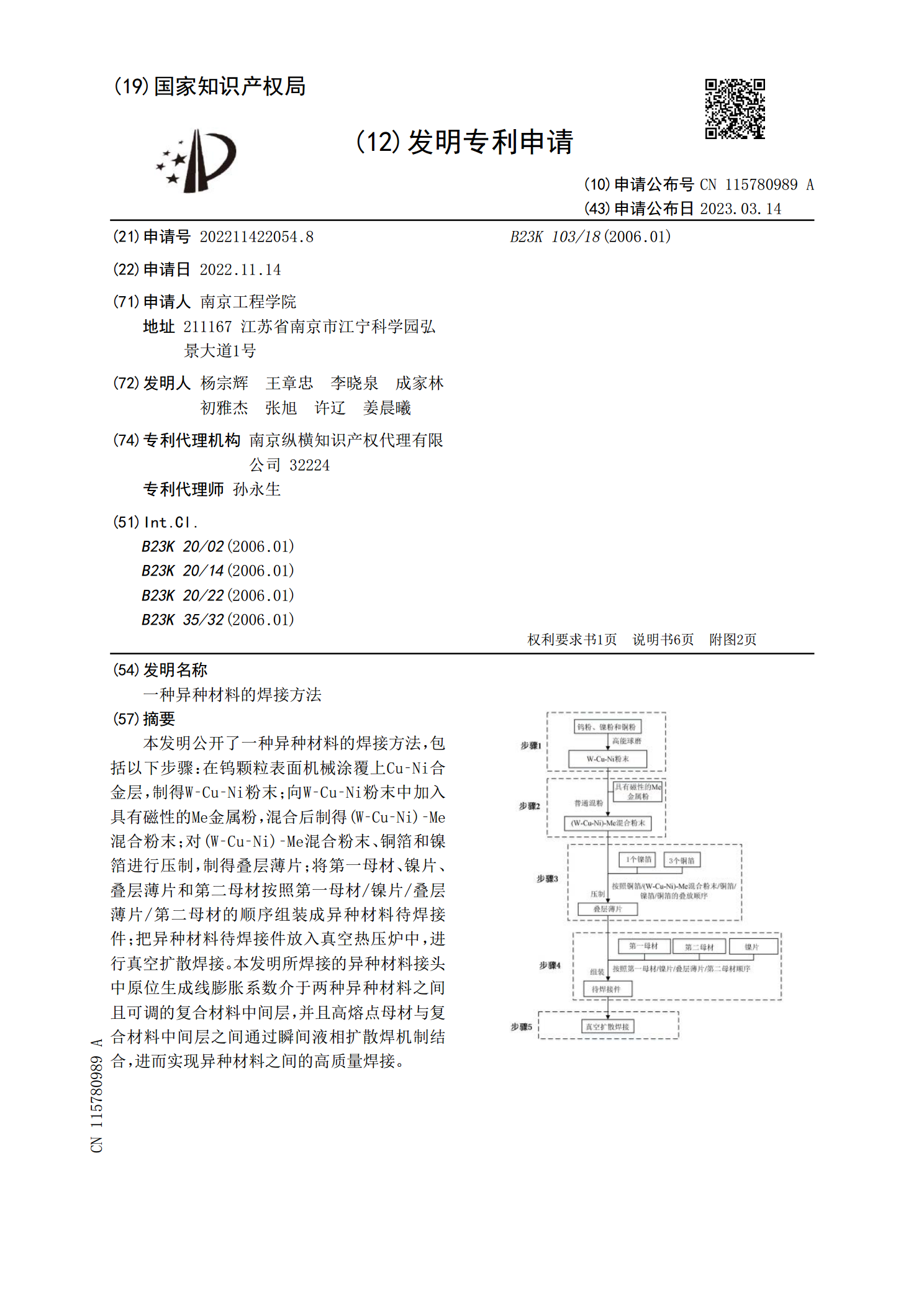
本发明公开了一种异种材料的焊接方法,包括以下步骤:在钨颗粒表面机械涂覆上Cu‑Ni合金层,制得W‑Cu‑Ni粉末;向W‑Cu‑Ni粉末中加入具有磁性的Me金属粉,混合后制得(W‑Cu‑Ni)‑Me混合粉末;对(W‑Cu‑Ni)‑Me混合粉末、铜箔和镍箔进行压制,制得叠层薄片;将第一母材、镍片、叠层薄片和第二母材按照第一母材/镍片/叠层薄片/第二母材的顺序组装成异种材料待焊接件;把异种材料待焊接件放入真空热压炉中,进行真空扩散焊接。本发明所焊接的异种材料接头中原位生成线膨胀系数介于两种异种材料之间且可调的复
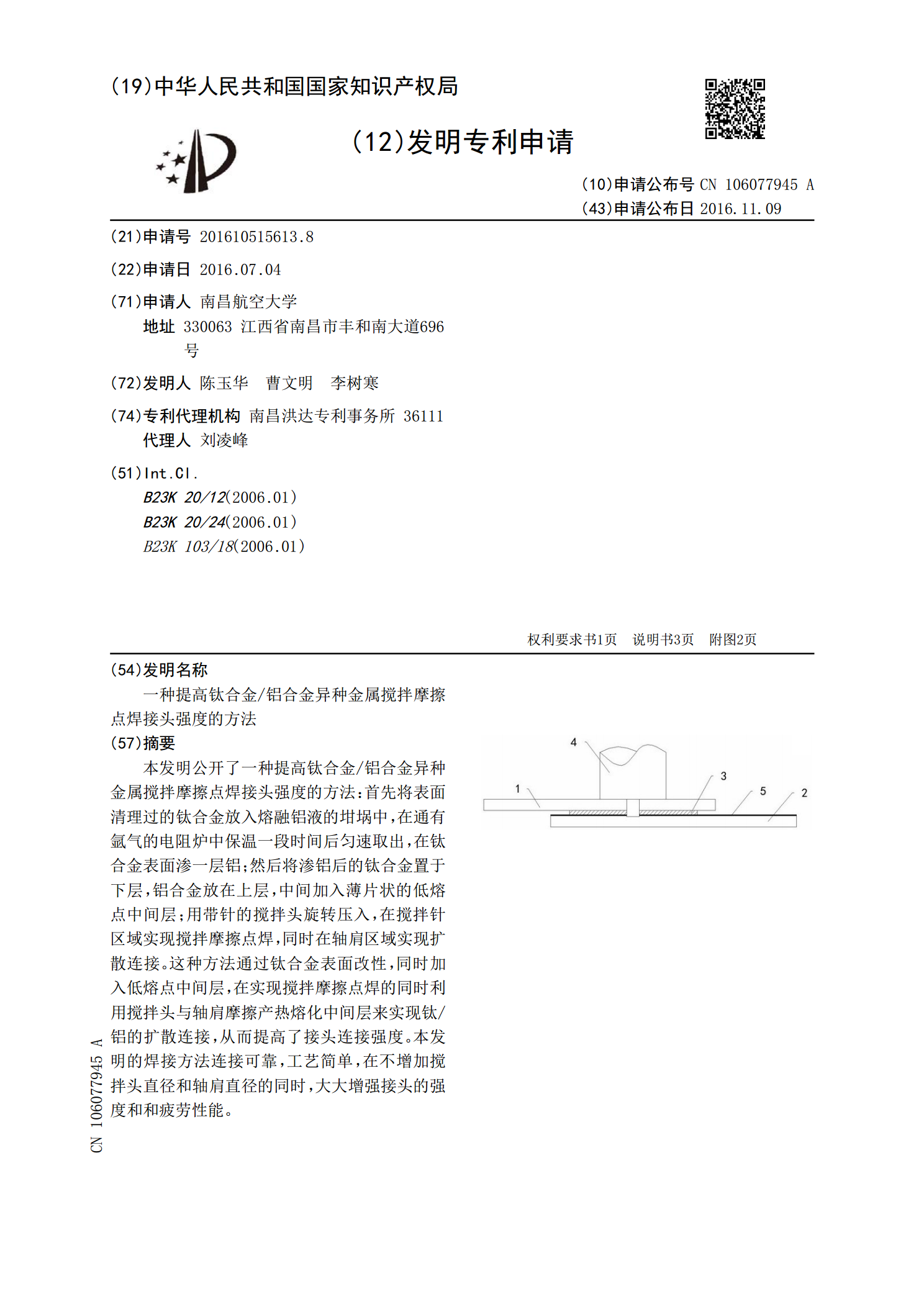
一种提高钛合金/铝合金异种金属搅拌摩擦点焊接头强度的方法.pdf
本发明公开了一种提高钛合金/铝合金异种金属搅拌摩擦点焊接头强度的方法:首先将表面清理过的钛合金放入熔融铝液的坩埚中,在通有氩气的电阻炉中保温一段时间后匀速取出,在钛合金表面渗一层铝;然后将渗铝后的钛合金置于下层,铝合金放在上层,中间加入薄片状的低熔点中间层;用带针的搅拌头旋转压入,在搅拌针区域实现搅拌摩擦点焊,同时在轴肩区域实现扩散连接。这种方法通过钛合金表面改性,同时加入低熔点中间层,在实现搅拌摩擦点焊的同时利用搅拌头与轴肩摩擦产热熔化中间层来实现钛/铝的扩散连接,从而提高了接头连接强度。本发明的焊接方