
一种提高钛合金/铝合金异种金属搅拌摩擦点焊接头强度的方法.pdf

努力****元恺

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高钛合金/铝合金异种金属搅拌摩擦点焊接头强度的方法.pdf
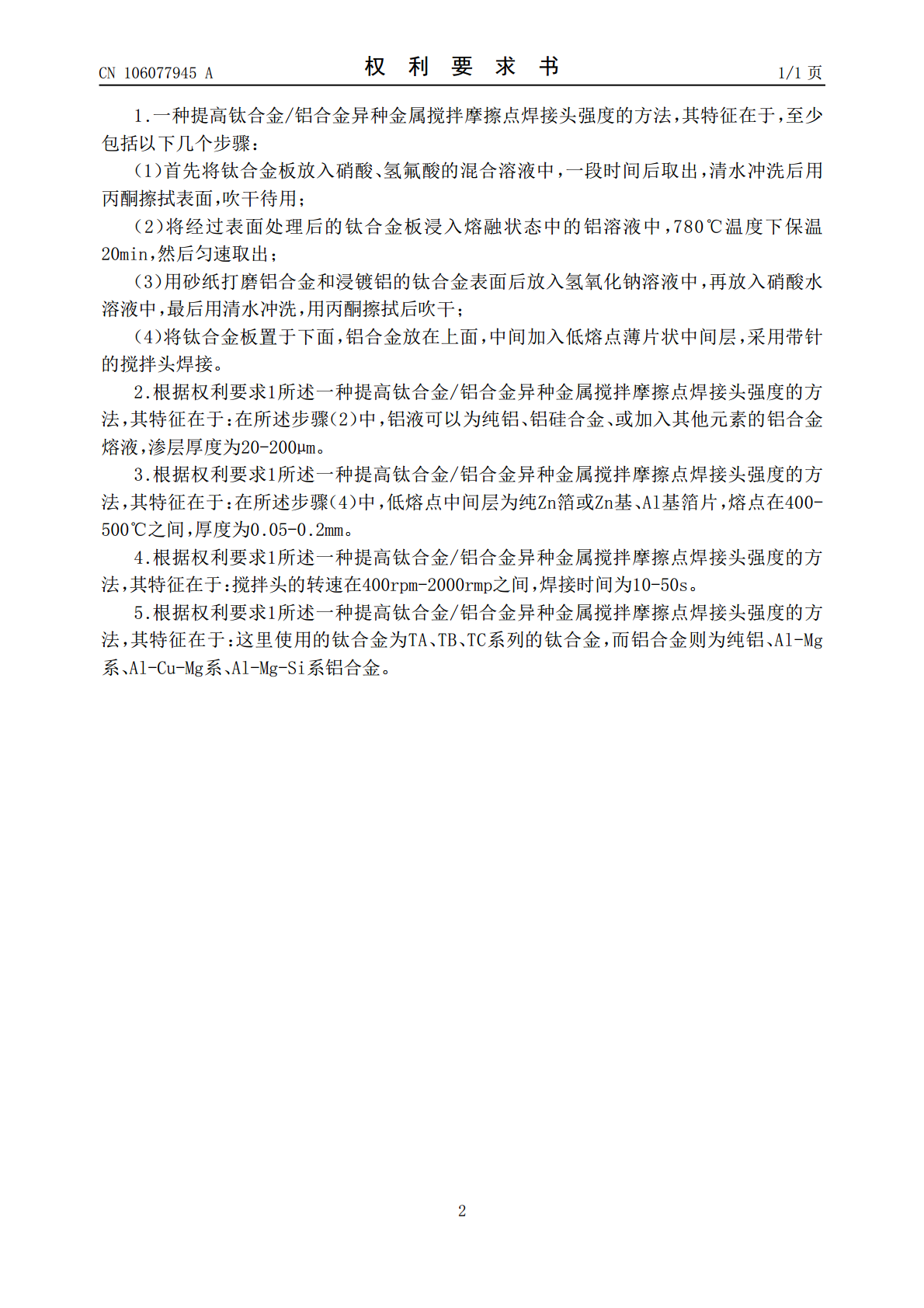
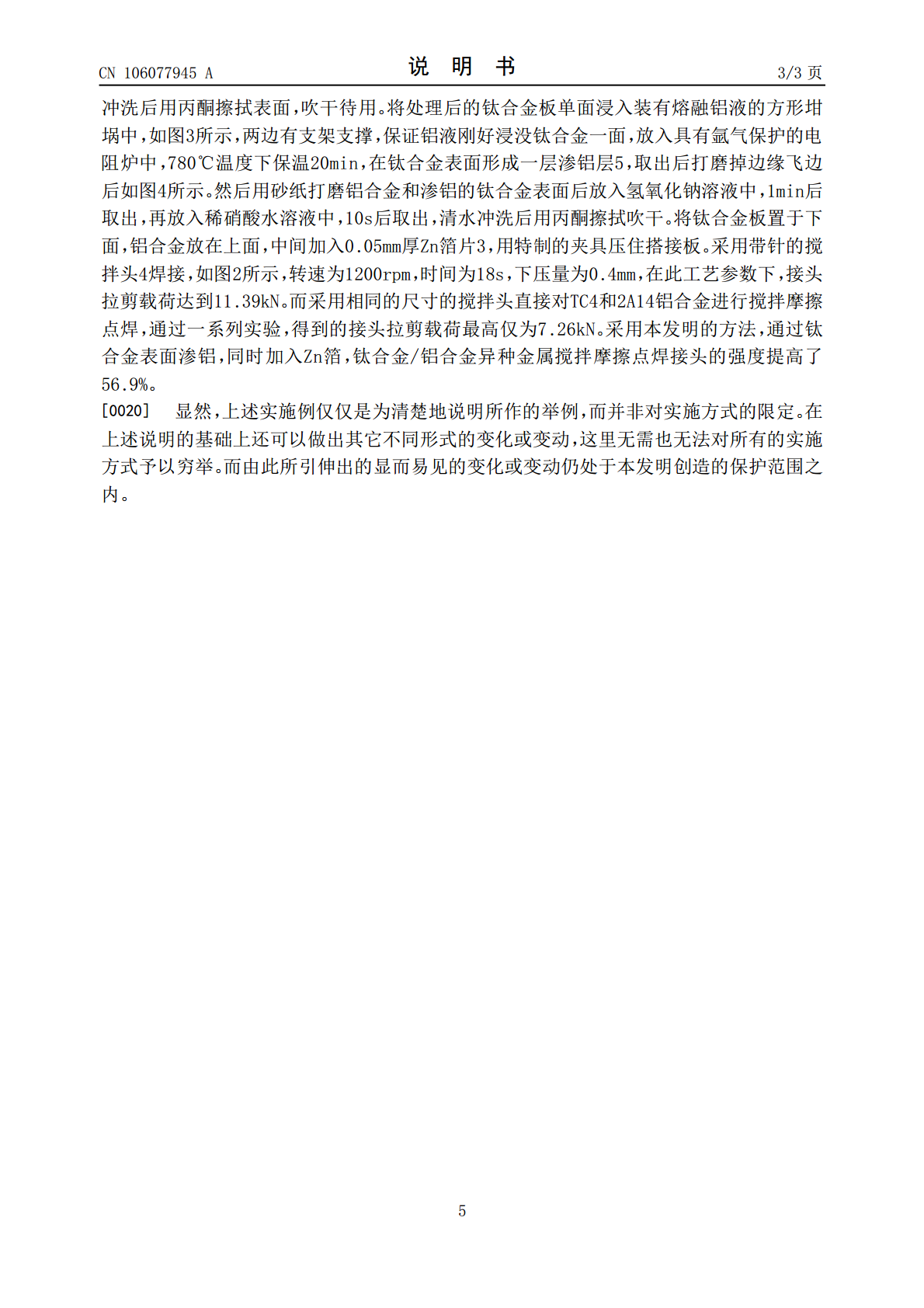
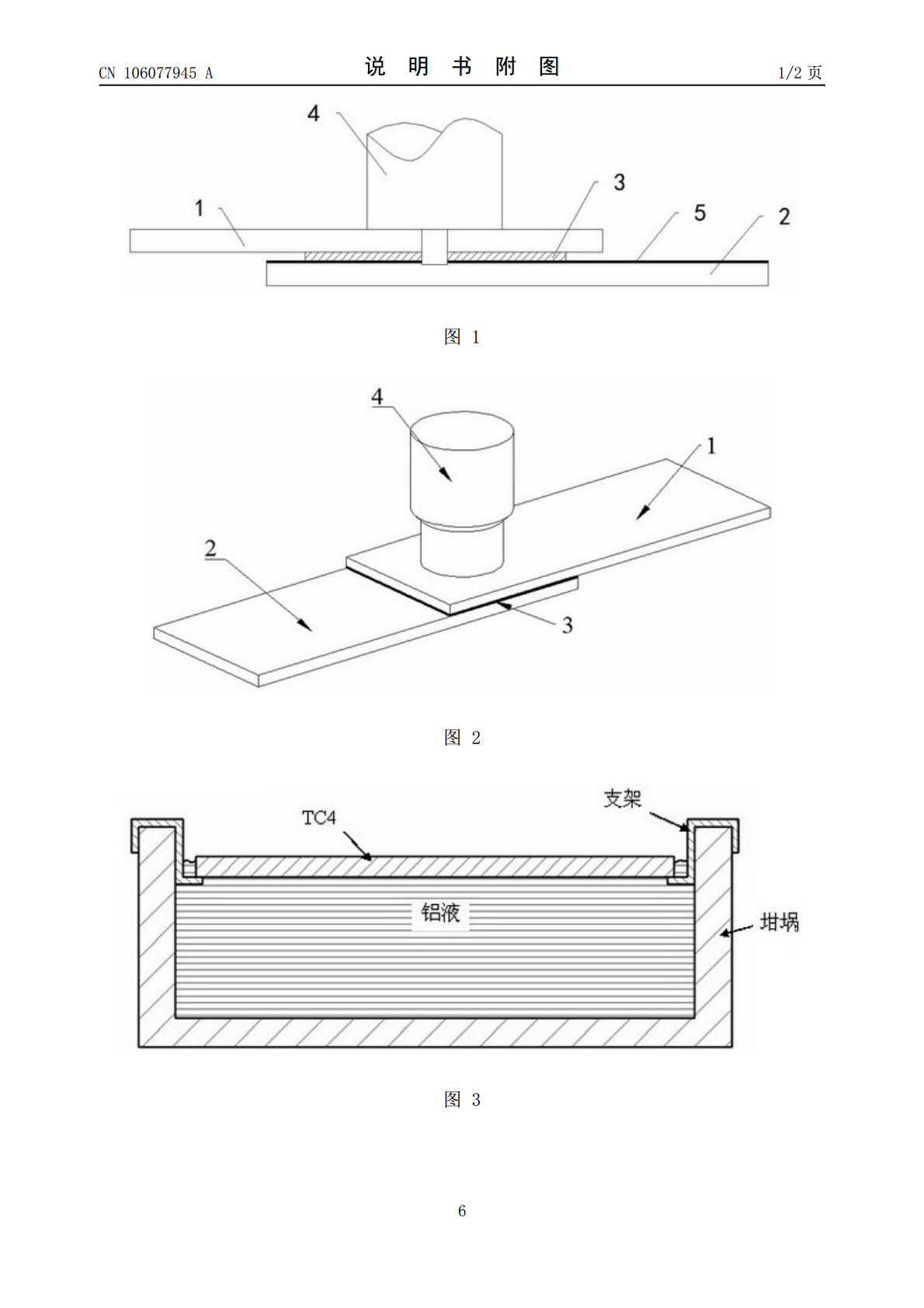
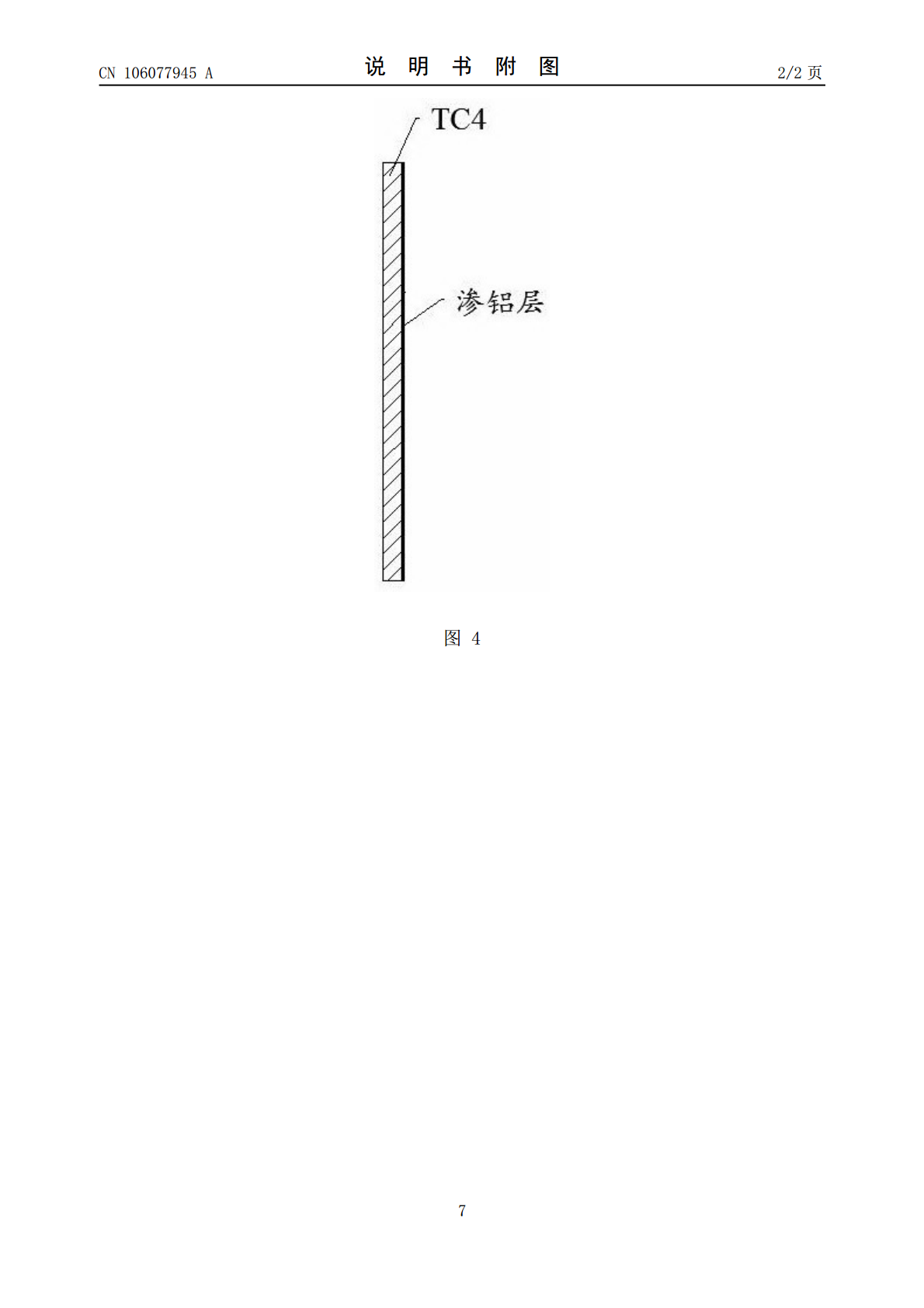
本发明公开了一种提高钛合金/铝合金异种金属搅拌摩擦点焊接头强度的方法:首先将表面清理过的钛合金放入熔融铝液的坩埚中,在通有氩气的电阻炉中保温一段时间后匀速取出,在钛合金表面渗一层铝;然后将渗铝后的钛合金置于下层,铝合金放在上层,中间加入薄片状的低熔点中间层;用带针的搅拌头旋转压入,在搅拌针区域实现搅拌摩擦点焊,同时在轴肩区域实现扩散连接。这种方法通过钛合金表面改性,同时加入低熔点中间层,在实现搅拌摩擦点焊的同时利用搅拌头与轴肩摩擦产热熔化中间层来实现钛/铝的扩散连接,从而提高了接头连接强度。本发明的焊接方
一种增加软质金属和硬质金属异种材料回填式搅拌摩擦点焊接头强度的焊接方法.pdf
一种增加软质金属和硬质金属异种材料回填式搅拌摩擦点焊接头强度的焊接方法,属于焊接技术领域。技术要点为:母材表面预处理;硬质高熔点金属搭接表面毛化处理:通过对硬质高熔点金属搭接表面进行毛化处理,使硬质高熔点金属的搭接表面均匀分布细小的凹凸结构,增加搭接表面粗糙度;焊接方法:焊接时将软质低熔点金属与硬质高熔点金属组成软质低熔点金属在上、硬质高熔点金属在下的搭接接头,焊接参数为:搅拌套扎入最大扎入深度位于硬质高熔点金属搭接表上表面0.05mm‑0.2mm,中间停留一定时间;进行回填式搅拌摩擦点焊。本发明用于异种
一种用于异种金属无针搅拌摩擦点焊的方法.pdf
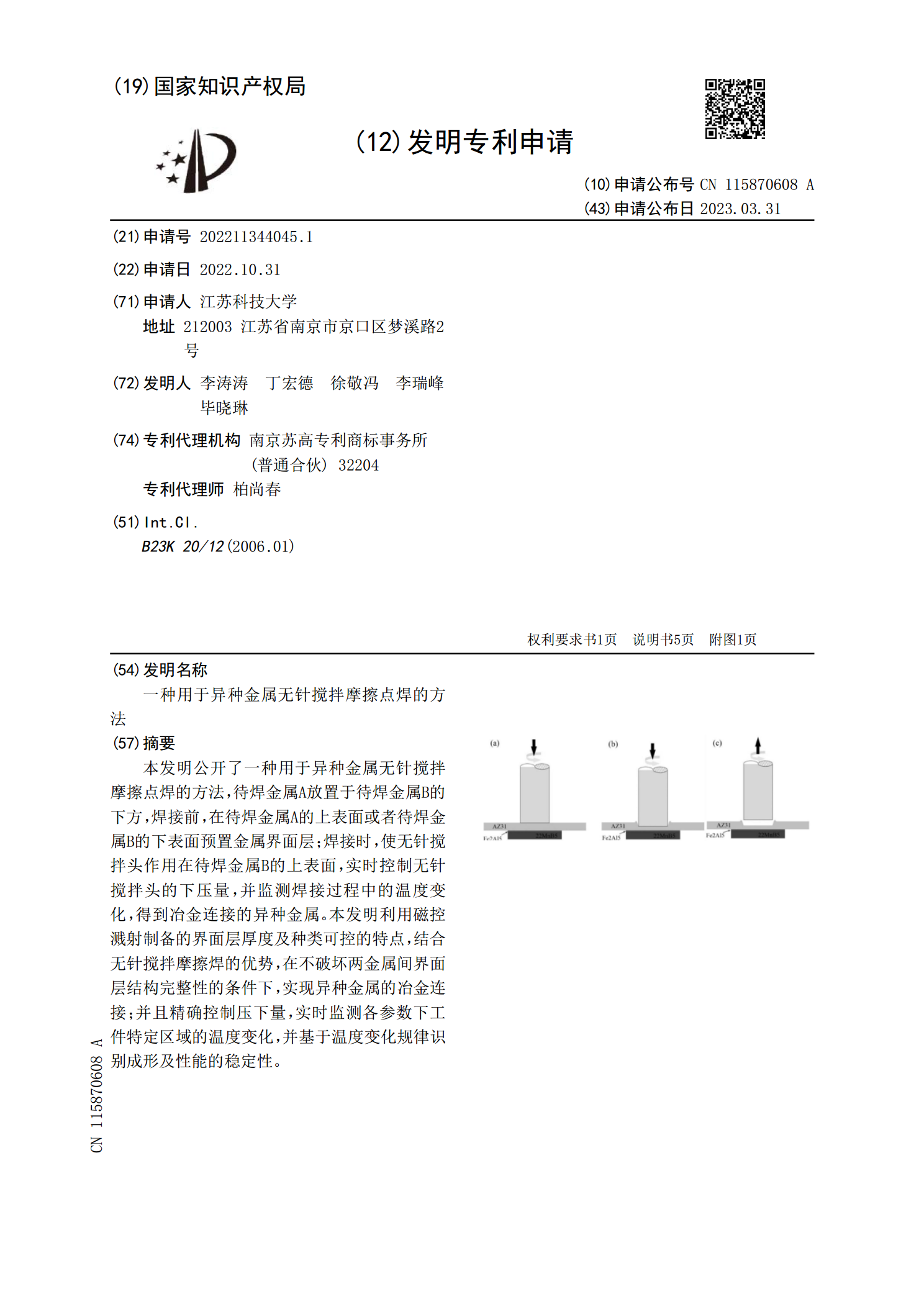
本发明公开了一种用于异种金属无针搅拌摩擦点焊的方法,待焊金属A放置于待焊金属B的下方,焊接前,在待焊金属A的上表面或者待焊金属B的下表面预置金属界面层;焊接时,使无针搅拌头作用在待焊金属B的上表面,实时控制无针搅拌头的下压量,并监测焊接过程中的温度变化,得到冶金连接的异种金属。本发明利用磁控溅射制备的界面层厚度及种类可控的特点,结合无针搅拌摩擦焊的优势,在不破坏两金属间界面层结构完整性的条件下,实现异种金属的冶金连接;并且精确控制压下量,实时监测各参数下工件特定区域的温度变化,并基于温度变化规律识别成形及

一种搅拌摩擦点焊机和搅拌摩擦点焊方法.pdf
一种搅拌摩擦点焊机,其静止轴肩由单独一台电机驱动上下运动;静止轴肩的底部有由高热导率金属板材制成的底盖封闭的冷却介质通道。用该点焊机进行搅拌摩擦点焊时,电机通过驱动静止轴肩向下移动,对工件施压,用冷却介质对焊接区表面进行冷却;利用置于工件下部的超声波发生器使工件板面产生振动;使搅拌头转动并下扎穿透上板;搅拌头穿透上板后停留一定时间后回抽;静止轴肩待冷却介质继续施加一定时间后与工件脱离接触回撤;超声继续振动一定时间后停止。本发明的有益效果是:焊接区无二次钩状缺陷和变形,焊核底部材料流动加强,原子扩散行为改善
搅拌摩擦点焊装置及搅拌摩擦点焊方法.pdf
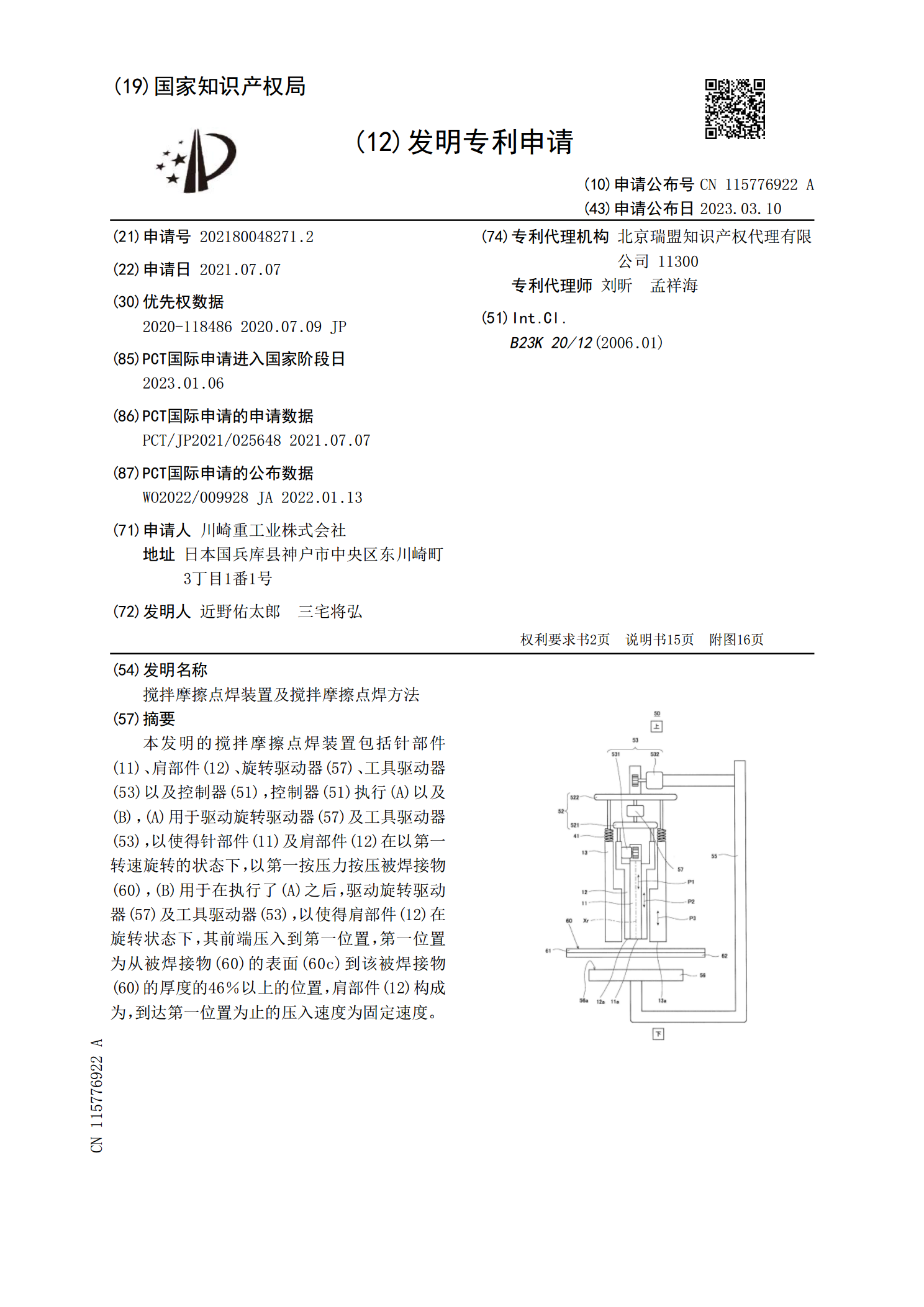
本发明的搅拌摩擦点焊装置包括针部件(11)、肩部件(12)、旋转驱动器(57)、工具驱动器(53)以及控制器(51),控制器(51)执行(A)以及(B),(A)用于驱动旋转驱动器(57)及工具驱动器(53),以使得针部件(11)及肩部件(12)在以第一转速旋转的状态下,以第一按压力按压被焊接物(60),(B)用于在执行了(A)之后,驱动旋转驱动器(57)及工具驱动器(53),以使得肩部件(12)在旋转状态下,其前端压入到第一位置,第一位置为从被焊接物(60)的表面(60c)到该被焊接物(60)的厚度的46