
一种异种司太立微量合金元素的焊接方法.pdf

书生****萌哒

1/8
2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异种司太立微量合金元素的焊接方法.pdf
本发明提供了一种异种司太立微量合金元素的焊接方法,属于焊接领域,目的是解决不锈钢在堆焊过程中的稀释率、质量稳定性及使用寿命等易出现的技术难点,本发明采用调解火焰配比和压力的方法,使在焊接过程中元素的输入和流出在一个优质的范围内,以减小焊缝及热影响区的淬硬程度,提高焊缝的耐磨耐蚀及抗裂性能同时,抑制有害成分的产生,防止产品产生M
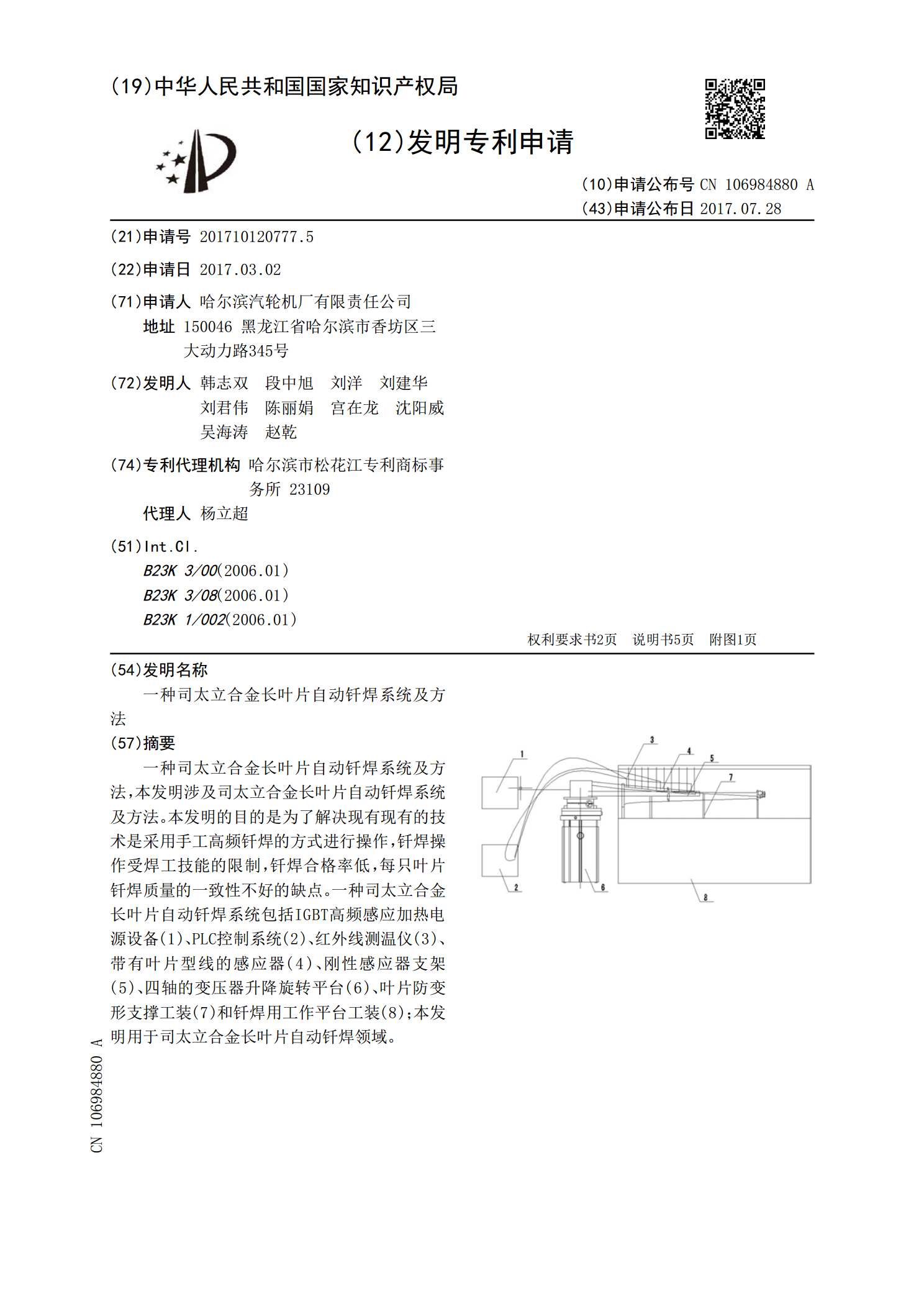
一种司太立合金长叶片自动钎焊系统及方法.pdf
一种司太立合金长叶片自动钎焊系统及方法,本发明涉及司太立合金长叶片自动钎焊系统及方法。本发明的目的是为了解决现有现有的技术是采用手工高频钎焊的方式进行操作,钎焊操作受焊工技能的限制,钎焊合格率低,每只叶片钎焊质量的一致性不好的缺点。一种司太立合金长叶片自动钎焊系统包括IGBT高频感应加热电源设备(1)、PLC控制系统(2)、红外线测温仪(3)、带有叶片型线的感应器(4)、刚性感应器支架(5)、四轴的变压器升降旋转平台(6)、叶片防变形支撑工装(7)和钎焊用工作平台工装(8);本发明用于司太立合金长叶片自动
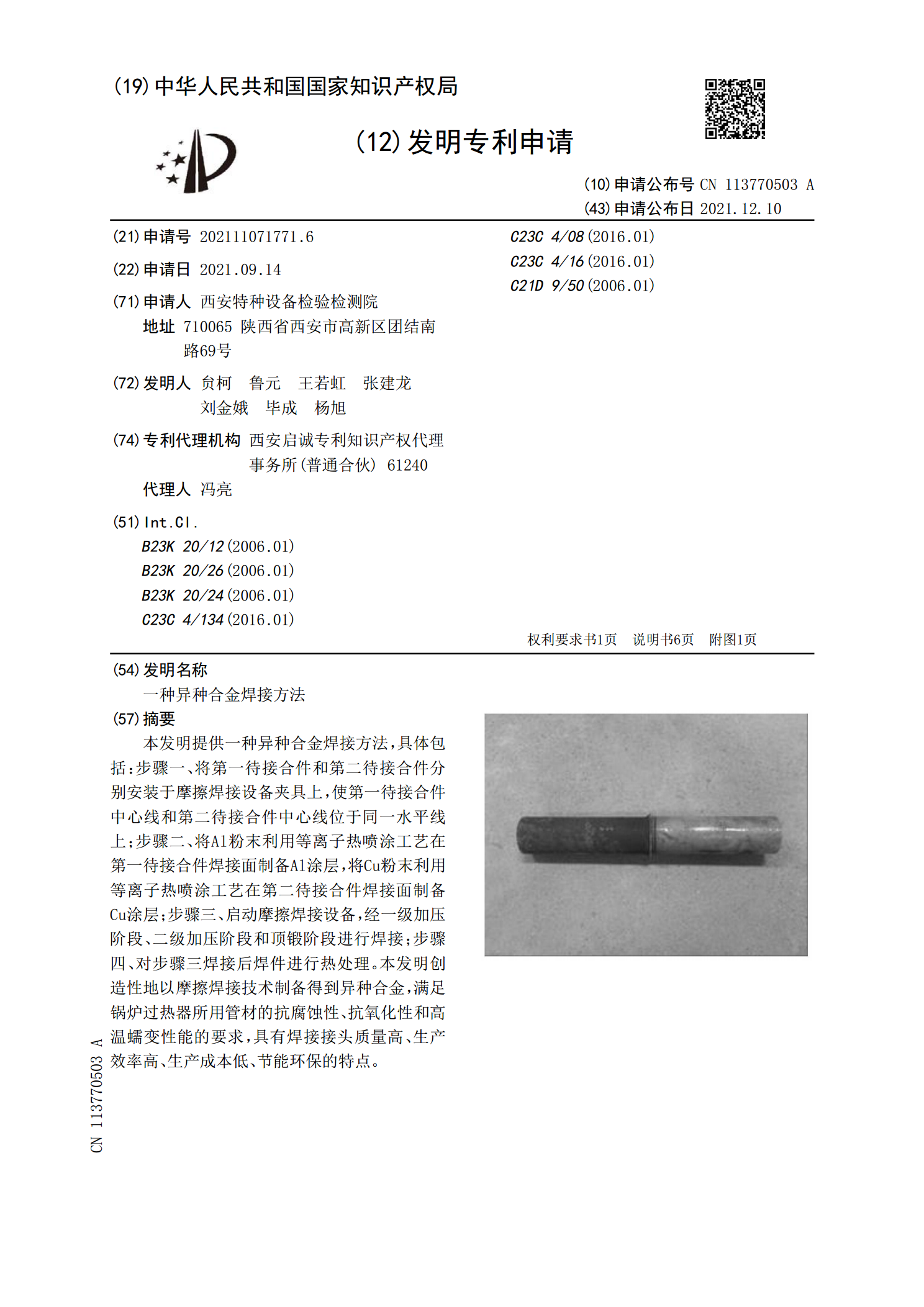
一种异种合金焊接方法.pdf
本发明提供一种异种合金焊接方法,具体包括:步骤一、将第一待接合件和第二待接合件分别安装于摩擦焊接设备夹具上,使第一待接合件中心线和第二待接合件中心线位于同一水平线上;步骤二、将Al粉末利用等离子热喷涂工艺在第一待接合件焊接面制备Al涂层,将Cu粉末利用等离子热喷涂工艺在第二待接合件焊接面制备Cu涂层;步骤三、启动摩擦焊接设备,经一级加压阶段、二级加压阶段和顶锻阶段进行焊接;步骤四、对步骤三焊接后焊件进行热处理。本发明创造性地以摩擦焊接技术制备得到异种合金,满足锅炉过热器所用管材的抗腐蚀性、抗氧化性和高温蠕

司太立合金性能.doc
司太立合金介绍司太立(Stellite)是一种能耐各种类型磨损和腐蚀以及高温氧化的硬质合金。即通常所说的钴基合金,司太立合金由美国人ElwoodHayness于1907年发明。司太立合金是以钴作为主要成分,含有相当数量的镍、铬、钨和少量的钼、铌、钽、钛、镧等合金元素,偶而也还含有铁的一类合金。根据合金中成分不同,它们可以制成焊丝,粉末用于硬面堆焊,热喷涂、喷焊等工艺,也可以制成铸锻件和粉末冶金件。铸棒连铸生产线,直径为-8.0mm的钴基、镍基系列合金,成分均匀,无偏析,杂质含量少,表面光洁,直径公差小,长
低压动叶片焊接司太立合金片消缺工序的加工方法.pdf
低压动叶片焊接司太立合金片消缺工序的加工方法,属于汽轮机低压动叶片加工领域。解决了现有的焊接叶片消缺工序的加工方法需进行多次钎焊合格率低的问题。本发明包括如下过程,步骤一、将待消缺的动叶片平放至水平工作台案;步骤二、利用酒精棉将待消缺的动叶片与司太立合金片之间的焊缝内、背弧清理干净;步骤三、对焊缝进行预热;步骤四、使钎剂覆盖预热后的焊缝;步骤五、利用焊炬的中性焰继续对被钎剂覆盖过的焊缝进行加热,至焊缝内钎料微熔化时,利用沾有钎剂的焊丝对焊缝进行焊接,从而完成对低压动叶片焊接司太立合金片消缺工序的操作。主要