
一种异种材料的焊接方法.pdf

是你****枝呀

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异种材料的焊接方法.pdf
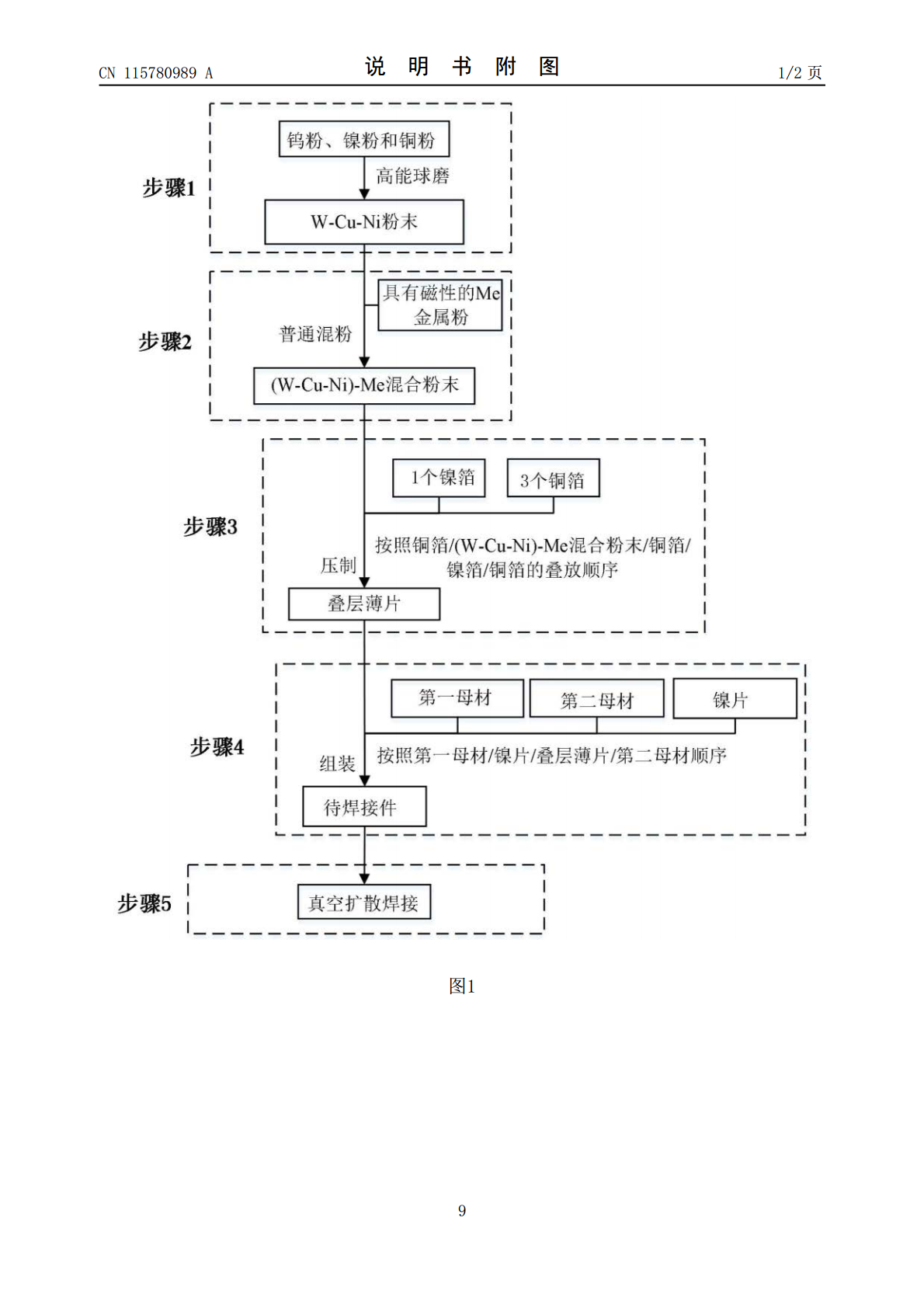
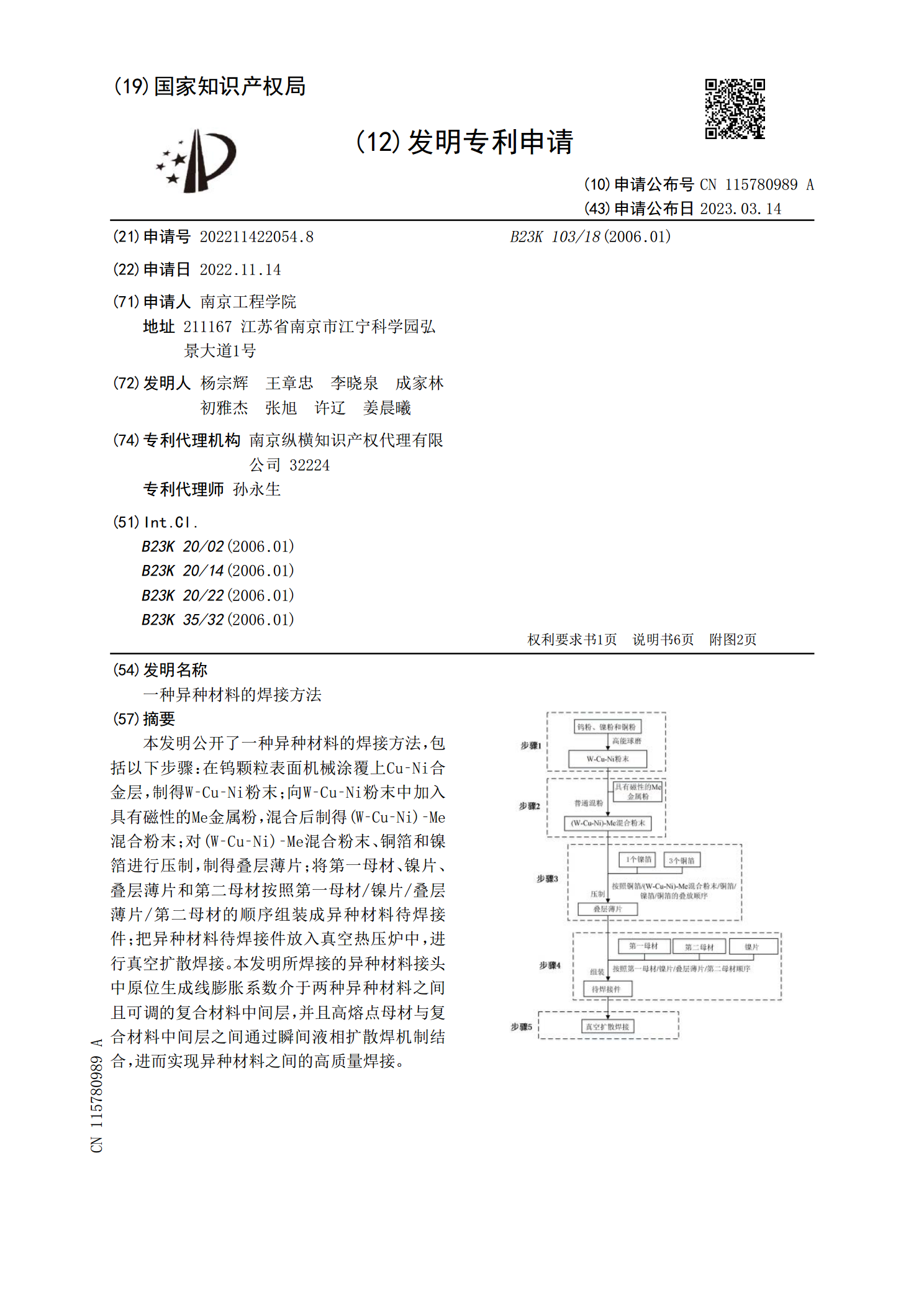
本发明公开了一种异种材料的焊接方法,包括以下步骤:在钨颗粒表面机械涂覆上Cu‑Ni合金层,制得W‑Cu‑Ni粉末;向W‑Cu‑Ni粉末中加入具有磁性的Me金属粉,混合后制得(W‑Cu‑Ni)‑Me混合粉末;对(W‑Cu‑Ni)‑Me混合粉末、铜箔和镍箔进行压制,制得叠层薄片;将第一母材、镍片、叠层薄片和第二母材按照第一母材/镍片/叠层薄片/第二母材的顺序组装成异种材料待焊接件;把异种材料待焊接件放入真空热压炉中,进行真空扩散焊接。本发明所焊接的异种材料接头中原位生成线膨胀系数介于两种异种材料之间且可调的复
一种异种合金焊接方法.pdf
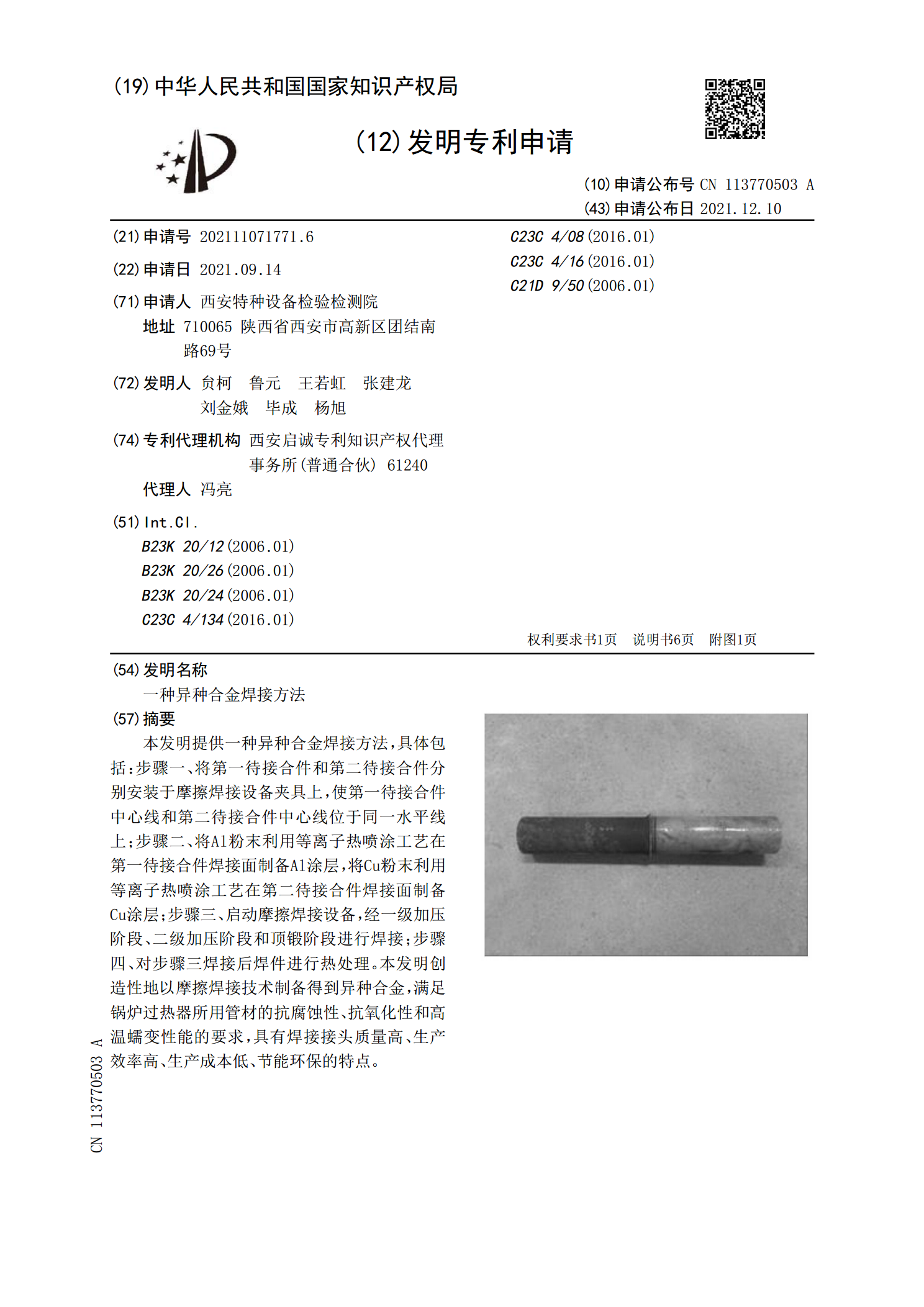
本发明提供一种异种合金焊接方法,具体包括:步骤一、将第一待接合件和第二待接合件分别安装于摩擦焊接设备夹具上,使第一待接合件中心线和第二待接合件中心线位于同一水平线上;步骤二、将Al粉末利用等离子热喷涂工艺在第一待接合件焊接面制备Al涂层,将Cu粉末利用等离子热喷涂工艺在第二待接合件焊接面制备Cu涂层;步骤三、启动摩擦焊接设备,经一级加压阶段、二级加压阶段和顶锻阶段进行焊接;步骤四、对步骤三焊接后焊件进行热处理。本发明创造性地以摩擦焊接技术制备得到异种合金,满足锅炉过热器所用管材的抗腐蚀性、抗氧化性和高温蠕
一种异种钢板成功MIG焊接的焊接方法.pdf
本发明提供一种异种钢板成功MIG焊接的焊接方法,包括以下制备步骤:S1:将Q690钢与2507不锈钢的待焊接件的焊接面上加工截面为X型坡口;S2:对待焊接件加工的坡口表面进行探伤检测;S3:双面焊第一道焊接,钨极置于焊材同一水平面;S4:对第一道焊接完成后的焊接钢板进行观察,合格则进行后续步骤;S5:焊接完后冷却,等待冷却至160℃以下时进行反面焊接;S6:双面焊第二面焊接,钨极置于焊材同一水平面左右进行反面焊接,焊接速度1mm/s,电流135‑145A,电压11V左右.焊丝直径Ф1.0,喷嘴孔径Ф8~1
一种用于同异种材料磁脉冲焊接的动态焊接窗口构建方法.pdf
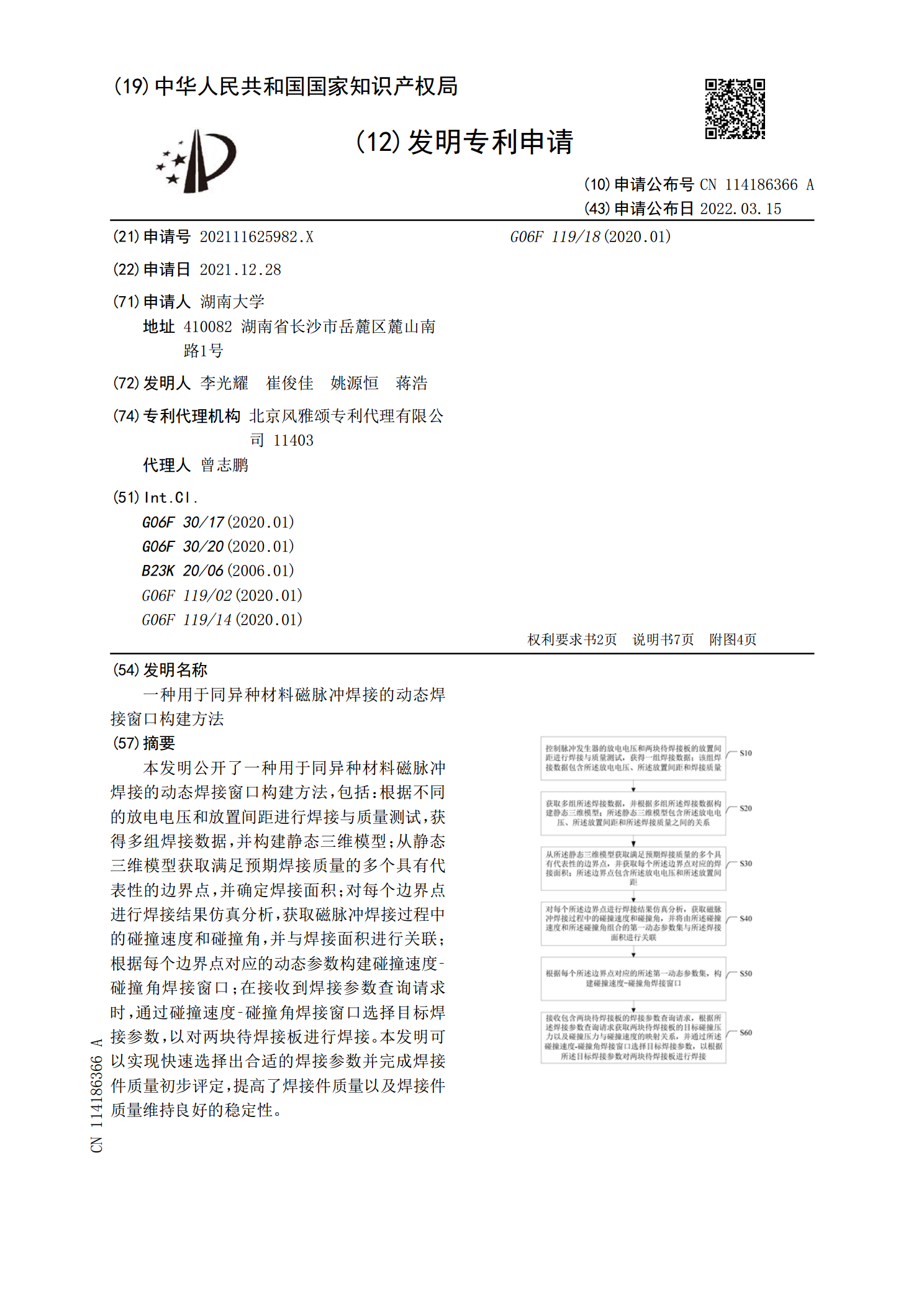
本发明公开了一种用于同异种材料磁脉冲焊接的动态焊接窗口构建方法,包括:根据不同的放电电压和放置间距进行焊接与质量测试,获得多组焊接数据,并构建静态三维模型;从静态三维模型获取满足预期焊接质量的多个具有代表性的边界点,并确定焊接面积;对每个边界点进行焊接结果仿真分析,获取磁脉冲焊接过程中的碰撞速度和碰撞角,并与焊接面积进行关联;根据每个边界点对应的动态参数构建碰撞速度‑碰撞角焊接窗口;在接收到焊接参数查询请求时,通过碰撞速度‑碰撞角焊接窗口选择目标焊接参数,以对两块待焊接板进行焊接。本发明可以实现快速选择出

铜及其与异种材料的焊接工艺及焊接方法.doc
铜及其与异种材料旳焊接铜具有优良旳导电性、导热性、耐腐蚀性、延展性及一定旳强度等特性。在纯铜(紫铜)中添加10余种合金元素,形成固溶体旳各类铜合金,如加锌为黄铜;加镍为白铜;加硅为硅青铜;加铝为铝青铜等。铜及铜合金可用钎焊、电阻焊等工艺措施实现连接,在工业发达旳今天、熔焊已占据主导地位。用焊条电弧焊、TIG焊、MIG焊等工艺措施轻易实现铜及铜合金旳焊接。影响铜及铜合金焊接性旳工艺难点重要有四项元素:一是高导热率旳影响。铜旳热导热率比碳钢大7-11倍,当采用旳工艺参数与焊接同厚度碳钢差不多时,则铜材很难熔化