
一种镁铝异种合金焊接装置及方法.pdf

是你****平呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种镁铝异种合金焊接装置及方法.pdf
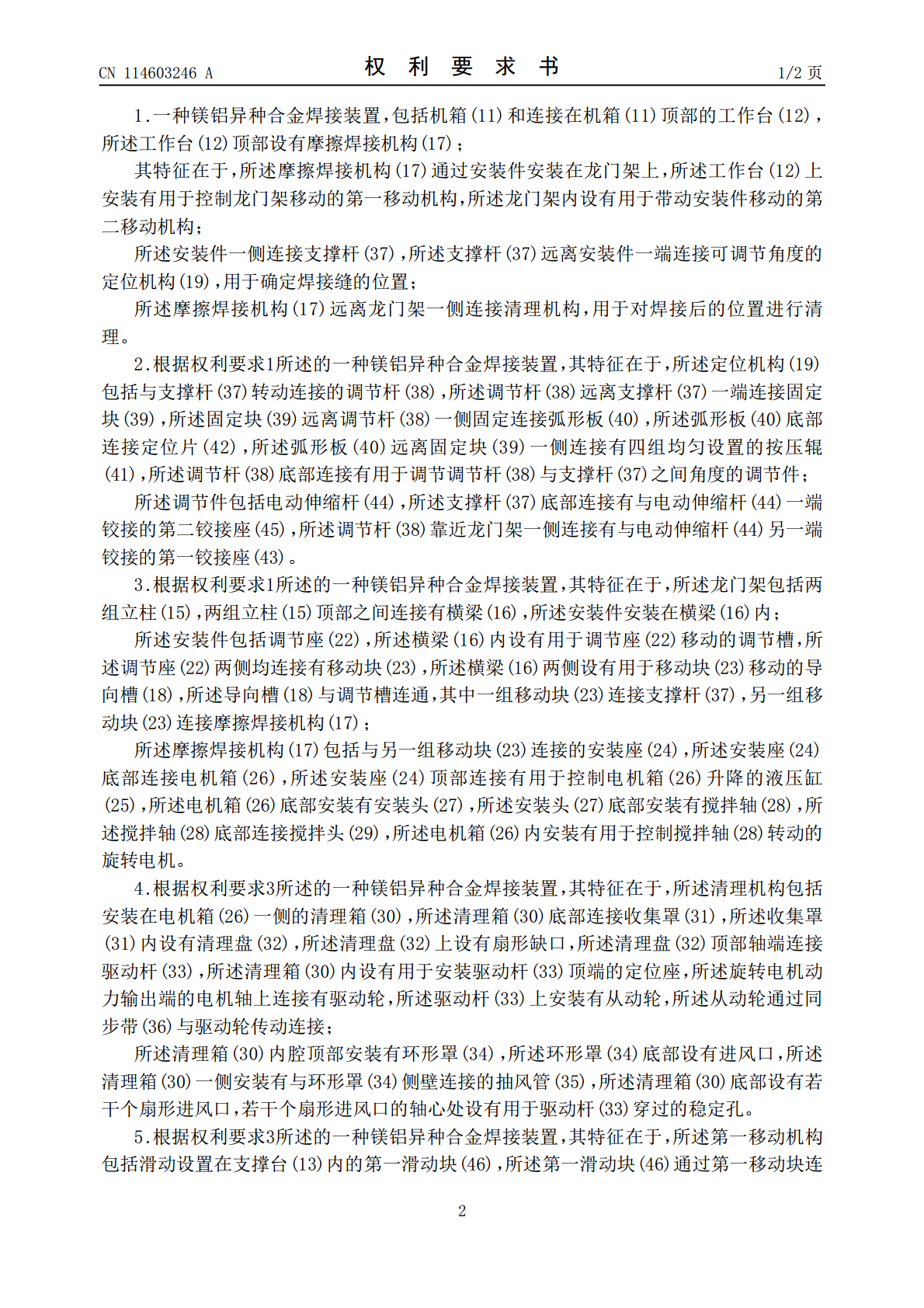
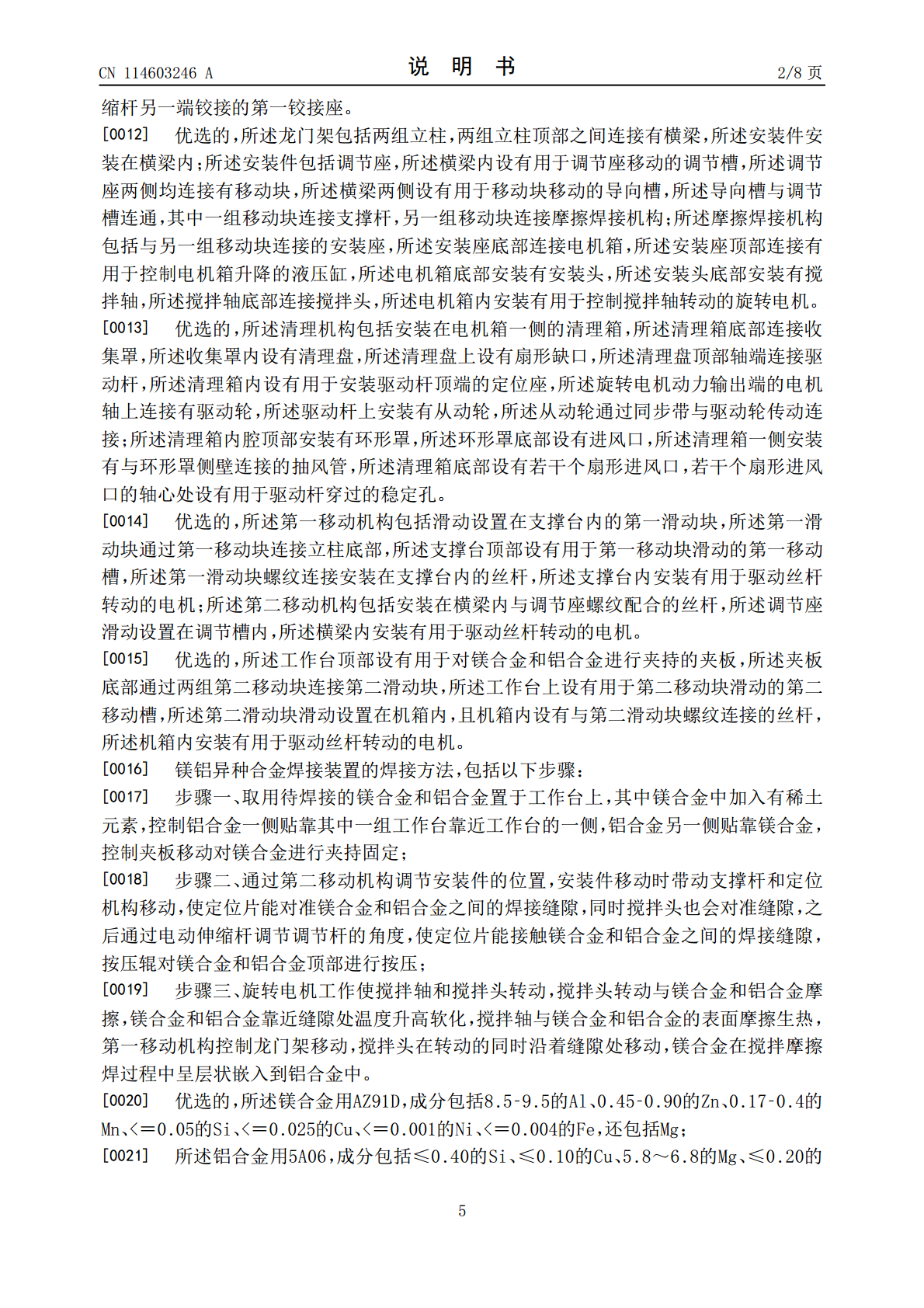
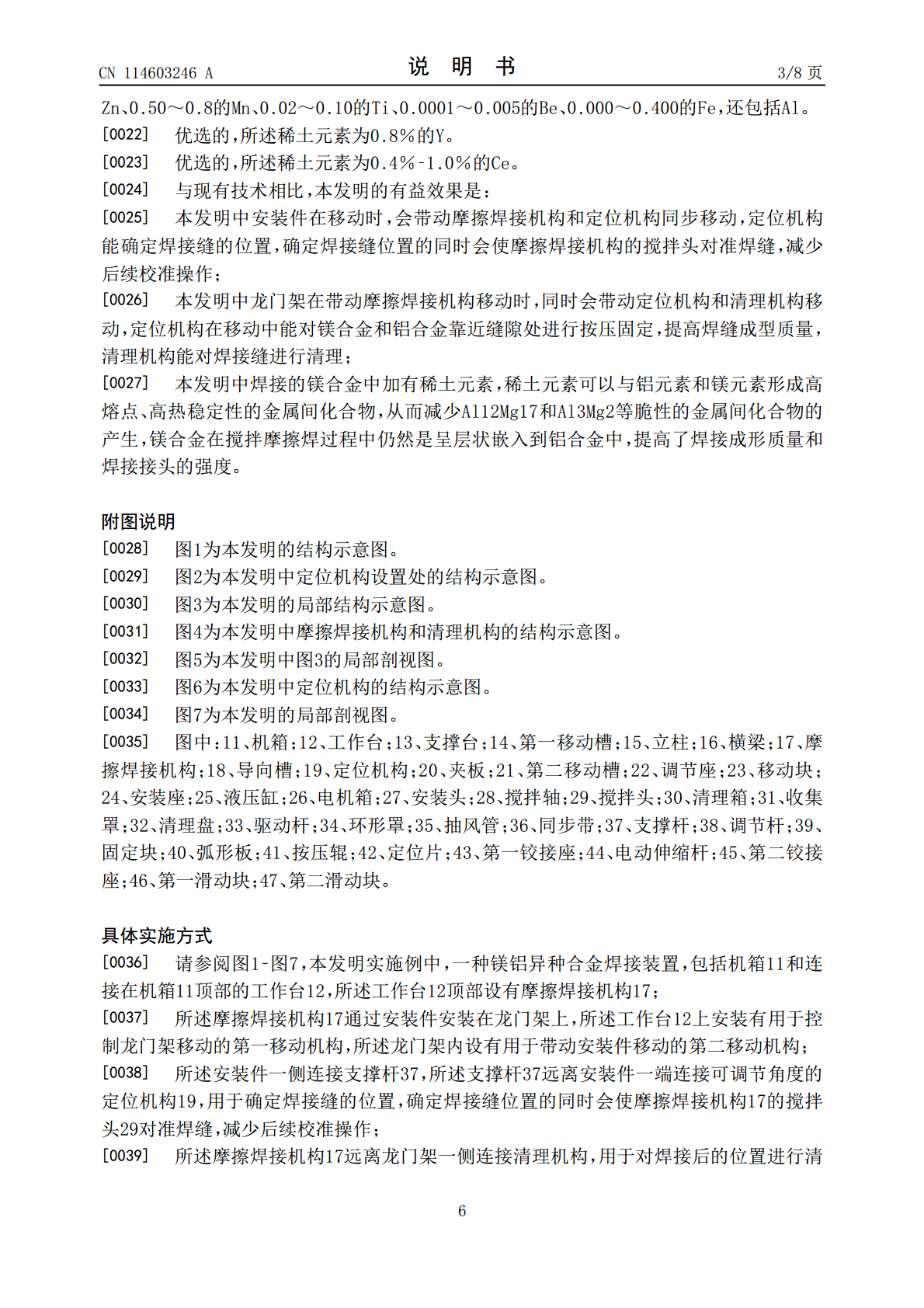
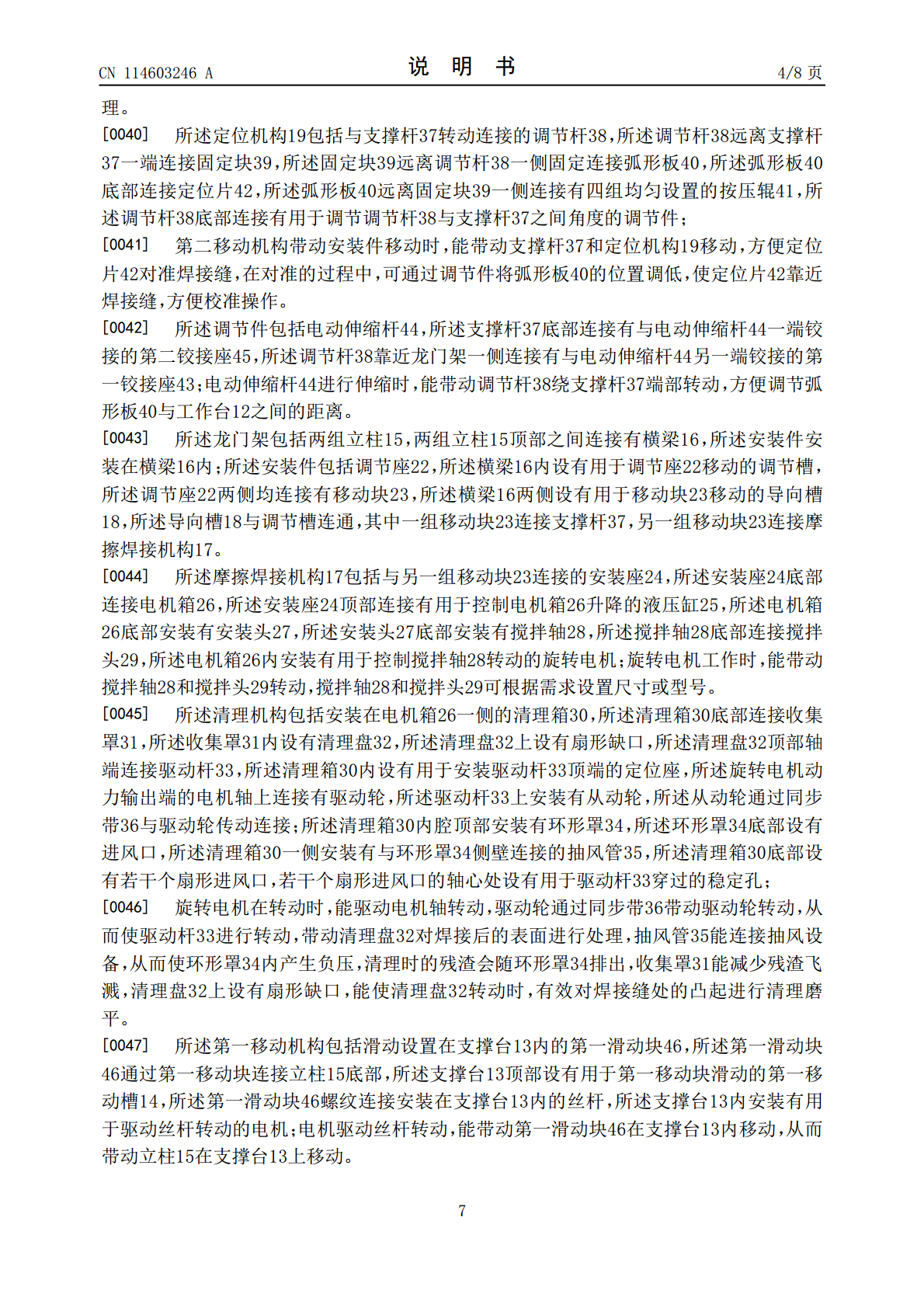
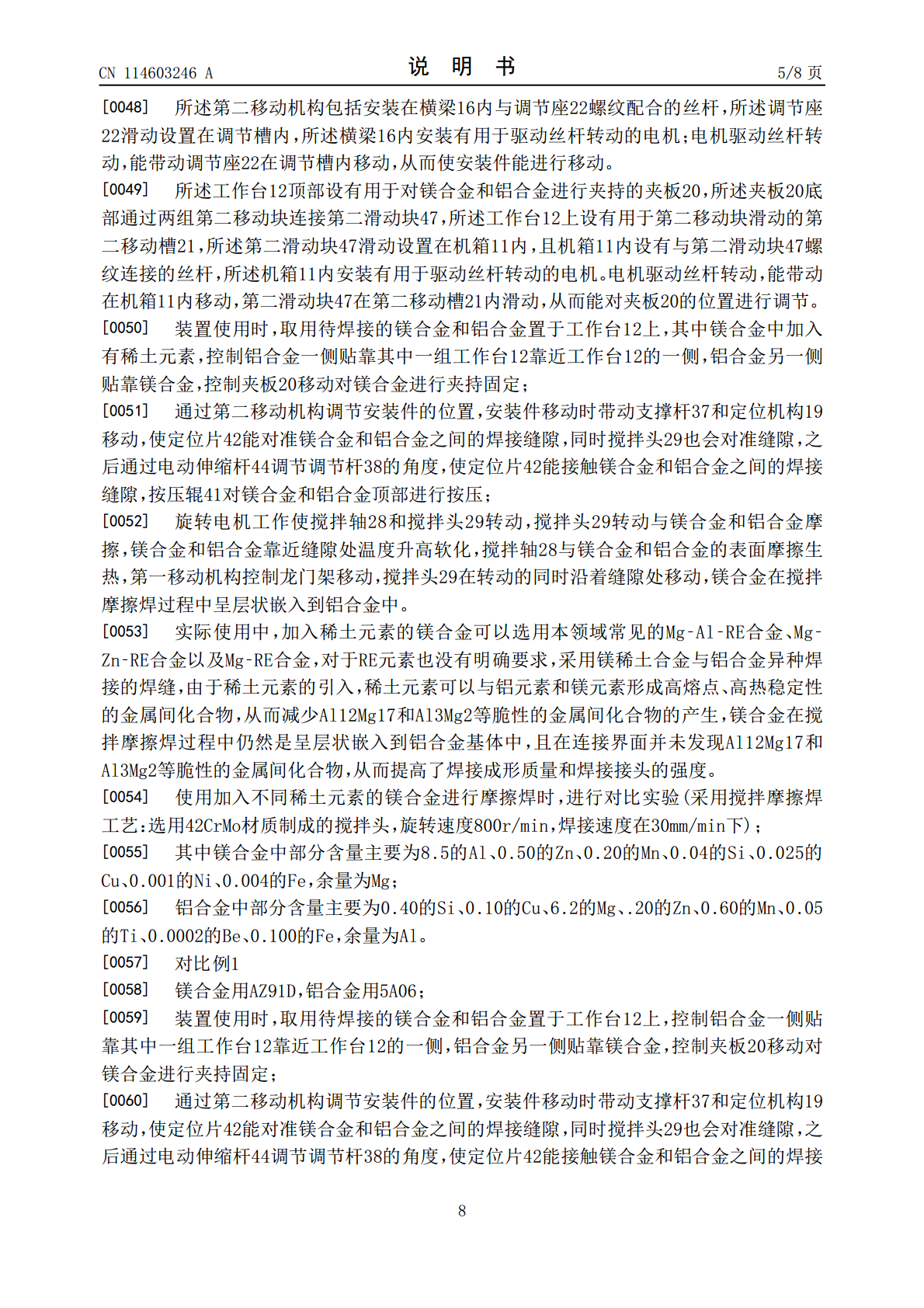
本发明公开了一种镁铝异种合金焊接装置及方法,包括机箱和连接在机箱顶部的工作台,工作台顶部设有摩擦焊接机构;摩擦焊接机构通过安装件安装在龙门架上,工作台上安装有用于控制龙门架移动的第一移动机构,龙门架内设有用于带动安装件移动的第二移动机构;安装件一侧连接支撑杆,支撑杆远离安装件一端连接可调节角度的定位机构,用于确定焊接缝的位置;本发明中摩擦焊接机构和定位机构能同步移动,定位机构能确定焊接缝的位置,同时会使摩擦焊接机构的搅拌头对准焊缝,减少后续校准操作,龙门架在带动摩擦焊接机构移动时,定位机构在移动中能对镁合
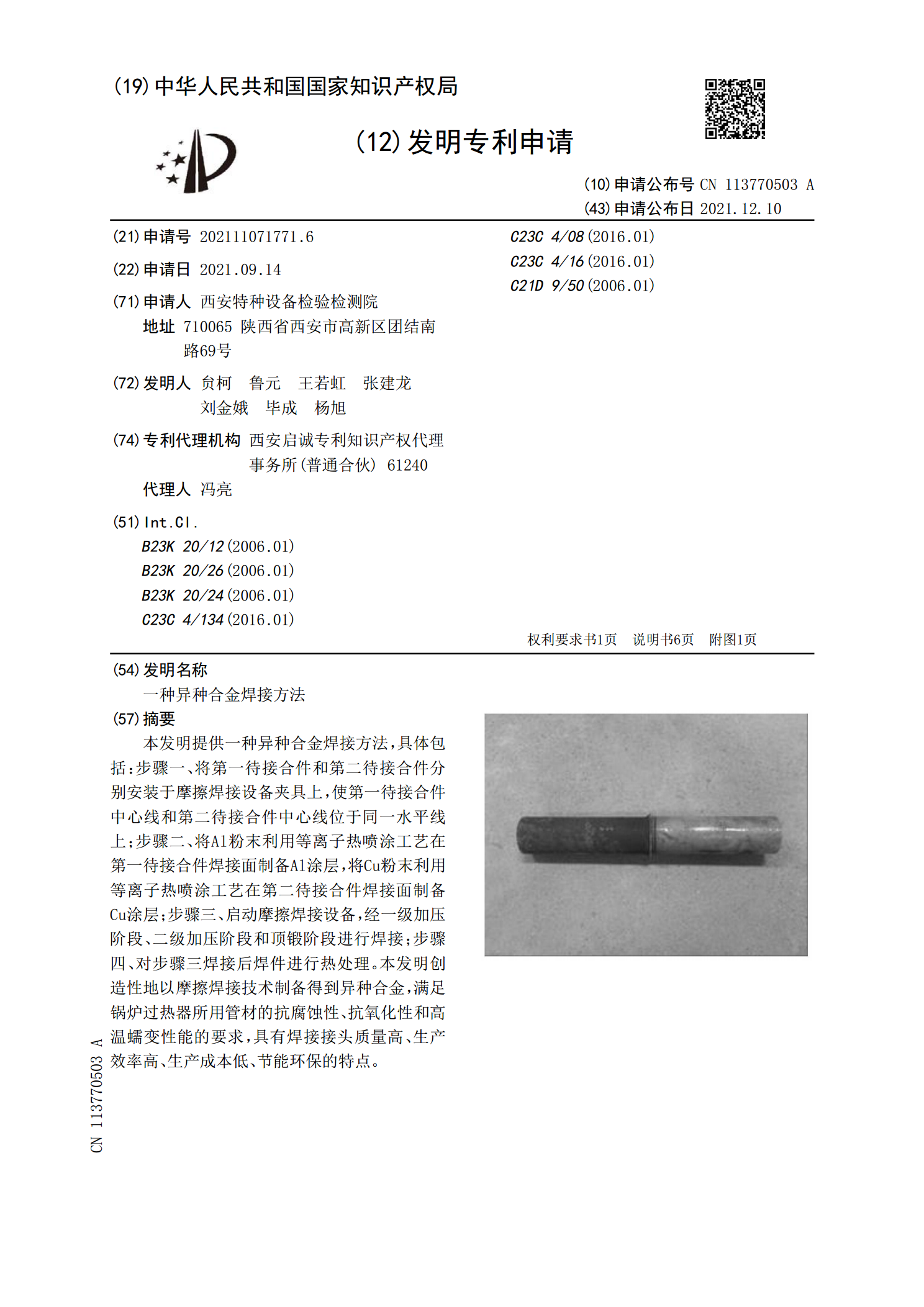
一种异种合金焊接方法.pdf
本发明提供一种异种合金焊接方法,具体包括:步骤一、将第一待接合件和第二待接合件分别安装于摩擦焊接设备夹具上,使第一待接合件中心线和第二待接合件中心线位于同一水平线上;步骤二、将Al粉末利用等离子热喷涂工艺在第一待接合件焊接面制备Al涂层,将Cu粉末利用等离子热喷涂工艺在第二待接合件焊接面制备Cu涂层;步骤三、启动摩擦焊接设备,经一级加压阶段、二级加压阶段和顶锻阶段进行焊接;步骤四、对步骤三焊接后焊件进行热处理。本发明创造性地以摩擦焊接技术制备得到异种合金,满足锅炉过热器所用管材的抗腐蚀性、抗氧化性和高温蠕
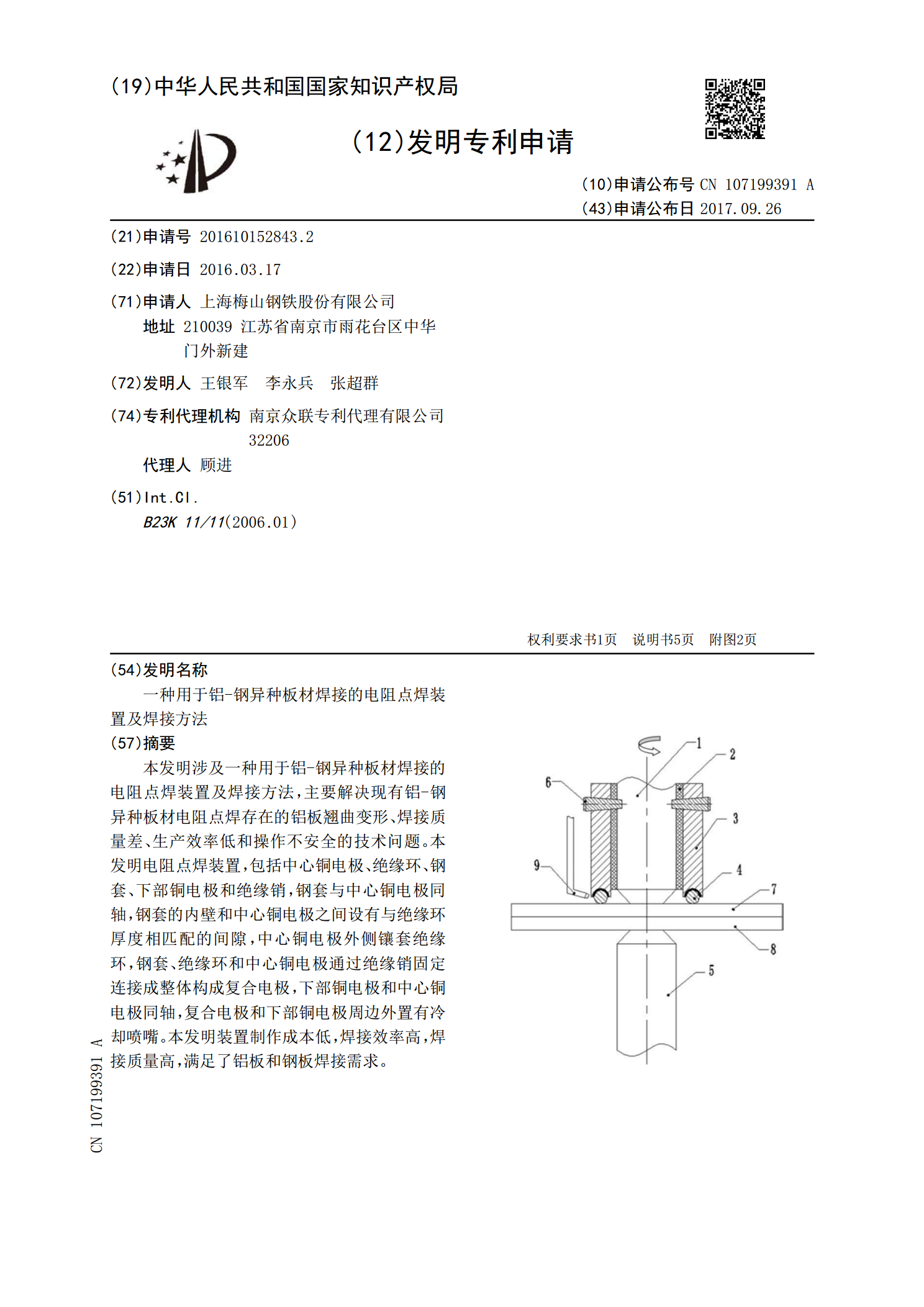
一种用于铝-钢异种板材焊接的电阻点焊装置及焊接方法.pdf
本发明涉及一种用于铝‑钢异种板材焊接的电阻点焊装置及焊接方法,主要解决现有铝‑钢异种板材电阻点焊存在的铝板翘曲变形、焊接质量差、生产效率低和操作不安全的技术问题。本发明电阻点焊装置,包括中心铜电极、绝缘环、钢套、下部铜电极和绝缘销,钢套与中心铜电极同轴,钢套的内壁和中心铜电极之间设有与绝缘环厚度相匹配的间隙,中心铜电极外侧镶套绝缘环,钢套、绝缘环和中心铜电极通过绝缘销固定连接成整体构成复合电极,下部铜电极和中心铜电极同轴,复合电极和下部铜电极周边外置有冷却喷嘴。本发明装置制作成本低,焊接效率高,焊接质量高
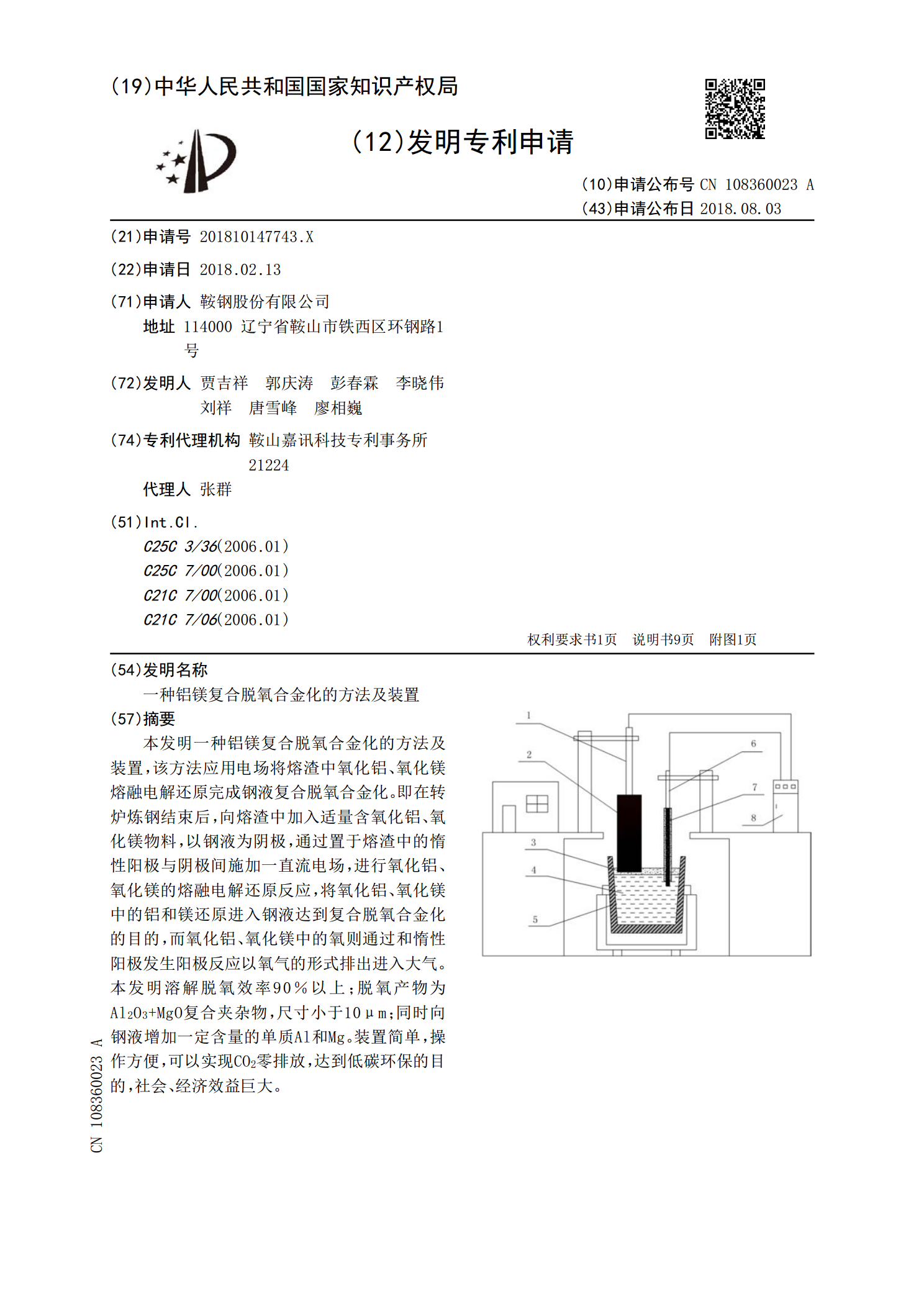
一种铝镁复合脱氧合金化的方法及装置.pdf
本发明一种铝镁复合脱氧合金化的方法及装置,该方法应用电场将熔渣中氧化铝、氧化镁熔融电解还原完成钢液复合脱氧合金化。即在转炉炼钢结束后,向熔渣中加入适量含氧化铝、氧化镁物料,以钢液为阴极,通过置于熔渣中的惰性阳极与阴极间施加一直流电场,进行氧化铝、氧化镁的熔融电解还原反应,将氧化铝、氧化镁中的铝和镁还原进入钢液达到复合脱氧合金化的目的,而氧化铝、氧化镁中的氧则通过和惰性阳极发生阳极反应以氧气的形式排出进入大气。本发明溶解脱氧效率90%以上;脱氧产物为Al
铝硅镁材质铝合金裂纹焊接方法.pdf
本发明涉及一种铝硅镁材质铝合金裂纹焊接方法,解决了传统氩弧焊焊接过程中会发生裂纹现象的问题。冷裂纹采用直径2.6‑4mm的等材匹配的焊丝,焊丝要求消氢,焊前清洗坡口保持金属光泽,焊丝和母材加热120℃‑150℃,采用99.99%高纯氩气保护,控制枪位填充焊丝,焊接工艺参数为:焊接电压为10‑13V,焊接电流根据工件大小控制为160‑260A,焊接速度为16‑22mm/min,氩气流量为10‑15L/min,压低钨极,焊丝与铸件保持60°‑70°倾斜角度,焊丝送填位置保持在氩气保护区,所述钨极是指镧‑钨、铈