
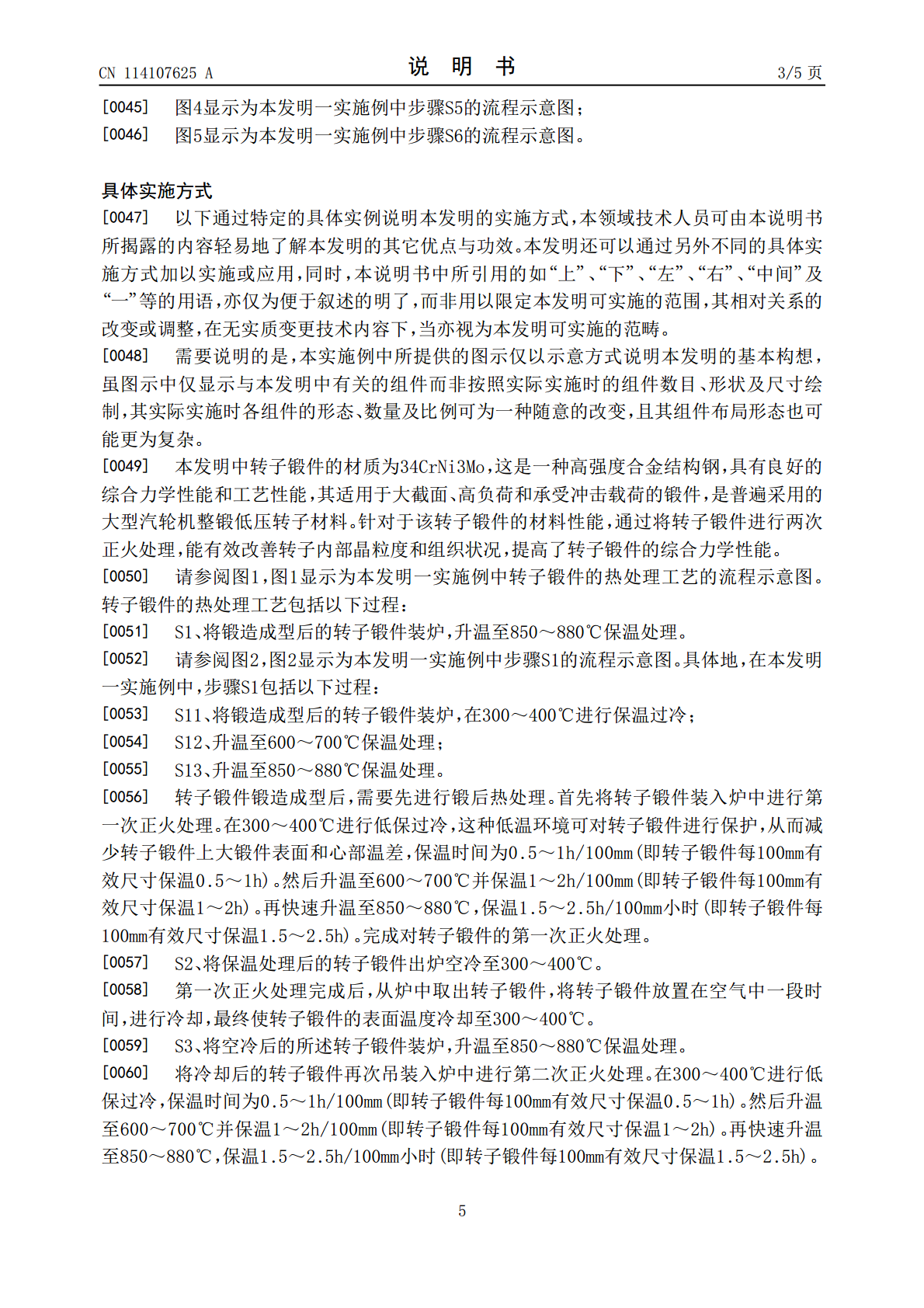
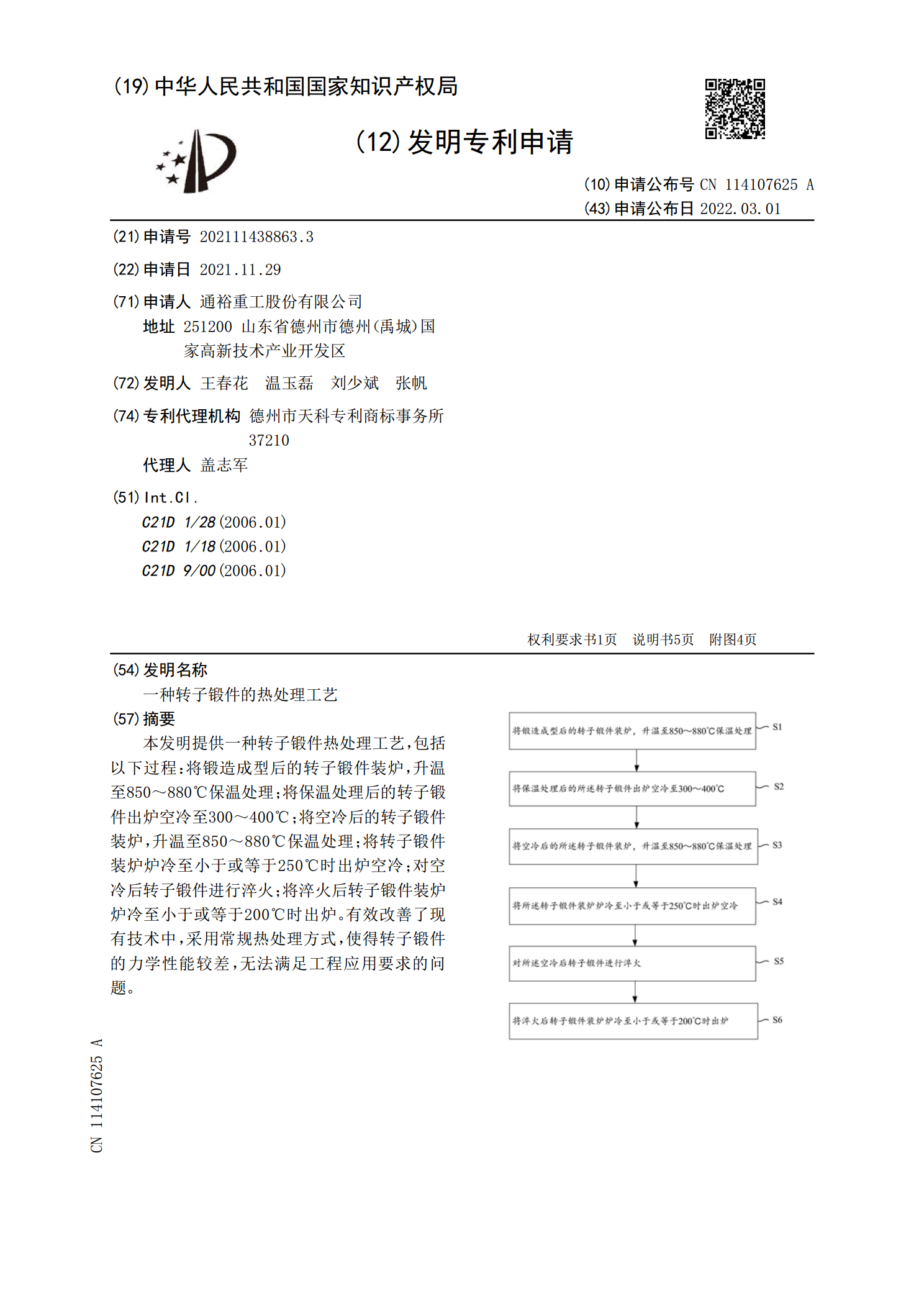
一种转子锻件的热处理工艺.pdf

志信****pp

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种转子锻件的热处理工艺.pdf
本发明提供一种转子锻件热处理工艺,包括以下过程:将锻造成型后的转子锻件装炉,升温至850~880℃保温处理;将保温处理后的转子锻件出炉空冷至300~400℃;将空冷后的转子锻件装炉,升温至850~880℃保温处理;将转子锻件装炉炉冷至小于或等于250℃时出炉空冷;对空冷后转子锻件进行淬火;将淬火后转子锻件装炉炉冷至小于或等于200℃时出炉。有效改善了现有技术中,采用常规热处理方式,使得转子锻件的力学性能较差,无法满足工程应用要求的问题。
一种高性能转子锻件的热处理方法.pdf
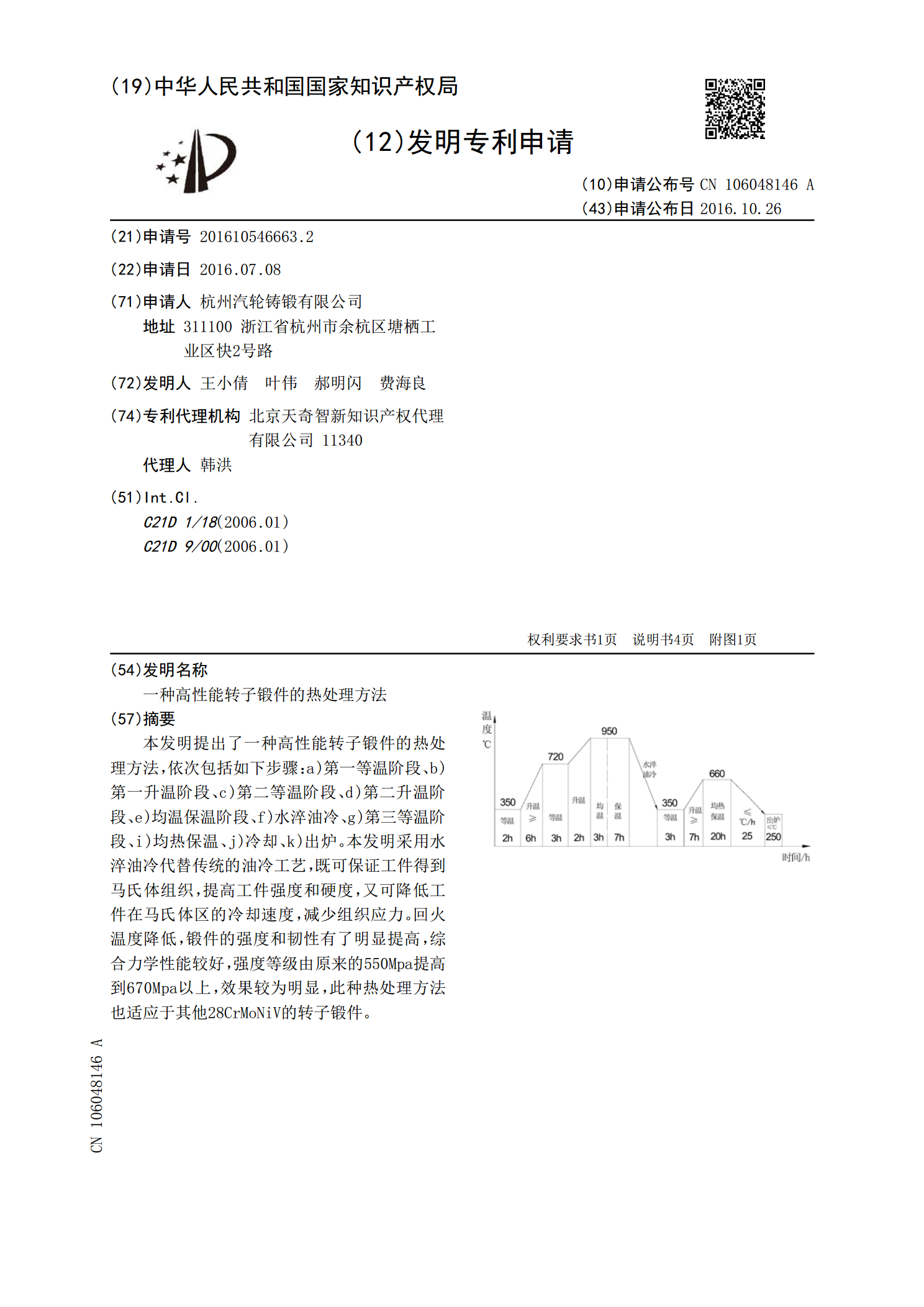
本发明提出了一种高性能转子锻件的热处理方法,依次包括如下步骤:a)第一等温阶段、b)第一升温阶段、c)第二等温阶段、d)第二升温阶段、e)均温保温阶段、f)水淬油冷、g)第三等温阶段、i)均热保温、j)冷却、k)出炉。本发明采用水淬油冷代替传统的油冷工艺,既可保证工件得到马氏体组织,提高工件强度和硬度,又可降低工件在马氏体区的冷却速度,减少组织应力。回火温度降低,锻件的强度和韧性有了明显提高,综合力学性能较好,强度等级由原来的550Mpa提高到670Mpa以上,效果较为明显,此种热处理方法也适应于其他28
一种工业汽轮机转子锻件的热处理方法.pdf
本发明公开了一种工业汽轮机转子锻件的热处理方法,包括预备热处理和调质处理,预备热处理包括正火和回火,调质热处理包括淬火和回火,调质处理的淬火采用阶梯加热方式升温,冷却采用水冷和油冷组合的冷却方式,回火降低回火温度和冷却速度。该工业汽轮机转子锻件的热处理方法工艺更合理,可处理大直径工业汽轮机转子锻件且使其获得的强度达到670MPa等级,强韧性配合更好,进而提高工业汽轮机组效率。
一种异形锻件的热处理工艺.pdf
一种异形锻件的热处理工艺,包括以下步骤:1)异形锻件出炉摆放、2)淬火、3)回火;本发明,在淬火加热过程中采用半封闭加气体保护措施,确保锻件表面在加热过程中不氧化、不脱碳,温度控制采用全自动数显仪表,多点监控,确保炉温相对一致均匀。使返工率由50%降为0,立式摆放加热,产品有效受热面积明显增大,加热时间缩短,单位时间内的生产效率得到大大提高。

一种大型汽轮机低压转子锻件的锻后预备热处理工艺.pdf
一种大型汽轮机低压转子锻件的锻后预备热处理工艺,提出解决大型汽轮机低压转子锻件所用材质26Cr2Ni4MoV钢或30Cr2Ni4MoV钢的组织遗传问题的锻后预备热处理工艺。该方法首先对实验材料进行1250℃×1.5h粗化处理和350℃×10h贝氏体化处理,使之获得粗大奥氏体晶粒和针状下贝氏体组织。然后对上述处理后的试样进行高温预回火(660℃×20h)+临界区正火处理(770℃×3h)+正常正火(950℃×1h)处理。采用本工艺后材料晶粒细化效果明显,并且缩短了热处理周期,降低了加热温度,又保证了最终的使