
一种异形锻件的热处理工艺.pdf

猫巷****奕声

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异形锻件的热处理工艺.pdf
一种异形锻件的热处理工艺,包括以下步骤:1)异形锻件出炉摆放、2)淬火、3)回火;本发明,在淬火加热过程中采用半封闭加气体保护措施,确保锻件表面在加热过程中不氧化、不脱碳,温度控制采用全自动数显仪表,多点监控,确保炉温相对一致均匀。使返工率由50%降为0,立式摆放加热,产品有效受热面积明显增大,加热时间缩短,单位时间内的生产效率得到大大提高。
一种异形锻件的热处理方法.pdf
一种异形锻件的热处理方法,具体包括以下步骤:步骤一:异形锻件出炉后空冷至室温,然后摆放在传递装置上;步骤二:由传递装置将异形锻件运送至第一工位进行一次加热;步骤三:将步骤二中得到的异形锻件继续二次加热;步骤四:将步骤三中得到的异型锻件由传递装置运送至第二工位进行淬火,完成后取出进行空冷;步骤五:异型锻件由传递装置运送至第三工位,进行回火;步骤六:将步骤五中得到的异形锻件由传递装置运送至第四工位进行水冷降温;步骤七:将冷却后的异形锻件由传递装置运送至第五工位,进行吹干风冷再空冷至室温。本方法可以最大程度地提
一种异形锻件的热处理方法.pdf
本发明涉及一种异形锻件的热处理方法,包括以下步骤:S1:异形锻件出炉后等间距地摆放在传递装置上,由传递装置将异形锻件运送至第一工位加热;S2:异形锻件加热后,由传递装置运送至第二工位,在低温浴盐中淬火,此阶段停留2min-5min中;S3:异形锻件由传递装置运送至第三工位,在第三工位进行自然冷却;S4:异形锻件由传递装置运送至第四工位,进行清洗风干;S5:异型锻件由传递装置运送至第五工位,进行回火。本发明通过传递装置,将各个工位联系在一起,由传递装置一次性运送到位,避免了人工操作导致的烫伤等的危害。
一种转子锻件的热处理工艺.pdf
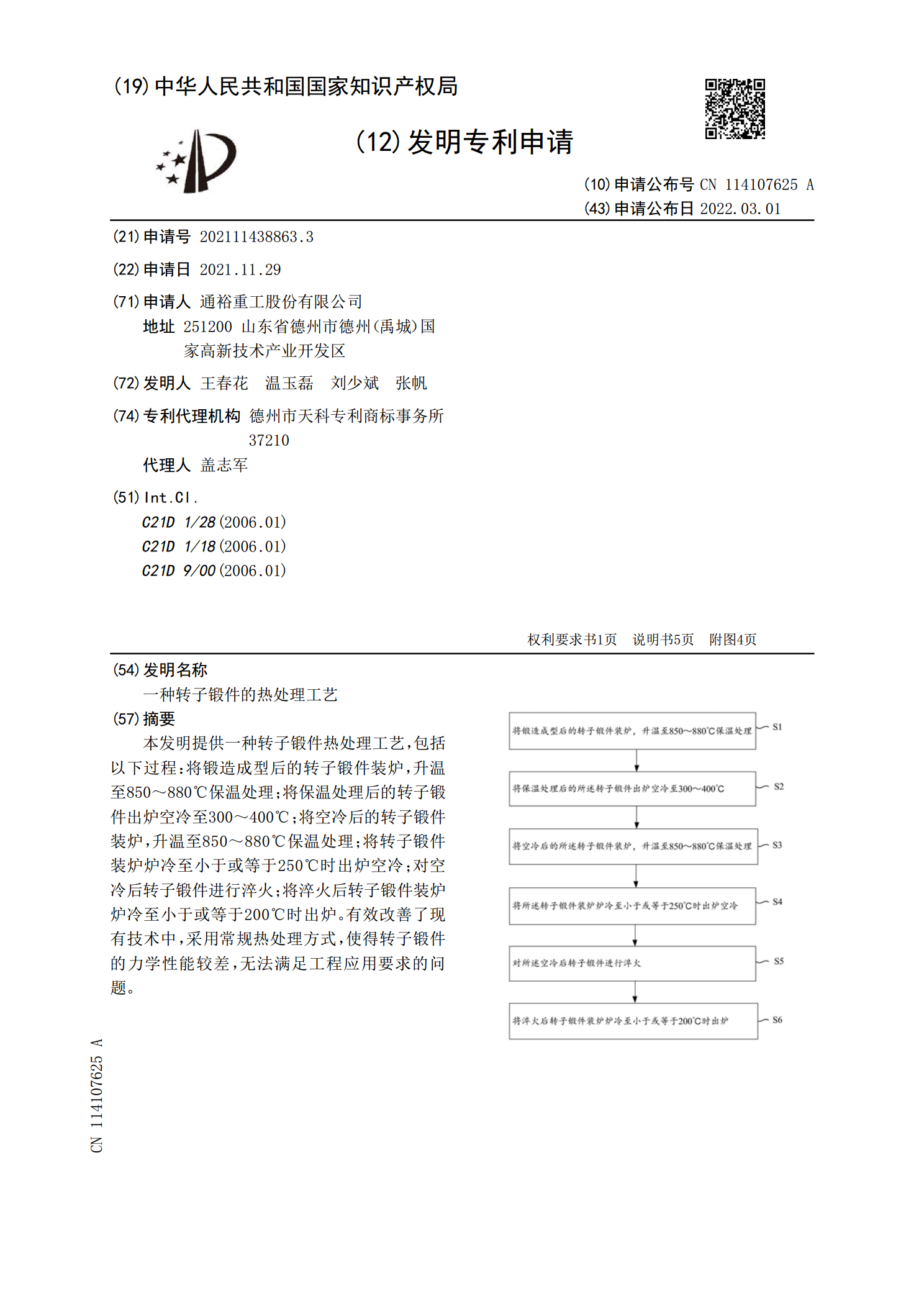
本发明提供一种转子锻件热处理工艺,包括以下过程:将锻造成型后的转子锻件装炉,升温至850~880℃保温处理;将保温处理后的转子锻件出炉空冷至300~400℃;将空冷后的转子锻件装炉,升温至850~880℃保温处理;将转子锻件装炉炉冷至小于或等于250℃时出炉空冷;对空冷后转子锻件进行淬火;将淬火后转子锻件装炉炉冷至小于或等于200℃时出炉。有效改善了现有技术中,采用常规热处理方式,使得转子锻件的力学性能较差,无法满足工程应用要求的问题。

一种钢滚圈锻件的热处理工艺.pdf
本发明公开一种钢滚圈锻件的热处理工艺,所述钢滚圈锻件采用35号钢锻造而成,且钢滚圈锻件的壁厚为70mm~100mm,包括以下步骤:a、将钢滚圈锻件加热至840℃~870℃,保温4h~6h;b、保温结束后,将钢滚圈锻件浸入冷却介质中,停留5s~10s,所述冷却介质的温度为15℃~25℃;c、将钢滚圈锻件取出空冷至室温。本发明通过严格控制过水时间,从而可利用工件余热进行高温回火,相较于传统调质处理方式,可省去高温回火操作,不仅节约了能源,且大大缩短了生产时间,提高了生产效率。