
一种消除热轧花纹板浪形缺陷的方法.pdf

韶敏****ab

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除热轧花纹板浪形缺陷的方法.pdf
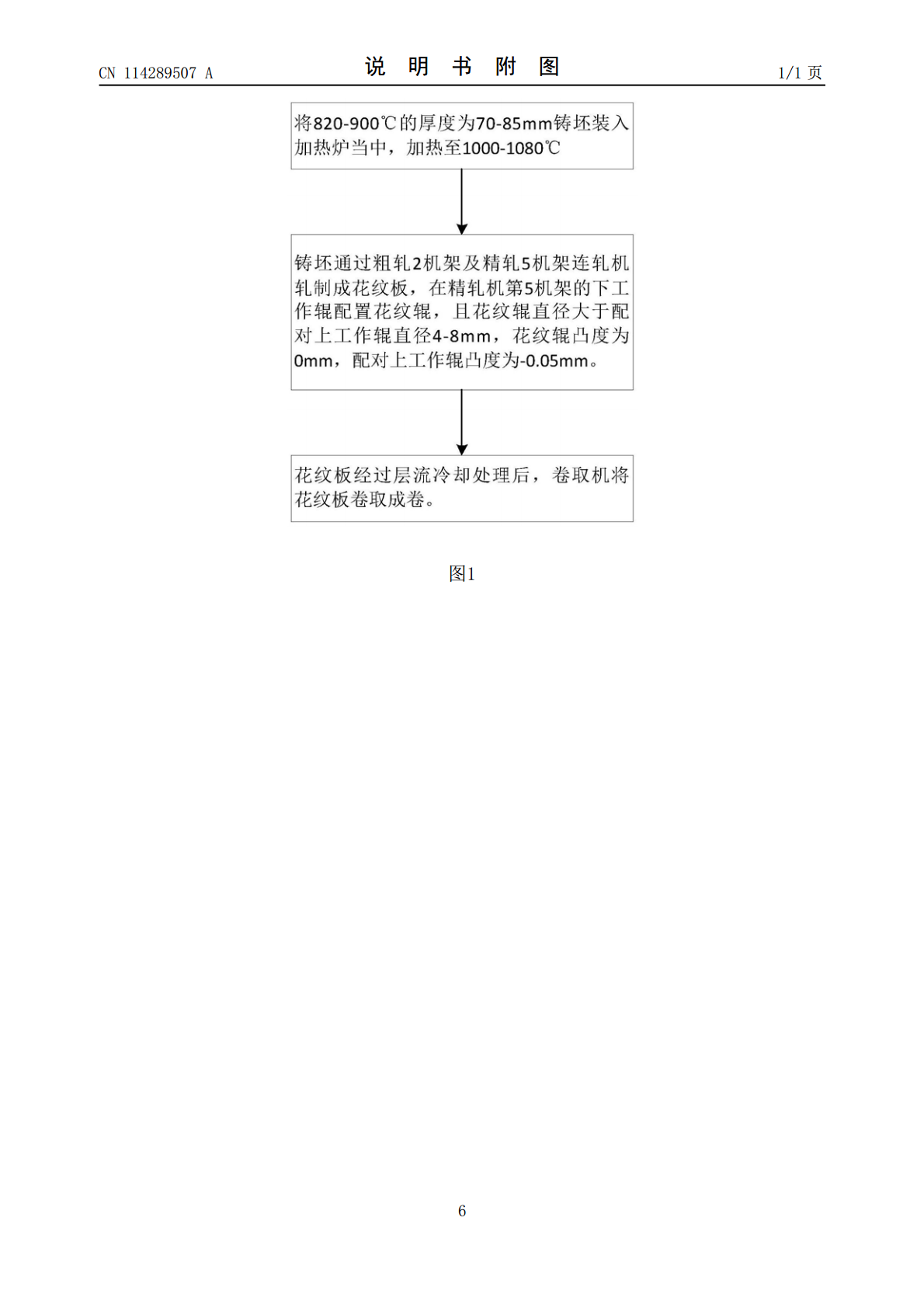
本发明涉及一种消除热轧花纹板浪形缺陷的方法,包括将820‑900℃厚度为70‑85mm的薄板坯输送到辊底式加热炉中加热,加热至1000‑1080℃;铸坯出加热炉后,采用粗除鳞机除鳞,进入粗轧2机架连轧,经过粗轧两机架连轧的中间坯经过精除鳞机,进入5机架精轧机,在精轧的第五机架下工作辊辊位配置花纹辊,花纹辊辊型凸度为0,与花纹辊配对的上工作辊为未刻槽的平辊,辊型凸度为‑0.05mm,其中下工作辊配置为花纹辊,使得出精轧机花纹板的花纹在基板的下表面,避免在层冷过程中积水过冷造成局部应力集中产生浪形,上工作辊配
热轧带钢层流冷却边部浪形缺陷的控制方法.pdf
本发明提供一种热轧带钢层流冷却边部浪形缺陷的控制方法。本发明的方法为:精轧出口带钢在层流辊道上对中运行,卷取机侧导板中心线与精轧7个机架中心线在一条直线上,对冷却集管边部采用堵木塞方法代替控制系统复杂的边部遮蔽设备;在层流冷却过程中,Bank1至Bank7集管每隔1排对边部0.2m内的集管进行堵塞,Bank1至Bank7工作侧集管每隔3排在原0.2m的基础上往内多堵一个集管;Bank8至Bank13集管每隔2排对边部0.2m内的集管进行堵塞,Bank14、Bank15均作为前段冷却、后段冷却的精调集管,边

一种消除热轧带钢纵向条纹缺陷的方法.pdf
本发明公开了一种消除热轧带钢纵向条纹缺陷的方法,通过降低砂轮转速、增加粗磨及精磨阶段轧辊转速、降低第一半精磨阶段轧辊转速、增加第二半精磨及第三半精磨阶段轧辊转速、降低托板速度、降低砂轮与辊面接触压力及增加精磨道次数量,可以彻底消除磨削工艺中F4~F6工作辊上的砂轮印痕迹,达到良好的效果。同时,通过将精轧机组末机架工作辊CVC辊型曲线半径差控制在≤0.75mm的范围内(可选0.625mm),实现了提高磨削效率。且本发明还具有操作简便、效果显著、精确度高的特点,为生产高等级表面质量要求的汽车板和家电板等冷轧产
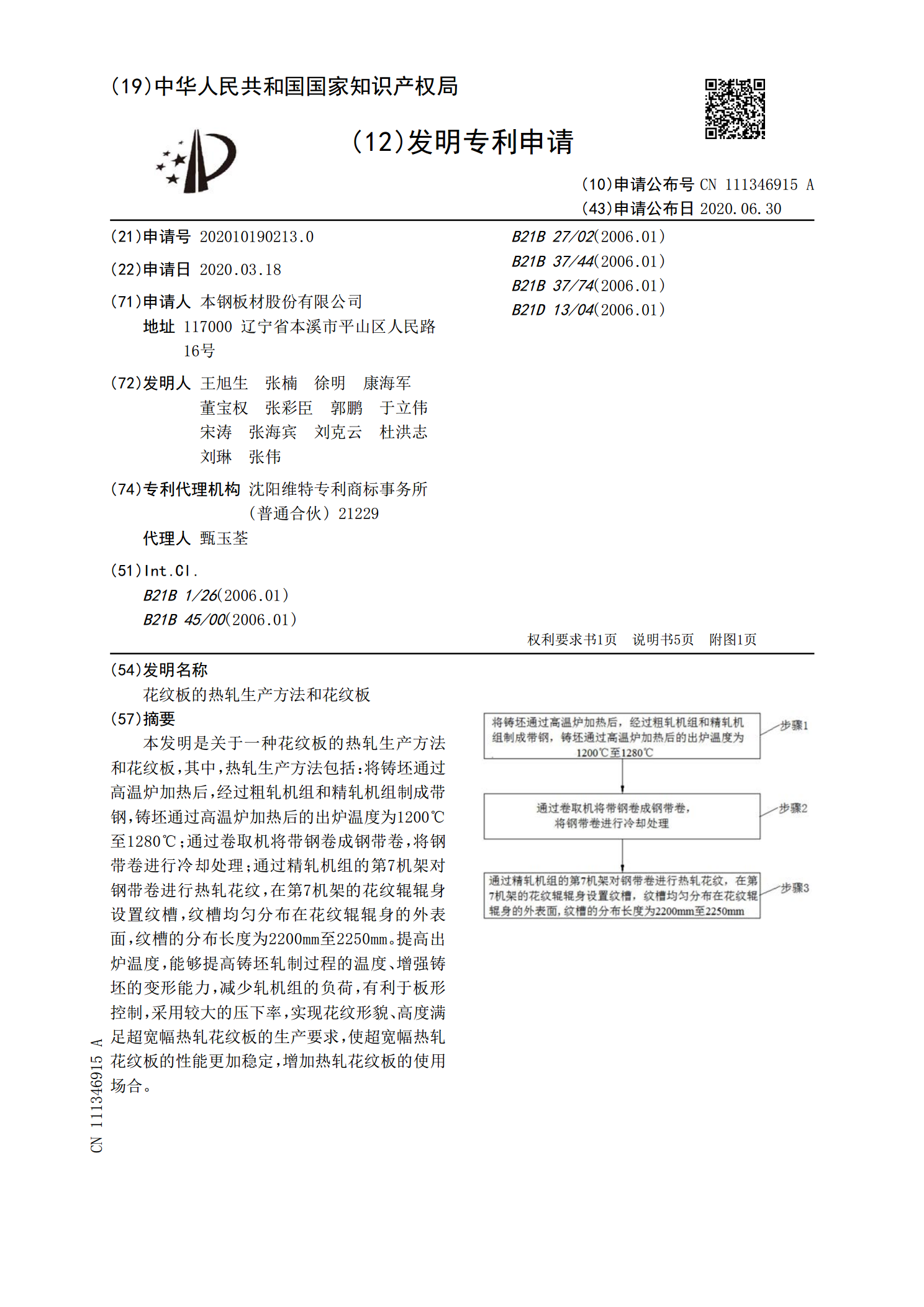
花纹板的热轧生产方法和花纹板.pdf
本发明是关于一种花纹板的热轧生产方法和花纹板,其中,热轧生产方法包括:将铸坯通过高温炉加热后,经过粗轧机组和精轧机组制成带钢,铸坯通过高温炉加热后的出炉温度为1200℃至1280℃;通过卷取机将带钢卷成钢带卷,将钢带卷进行冷却处理;通过精轧机组的第7机架对钢带卷进行热轧花纹,在第7机架的花纹辊辊身设置纹槽,纹槽均匀分布在花纹辊辊身的外表面,纹槽的分布长度为2200mm至2250mm。提高出炉温度,能够提高铸坯轧制过程的温度、增强铸坯的变形能力,减少轧机组的负荷,有利于板形控制,采用较大的压下率,实现花纹形
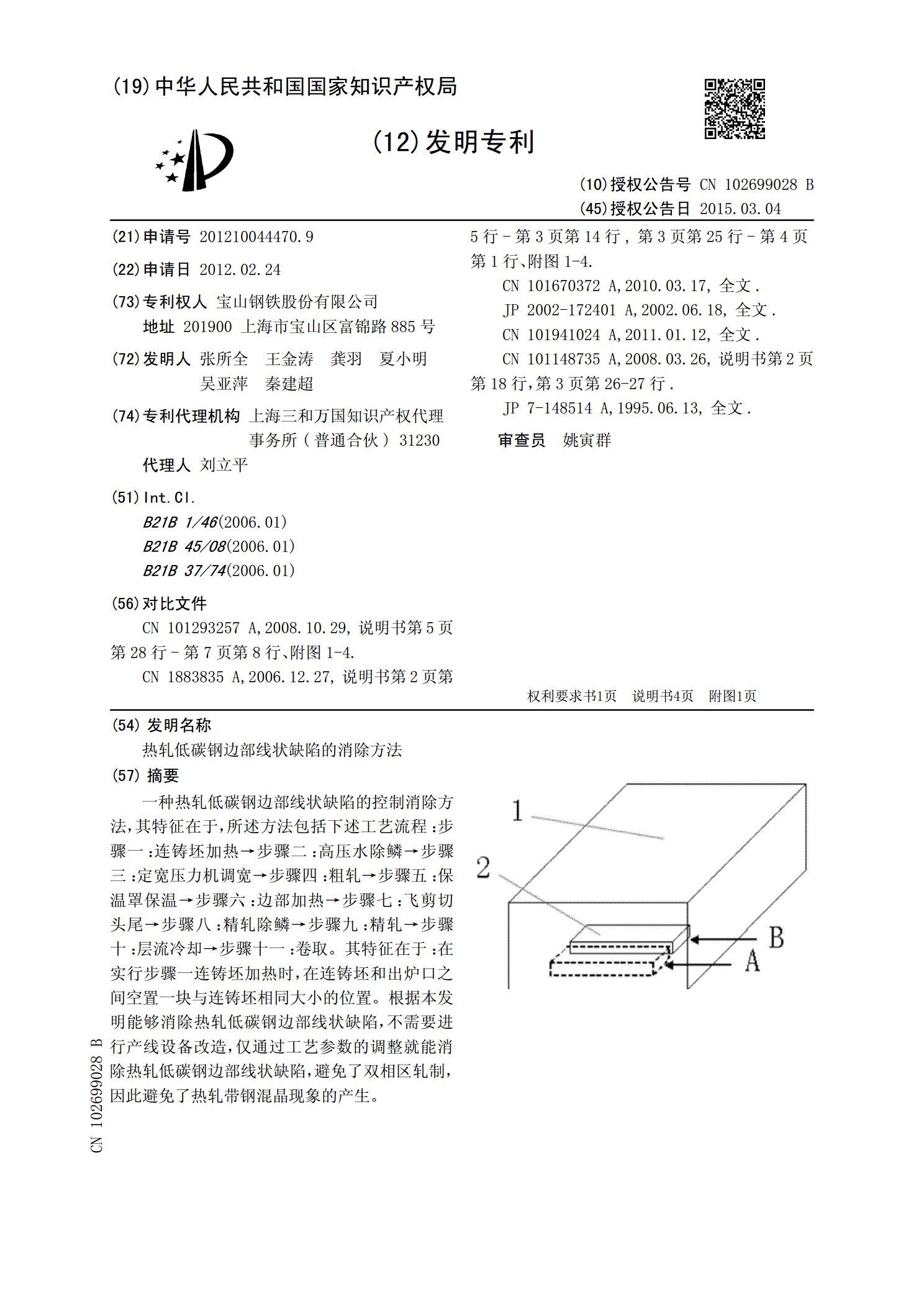
热轧低碳钢边部线状缺陷的消除方法.pdf
一种热轧低碳钢边部线状缺陷的控制消除方法,其特征在于,所述方法包括下述工艺流程:步骤一:连铸坯加热→步骤二:高压水除鳞→步骤三:定宽压力机调宽→步骤四:粗轧→步骤五:保温罩保温→步骤六:边部加热→步骤七:飞剪切头尾→步骤八:精轧除鳞→步骤九:精轧→步骤十:层流冷却→步骤十一:卷取。其特征在于:在实行步骤一连铸坯加热时,在连铸坯和出炉口之间空置一块与连铸坯相同大小的位置。根据本发明能够消除热轧低碳钢边部线状缺陷,不需要进行产线设备改造,仅通过工艺参数的调整就能消除热轧低碳钢边部线状缺陷,避免了双相区轧制,因