
热轧低碳钢边部线状缺陷的消除方法.pdf

玉环****找我

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热轧低碳钢边部线状缺陷的消除方法.pdf
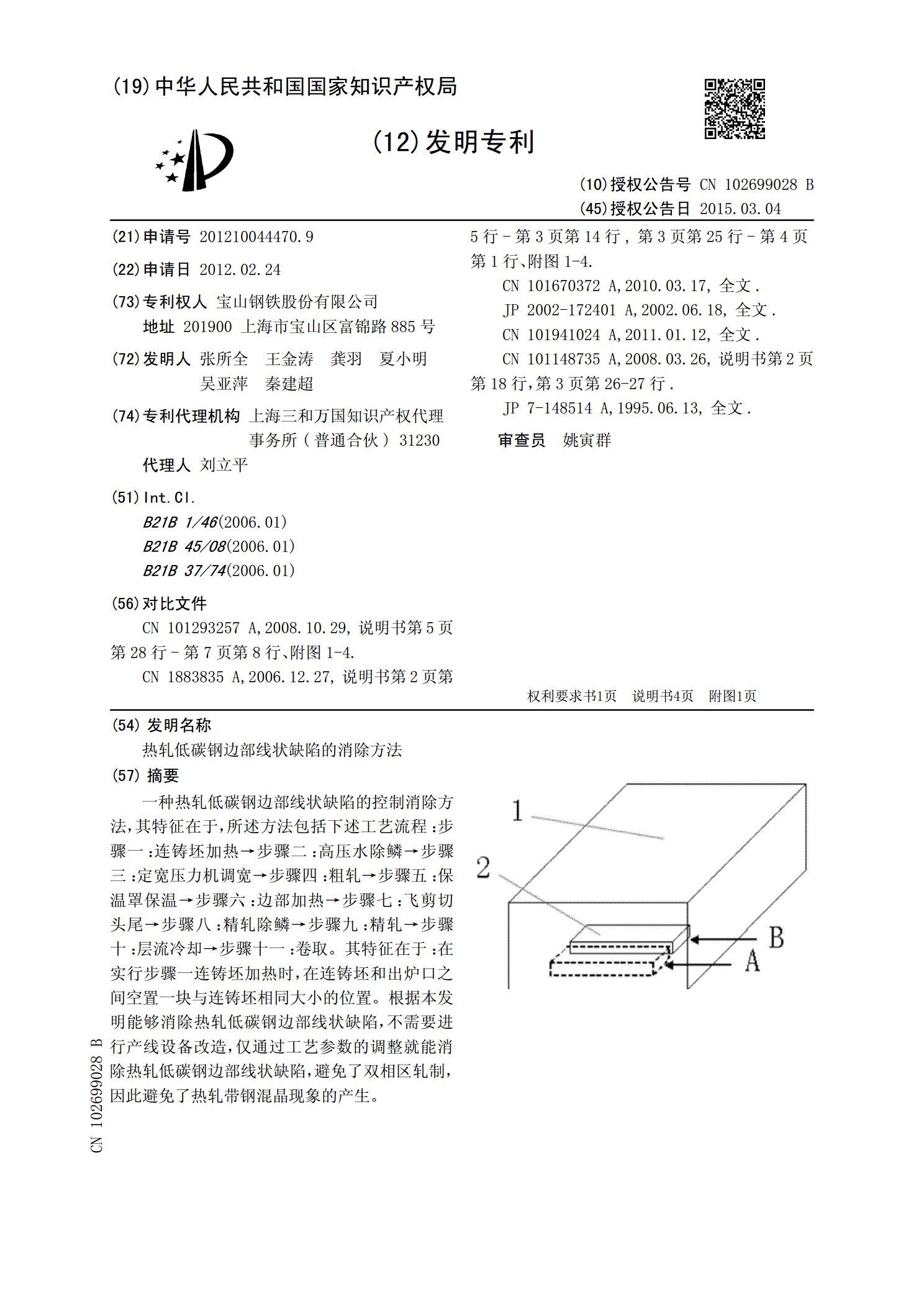
一种热轧低碳钢边部线状缺陷的控制消除方法,其特征在于,所述方法包括下述工艺流程:步骤一:连铸坯加热→步骤二:高压水除鳞→步骤三:定宽压力机调宽→步骤四:粗轧→步骤五:保温罩保温→步骤六:边部加热→步骤七:飞剪切头尾→步骤八:精轧除鳞→步骤九:精轧→步骤十:层流冷却→步骤十一:卷取。其特征在于:在实行步骤一连铸坯加热时,在连铸坯和出炉口之间空置一块与连铸坯相同大小的位置。根据本发明能够消除热轧低碳钢边部线状缺陷,不需要进行产线设备改造,仅通过工艺参数的调整就能消除热轧低碳钢边部线状缺陷,避免了双相区轧制,因
酸洗后表面无线状缺陷的热轧低碳钢及其制造方法.pdf
本发明公开了一种酸洗后表面无线状缺陷的热轧低碳钢及其制造方法。该热轧低碳钢的成份按重量百分比计为:C:0.02~0.12%,Si:≤0.05%,Mn:0.10~0.60%,P:≤0.015%,S:≤0.010%,Cu:≤0.10%,Ni:≤0.10%,Cr:≤0.05%,Als:0.010~0.070%,Sn≤0.010%,As≤0.010%,Sb≤0.010%,且As+Sn+Sb≤0.015%?,Ni与Cu的比值≥0.5,余量为铁。其制造方法包括如下步骤:首先经过铁水脱硫和转炉吹炼后得到上述热轧低碳钢的
一种解决热轧高碳合金钢边部线状缺陷的方法.pdf
本发明涉及一种解决热轧高碳合金钢边部线状缺陷的方法,属于轧钢技术领域;本发明方法,包括如下步骤:将连铸板坯入炉,进行加热,所述入炉温度≥400℃;控制所述板坯减宽量为50‑200mm,并轧制获得中间坯,所述轧制包括粗轧和精轧,所述粗轧时,控制所述中间坯厚度为32‑46mm,所述精轧时,控制所述中间坯边部入口温度≥940℃;本发明可以在不增加生产工序及成本的基础上,通过优化加热及轧制工艺,达到消除高碳合金钢边部线状缺陷的技术目的,本发明方法经济有效,简单易操作。

低碳钢热轧板卷边部纵裂纹缺陷控制的研究.docx
低碳钢热轧板卷边部纵裂纹缺陷控制的研究低碳钢热轧板卷边部纵裂纹缺陷控制的研究摘要低碳钢热轧板卷边部纵裂纹是影响产品质量和使用寿命的重要缺陷,本文通过对该缺陷的成因、影响因素以及控制措施进行系统研究,提出了一些有效的控制方法,并对其效果进行了验证。研究结果表明,采用合适的轧制工艺、优化轧辊参数、控制板卷冷却速度等措施,可以有效降低低碳钢热轧板卷边部纵裂纹的发生率,提高产品质量和使用寿命。关键词:低碳钢,热轧板卷,纵裂纹,控制措施1.引言低碳钢广泛应用于各个行业,其质量和使用寿命对产品的性能和安全具有重要影响
一种减少热轧中高碳合金钢边部线状缺陷的控制方法.pdf
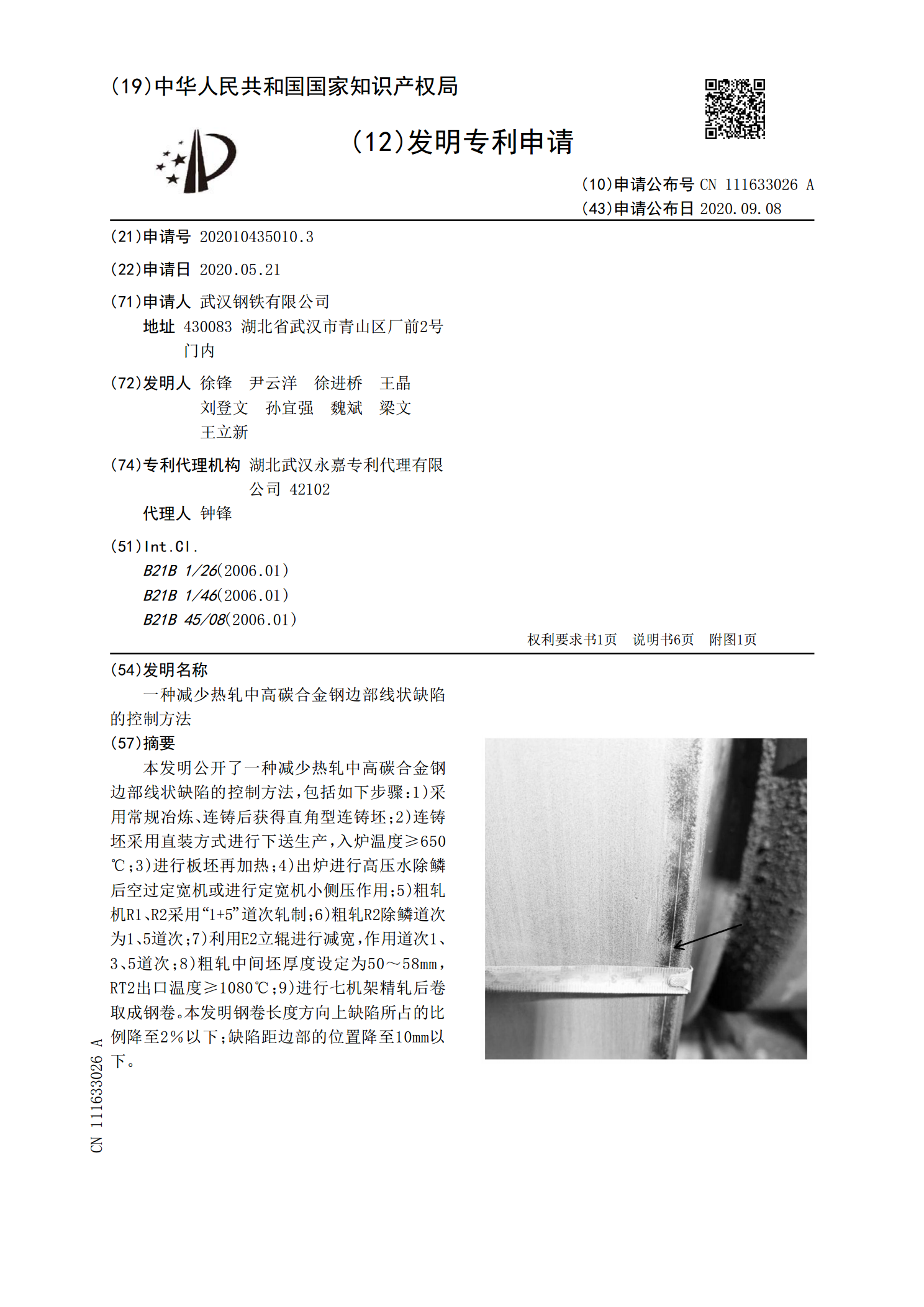
本发明公开了一种减少热轧中高碳合金钢边部线状缺陷的控制方法,包括如下步骤:1)采用常规冶炼、连铸后获得直角型连铸坯;2)连铸坯采用直装方式进行下送生产,入炉温度≥650℃;3)进行板坯再加热;4)出炉进行高压水除鳞后空过定宽机或进行定宽机小侧压作用;5)粗轧机R1、R2采用“1+5”道次轧制;6)粗轧R2除鳞道次为1、5道次;7)利用E2立辊进行减宽,作用道次1、3、5道次;8)粗轧中间坯厚度设定为50~58mm,RT2出口温度≥1080℃;9)进行七机架精轧后卷取成钢卷。本发明钢卷长度方向上缺陷所占的比