
花纹板的热轧生产方法和花纹板.pdf

美丽****ka

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
花纹板的热轧生产方法和花纹板.pdf
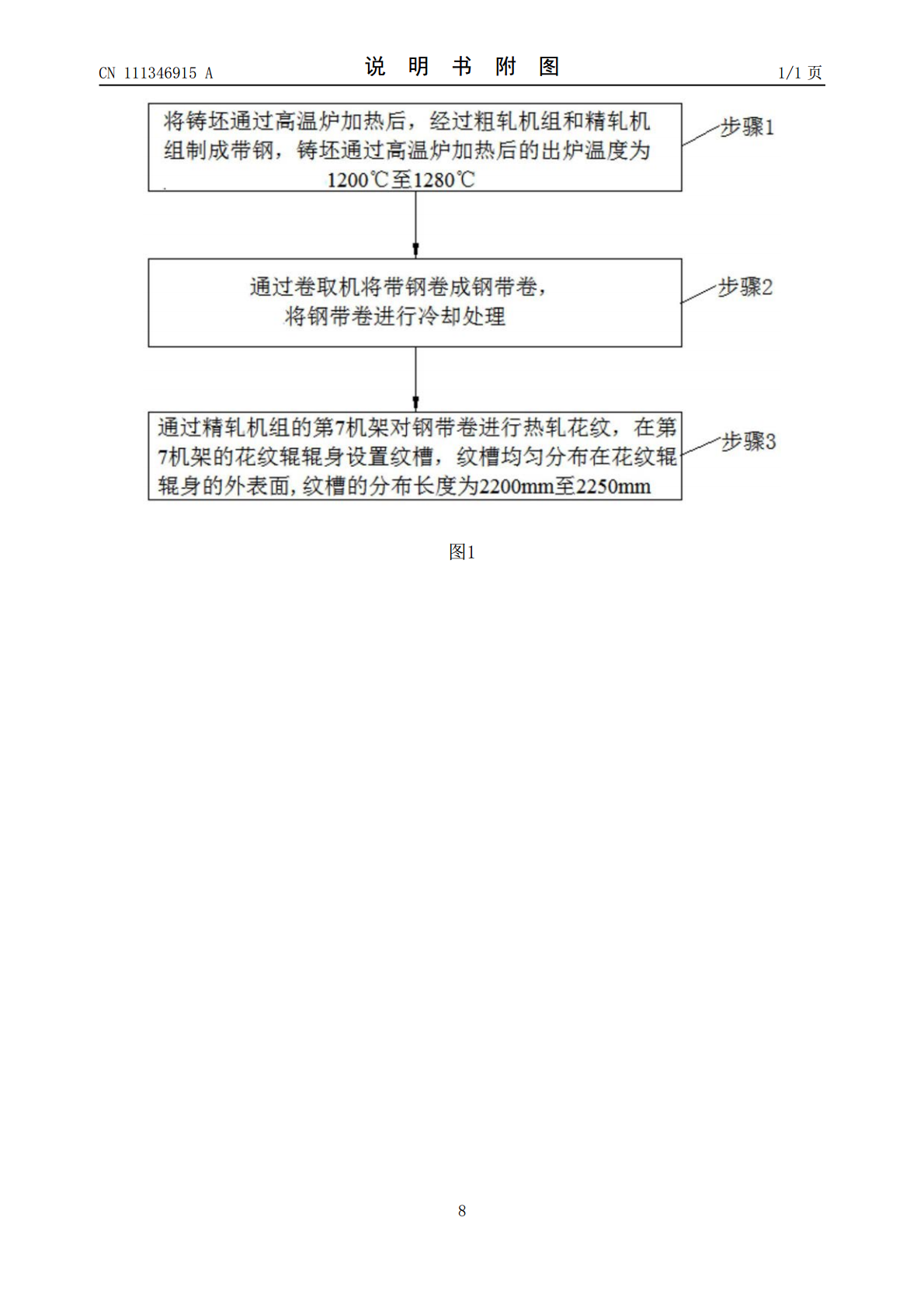
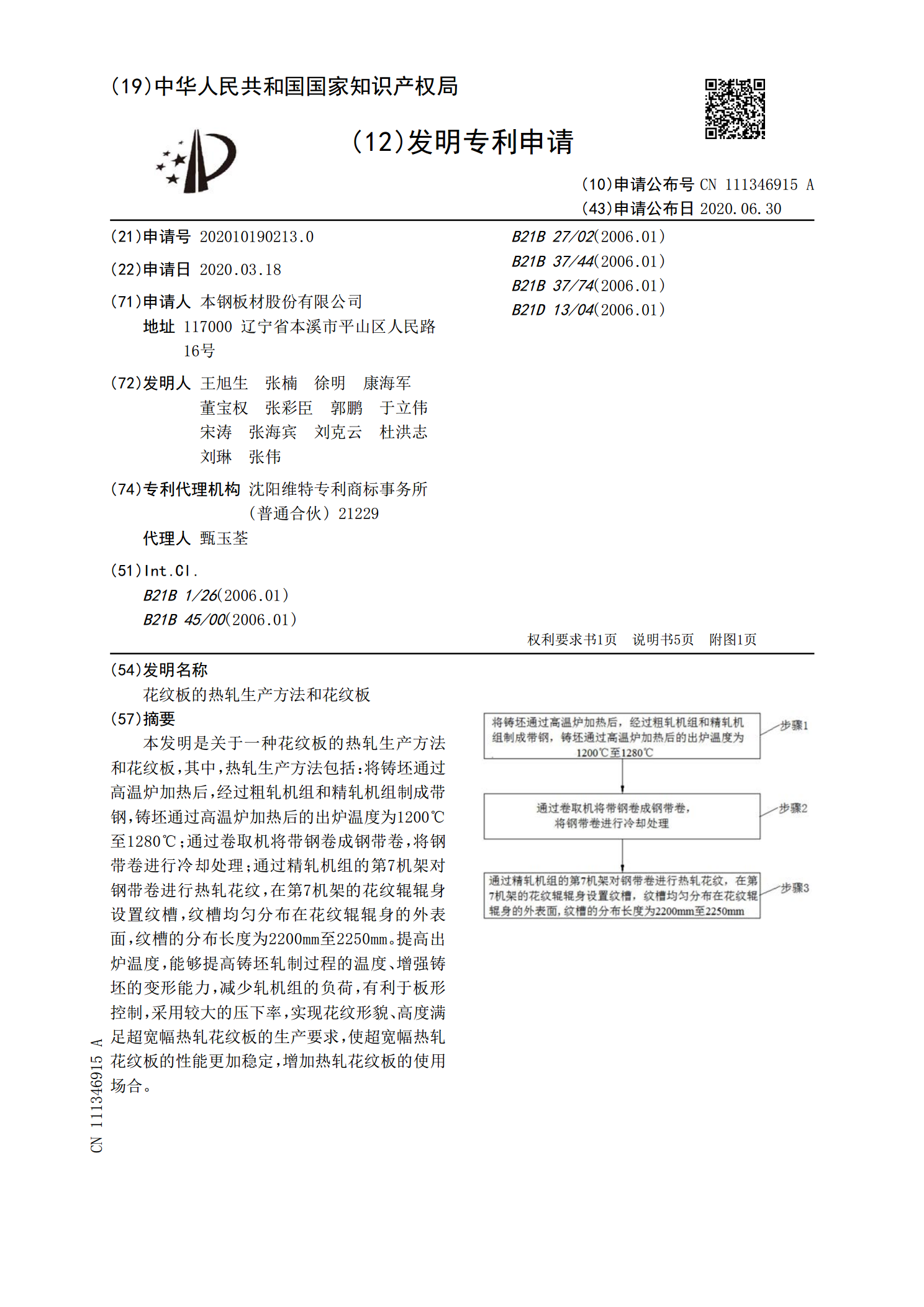
本发明是关于一种花纹板的热轧生产方法和花纹板,其中,热轧生产方法包括:将铸坯通过高温炉加热后,经过粗轧机组和精轧机组制成带钢,铸坯通过高温炉加热后的出炉温度为1200℃至1280℃;通过卷取机将带钢卷成钢带卷,将钢带卷进行冷却处理;通过精轧机组的第7机架对钢带卷进行热轧花纹,在第7机架的花纹辊辊身设置纹槽,纹槽均匀分布在花纹辊辊身的外表面,纹槽的分布长度为2200mm至2250mm。提高出炉温度,能够提高铸坯轧制过程的温度、增强铸坯的变形能力,减少轧机组的负荷,有利于板形控制,采用较大的压下率,实现花纹形
一种大花纹尺寸花纹板的热轧生产方法.pdf
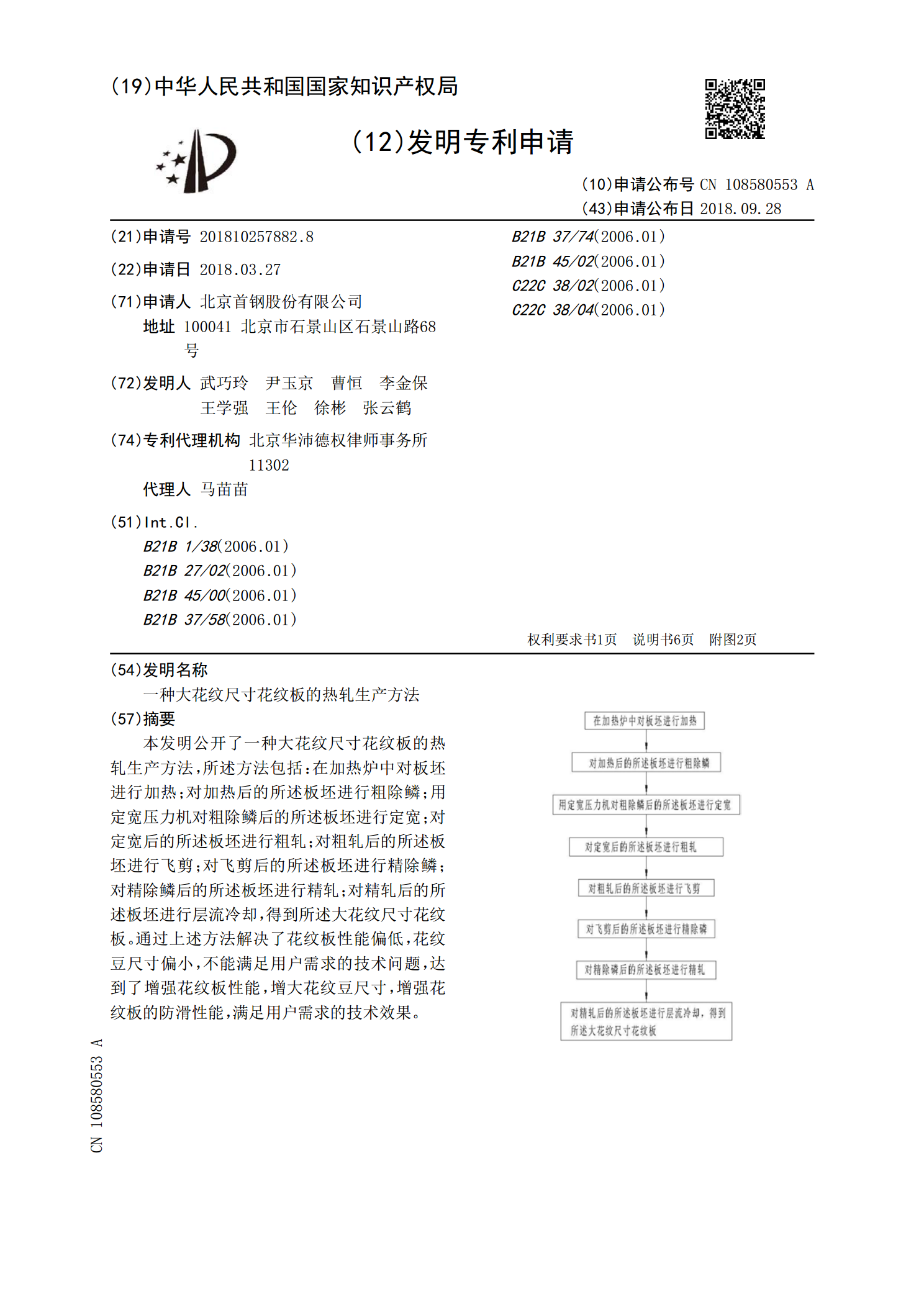
本发明公开了一种大花纹尺寸花纹板的热轧生产方法,所述方法包括:在加热炉中对板坯进行加热;对加热后的所述板坯进行粗除鳞;用定宽压力机对粗除鳞后的所述板坯进行定宽;对定宽后的所述板坯进行粗轧;对粗轧后的所述板坯进行飞剪;对飞剪后的所述板坯进行精除鳞;对精除鳞后的所述板坯进行精轧;对精轧后的所述板坯进行层流冷却,得到所述大花纹尺寸花纹板。通过上述方法解决了花纹板性能偏低,花纹豆尺寸偏小,不能满足用户需求的技术问题,达到了增强花纹板性能,增大花纹豆尺寸,增强花纹板的防滑性能,满足用户需求的技术效果。
热连轧花纹板的生产方法以及热连轧花纹板.pdf
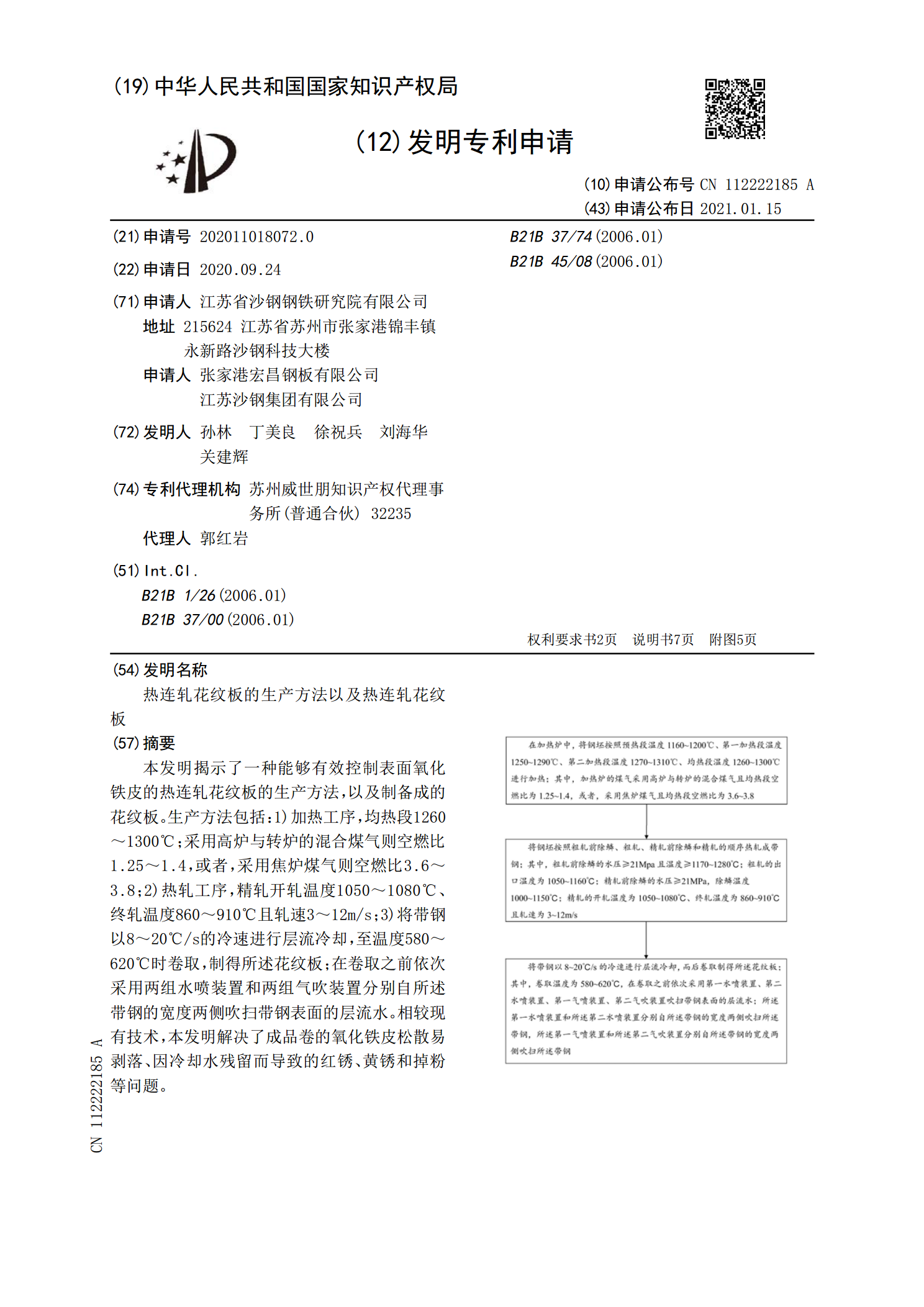
本发明揭示了一种能够有效控制表面氧化铁皮的热连轧花纹板的生产方法,以及制备成的花纹板。生产方法包括:1)加热工序,均热段1260~1300℃;采用高炉与转炉的混合煤气则空燃比1.25~1.4,或者,采用焦炉煤气则空燃比3.6~3.8;2)热轧工序,精轧开轧温度1050~1080℃、终轧温度860~910℃且轧速3~12m/s;3)将带钢以8~20℃/s的冷速进行层流冷却,至温度580~620℃时卷取,制得所述花纹板;在卷取之前依次采用两组水喷装置和两组气吹装置分别自所述带钢的宽度两侧吹扫带钢表面的层流水。

一种镜面花纹板生产方法.pdf
本发明涉及一种镜面花纹板生产方法,包括备料、表面抛光、将花纹通过菲林拷贝到钢板表面后按序进行表面花纹腐蚀:a、钢板表面油墨喷涂;b、喷涂好的钢板烘干冷却;c、将钢板放于曝光台,菲林片药膜面朝下平铺于钢板上赶平,上铺真空膜,压紧四周;抽取钢板和菲林间空气,然后碘镓灯曝光;取掉菲林和真空膜;d、将钢板置放于显影容器中,用NaOH溶液冲洗钢板表面油墨并刷洗钢板表面;清洗残留的NaOH溶液并晾干;e、控制蚀刻机内蚀刻液温度及蚀刻机传输速度,腐蚀钢板表面至要求深度;f、用草酸冲洗钢板表面残留蚀刻液,再清水冲洗;后去
1mm以下厚度超薄热轧花纹板生产工艺.pdf
本发明公开了一种1mm以下厚度超薄热轧花纹板生产工艺,涉及花纹板轧制技术领域。本发明采用常规热连轧机并制定特殊生产计划,将加热炉出来的板坯进行粗轧和精轧,在粗轧和精轧过程中控制工艺制度,采用让头冷却和稀疏冷却方式对带钢进行冷却,轧制出1.0mm以下的超薄花纹板。本发明提供了一种利用常规热连轧机生产1.0mm以下超薄花纹板的方法,结合层流冷却专有技术,即稀疏冷却结合让头冷却和扫平装置,解决了常规轧机生产薄规格花纹板困难的问题,批量稳定生产1.0mm以下的花纹板。常规轧机生产组织宽窄结合,宽度规格多样化,避免