
一种硬态镀锌生产方法.pdf

努力****振宇

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种硬态镀锌生产方法.pdf
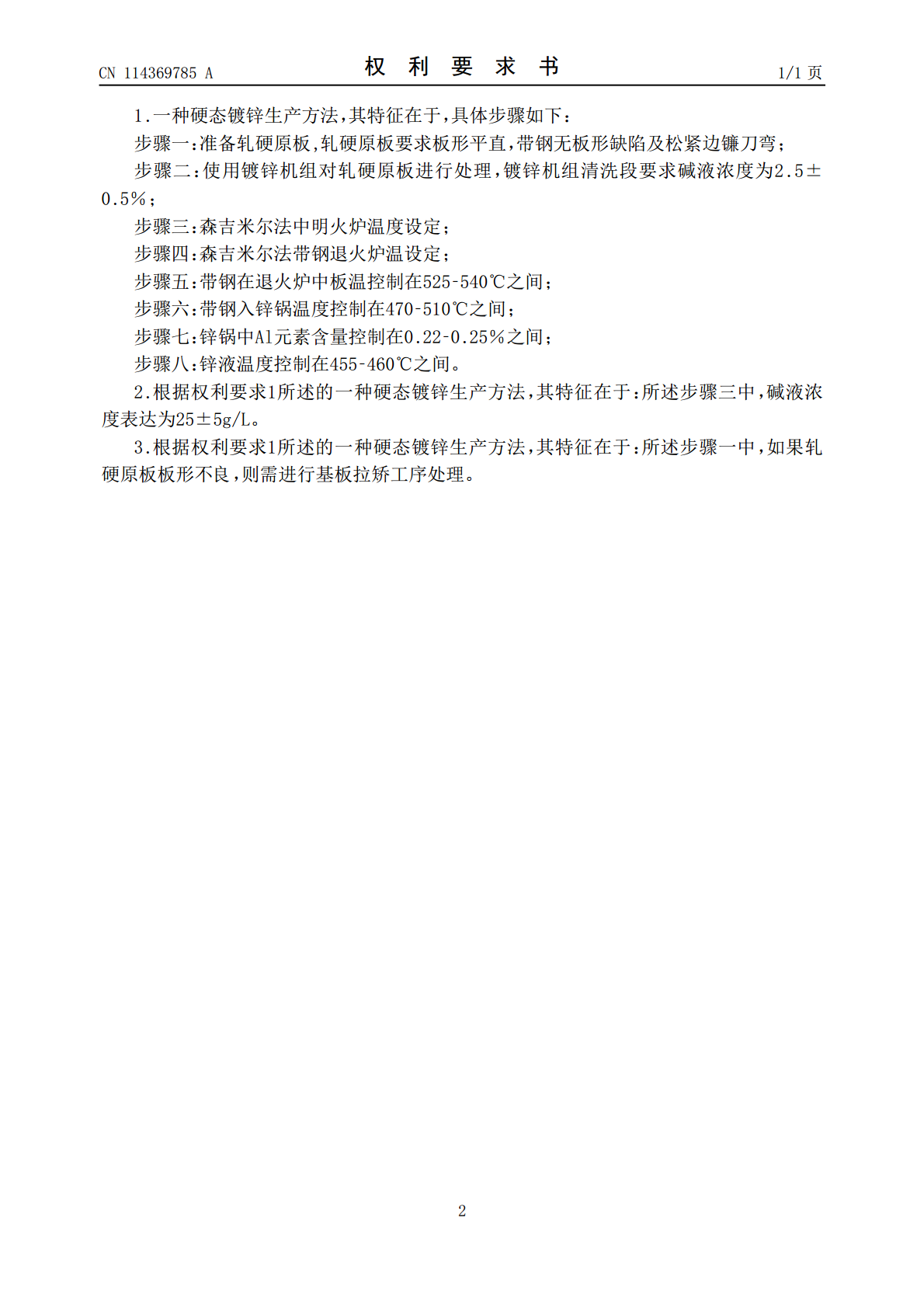
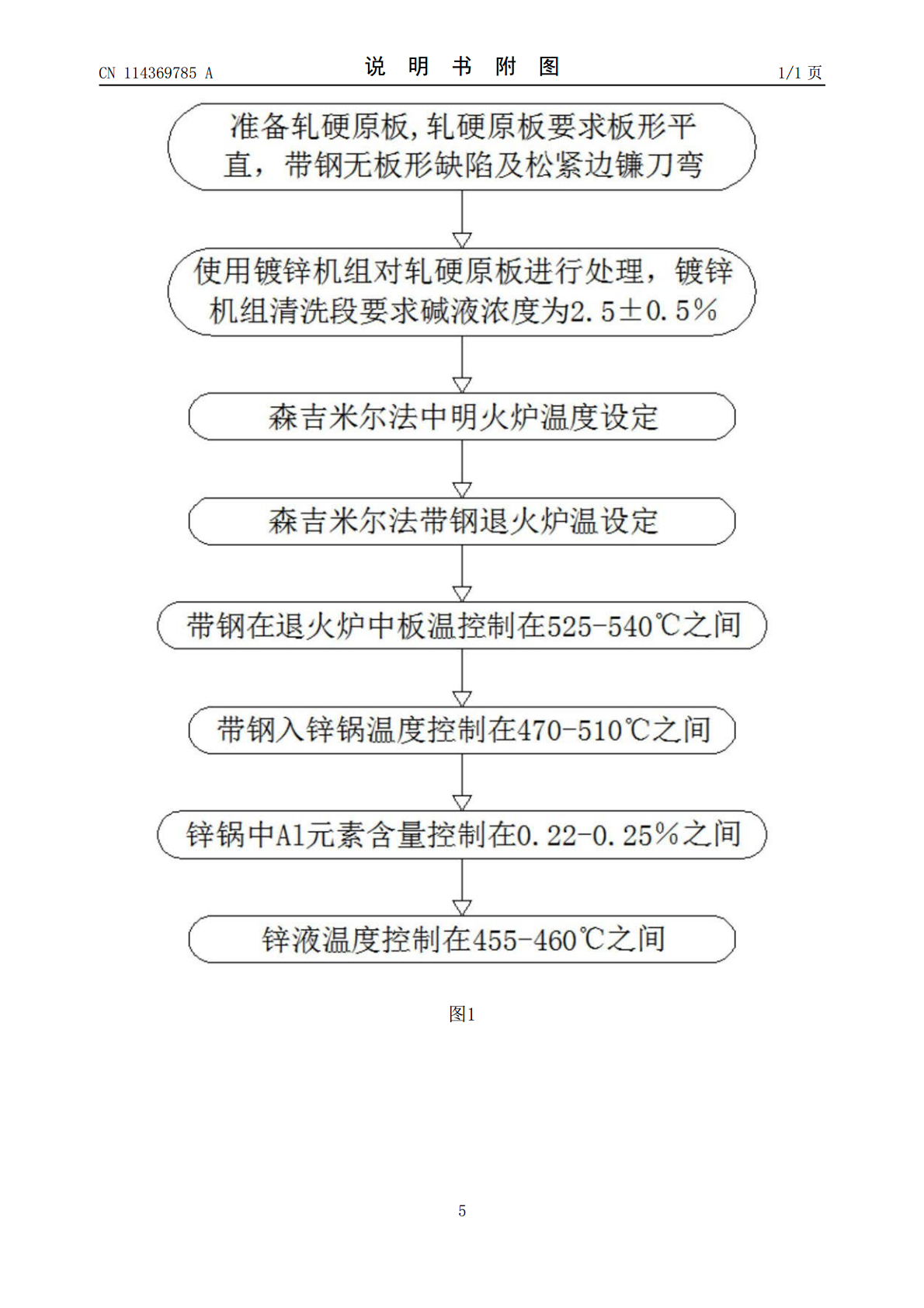
本发明提供一种硬态镀锌生产方法,包括准备轧硬原板,轧硬原板要求板形平直,带钢无板形缺陷及松紧边镰刀弯,对轧硬原板进行检查,如果轧硬原板板形不良,则需进行基板拉矫工序处理,使用镀锌机组对轧硬原板进行处理,镀锌机组清洗段要求碱液浓度为2.5±0.5%,森吉米尔法中明火炉温度设定,森吉米尔法带钢退火炉温设定,该硬态镀锌生产方法设计合理,通过控制退火炉的温度设定,可以生产出质量良好的全硬态镀锌产品,产品屈服强度≥590mpa,表面硬度≥90HRB,满足全硬态镀锌板的定义。
一种半硬态电缆钢及生产方法.pdf
本发明属于电缆用钢技术领域,具体提供一种半硬态电缆钢及生产方法。该半硬态电缆钢化学成分的质量百分比为:C≤0.02%、Si:≤0.02%、Mn:0.05~0.1%、P≤0.020%、S≤0.015%、Als:0.005~0.01%,其余为Fe和不可避免的杂质,且上述元素满足Cu+Ni+Cr+Mo≤0.030%,Mn/S≥10;其生产方法包括:铁水脱硫、转炉冶炼、吹氩、RH炉处理、连铸、方坯加热、高线轧制、斯太尔摩控冷的步骤。该钢制得的产品的抗拉强度可达到560~750Mpa,且其导电率在16.2%以上,具
一种用于制造半硬态或软态钽丝的装置和方法.pdf
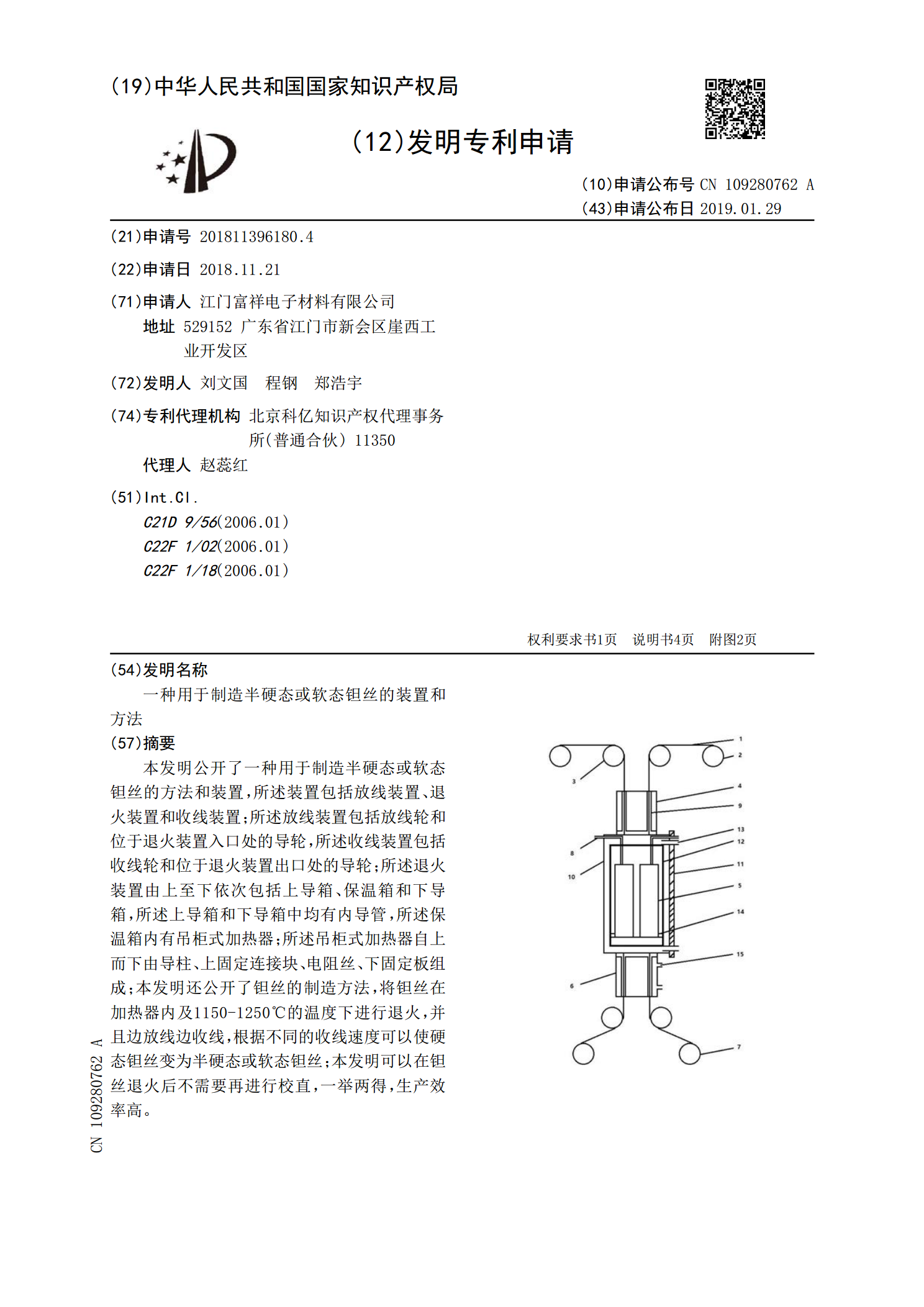
本发明公开了一种用于制造半硬态或软态钽丝的方法和装置,所述装置包括放线装置、退火装置和收线装置;所述放线装置包括放线轮和位于退火装置入口处的导轮,所述收线装置包括收线轮和位于退火装置出口处的导轮;所述退火装置由上至下依次包括上导箱、保温箱和下导箱,所述上导箱和下导箱中均有内导管,所述保温箱内有吊柜式加热器;所述吊柜式加热器自上而下由导柱、上固定连接块、电阻丝、下固定板组成;本发明还公开了钽丝的制造方法,将钽丝在加热器内及1150‑1250℃的温度下进行退火,并且边放线边收线,根据不同的收线速度可以使硬态钽
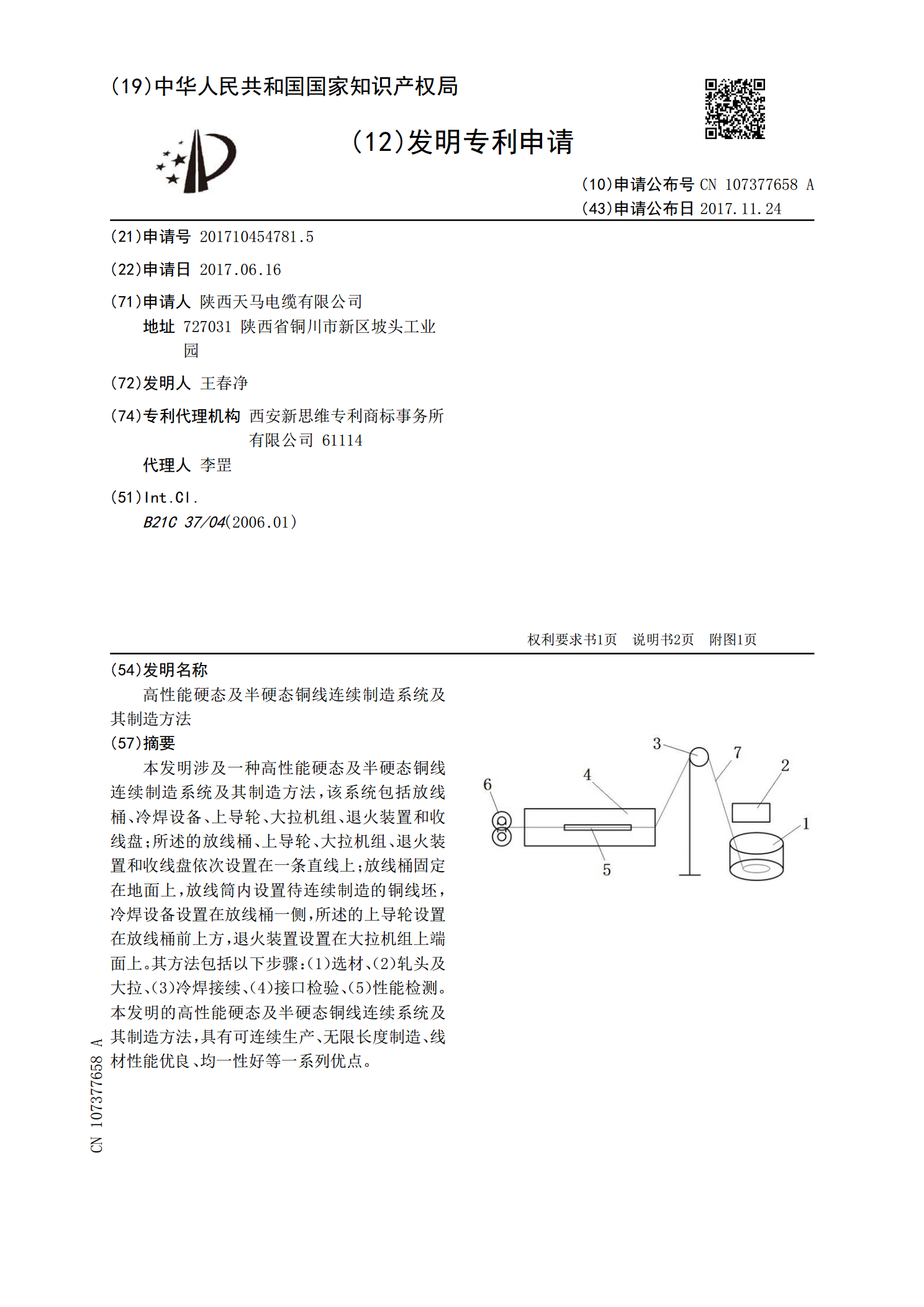
高性能硬态及半硬态铜线连续制造系统及其制造方法.pdf
本发明涉及一种高性能硬态及半硬态铜线连续制造系统及其制造方法,该系统包括放线桶、冷焊设备、上导轮、大拉机组、退火装置和收线盘;所述的放线桶、上导轮、大拉机组、退火装置和收线盘依次设置在一条直线上;放线桶固定在地面上,放线筒内设置待连续制造的铜线坯,冷焊设备设置在放线桶一侧,所述的上导轮设置在放线桶前上方,退火装置设置在大拉机组上端面上。其方法包括以下步骤:(1)选材、(2)轧头及大拉、(3)冷焊接续、(4)接口检验、(5)性能检测。本发明的高性能硬态及半硬态铜线连续系统及其制造方法,具有可连续生产、无限长
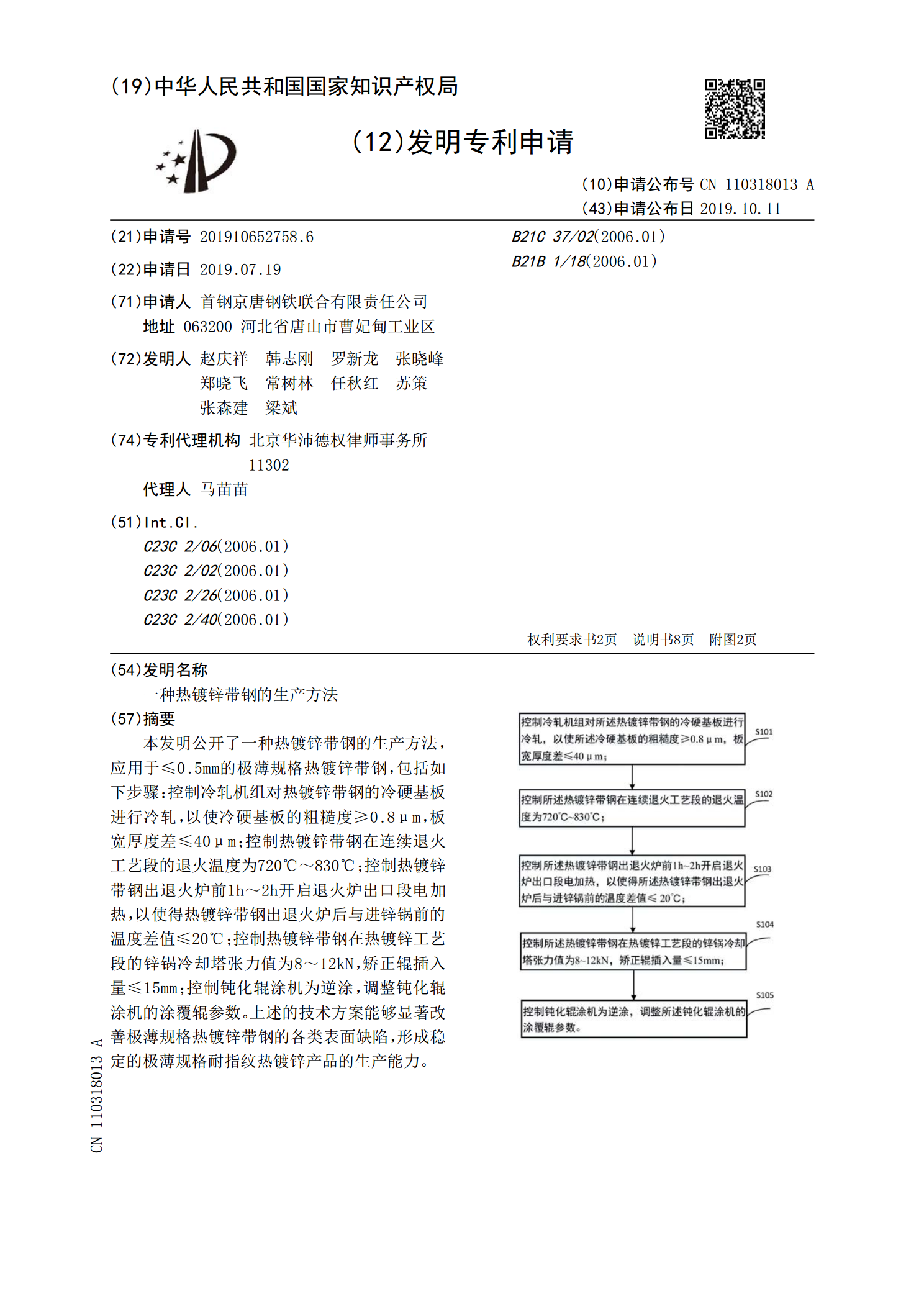
一种热镀锌带钢的生产方法.pdf
本发明公开了一种热镀锌带钢的生产方法,应用于≤0.5mm的极薄规格热镀锌带钢,包括如下步骤:控制冷轧机组对热镀锌带钢的冷硬基板进行冷轧,以使冷硬基板的粗糙度≥0.8μm,板宽厚度差≤40μm;控制热镀锌带钢在连续退火工艺段的退火温度为720℃~830℃;控制热镀锌带钢出退火炉前1h~2h开启退火炉出口段电加热,以使得热镀锌带钢出退火炉后与进锌锅前的温度差值≤20℃;控制热镀锌带钢在热镀锌工艺段的锌锅冷却塔张力值为8~12kN,矫正辊插入量≤15mm;控制钝化辊涂机为逆涂,调整钝化辊涂机的涂覆辊参数。上述的