
一种用于制造半硬态或软态钽丝的装置和方法.pdf

甲申****66

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于制造半硬态或软态钽丝的装置和方法.pdf
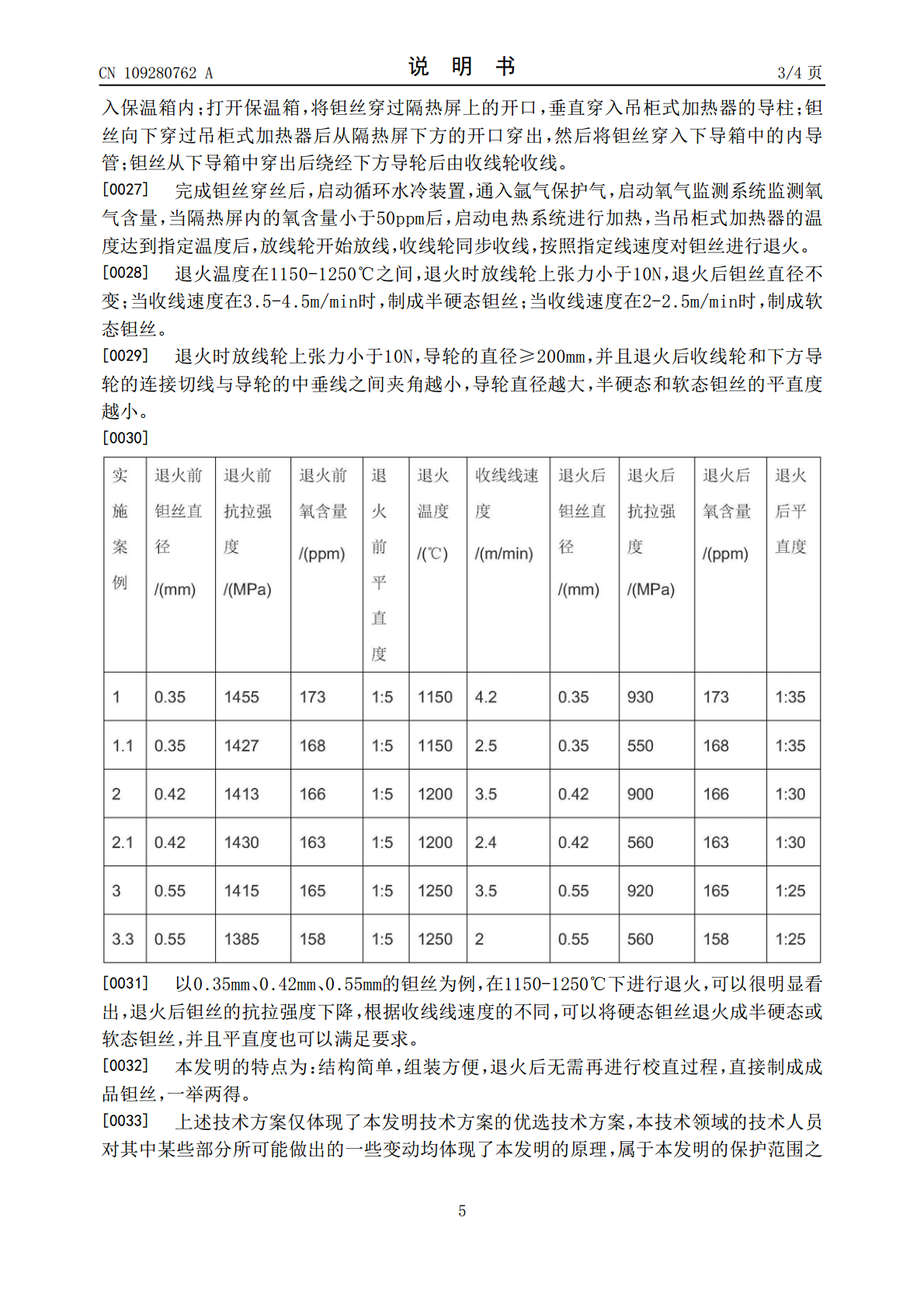
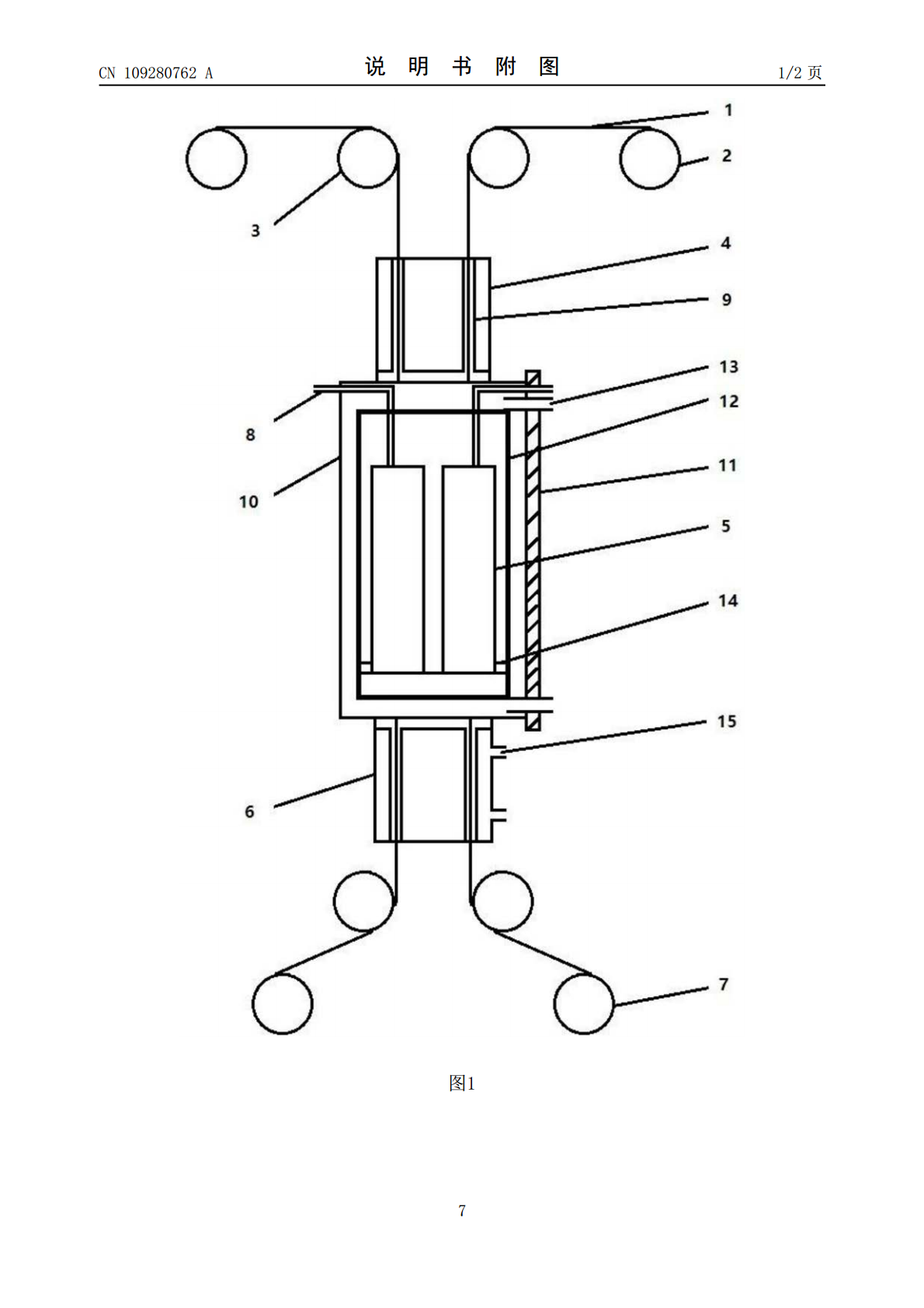
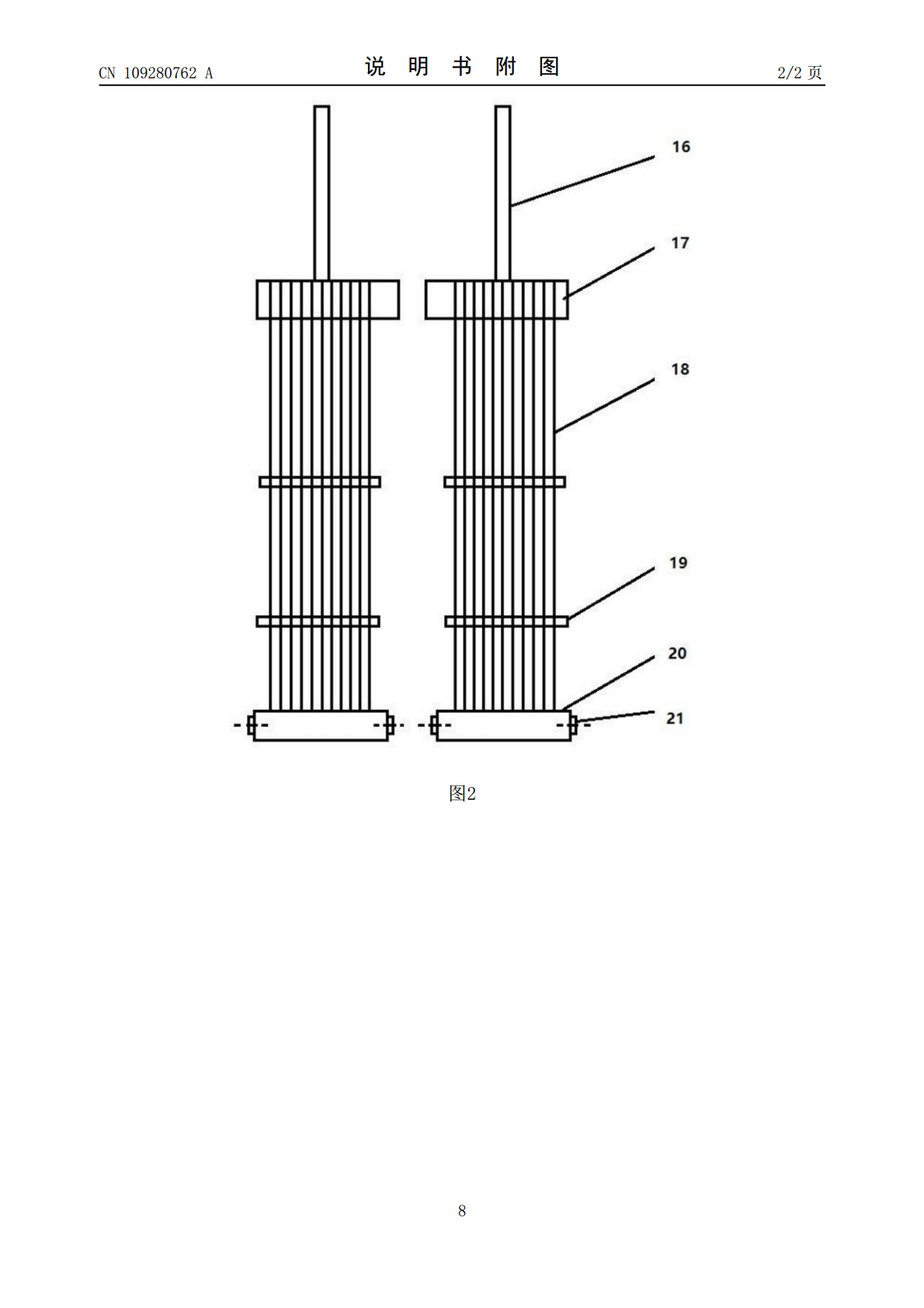
本发明公开了一种用于制造半硬态或软态钽丝的方法和装置,所述装置包括放线装置、退火装置和收线装置;所述放线装置包括放线轮和位于退火装置入口处的导轮,所述收线装置包括收线轮和位于退火装置出口处的导轮;所述退火装置由上至下依次包括上导箱、保温箱和下导箱,所述上导箱和下导箱中均有内导管,所述保温箱内有吊柜式加热器;所述吊柜式加热器自上而下由导柱、上固定连接块、电阻丝、下固定板组成;本发明还公开了钽丝的制造方法,将钽丝在加热器内及1150‑1250℃的温度下进行退火,并且边放线边收线,根据不同的收线速度可以使硬态钽
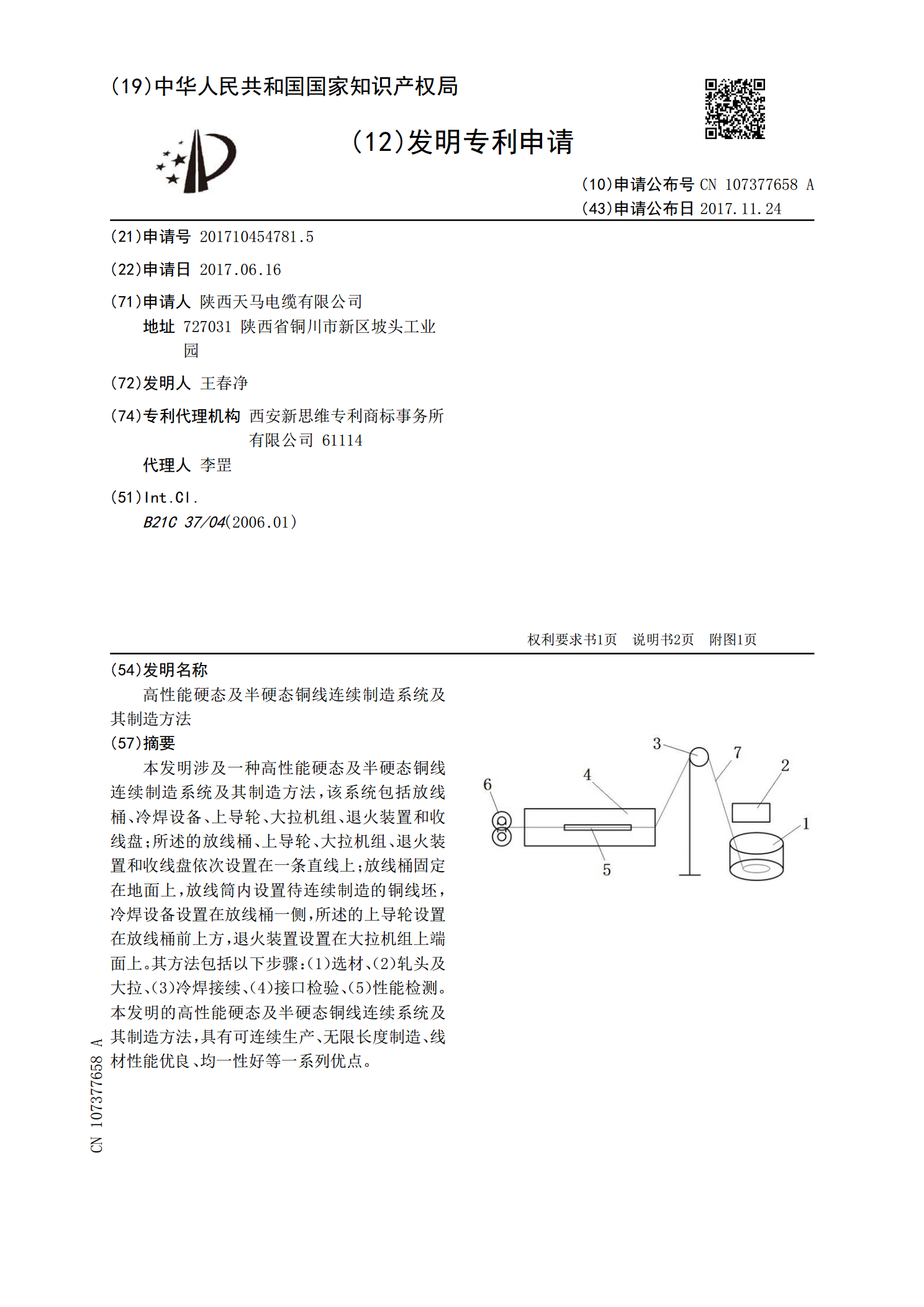
高性能硬态及半硬态铜线连续制造系统及其制造方法.pdf
本发明涉及一种高性能硬态及半硬态铜线连续制造系统及其制造方法,该系统包括放线桶、冷焊设备、上导轮、大拉机组、退火装置和收线盘;所述的放线桶、上导轮、大拉机组、退火装置和收线盘依次设置在一条直线上;放线桶固定在地面上,放线筒内设置待连续制造的铜线坯,冷焊设备设置在放线桶一侧,所述的上导轮设置在放线桶前上方,退火装置设置在大拉机组上端面上。其方法包括以下步骤:(1)选材、(2)轧头及大拉、(3)冷焊接续、(4)接口检验、(5)性能检测。本发明的高性能硬态及半硬态铜线连续系统及其制造方法,具有可连续生产、无限长
一种半硬态电缆钢及生产方法.pdf
本发明属于电缆用钢技术领域,具体提供一种半硬态电缆钢及生产方法。该半硬态电缆钢化学成分的质量百分比为:C≤0.02%、Si:≤0.02%、Mn:0.05~0.1%、P≤0.020%、S≤0.015%、Als:0.005~0.01%,其余为Fe和不可避免的杂质,且上述元素满足Cu+Ni+Cr+Mo≤0.030%,Mn/S≥10;其生产方法包括:铁水脱硫、转炉冶炼、吹氩、RH炉处理、连铸、方坯加热、高线轧制、斯太尔摩控冷的步骤。该钢制得的产品的抗拉强度可达到560~750Mpa,且其导电率在16.2%以上,具

退火态钽丝表面熔化机理的研究.docx
退火态钽丝表面熔化机理的研究退火态钽丝表面熔化机理的研究摘要:退火态钽丝相较于晶态钽丝表面的熔化现象,具有一定的实际应用价值。本论文旨在研究退火态钽丝表面熔化的机理,并探讨其对材料性能的影响。通过对退火态钽丝进行试验观察,并结合表面形貌分析和显微镜观察,发现退火态钽丝表面熔化机理主要由热传导和表面能的影响所致。实验结果表明,退火态钽丝表面熔化能够提高钽丝的塑性和导电性能,但同时也会对钽丝的耐腐蚀性能产生一定的负面影响。本论文的研究对于了解钽丝材料的性能及其应用具有一定的参考价值。关键词:退火态钽丝;表面熔
一种预硬态耐蚀模板用钢及其制造方法.pdf
一种预硬态耐蚀模板用钢及其制造方法,属于金属冶炼及热加工技术领域,解决耐蚀模具用钢合金成本高、在预硬化生产工艺复杂、预硬化硬度均匀性差等技术问题。所述预硬态耐蚀模板用钢的化学成分及重量百分比为:C:0.01~0.05%,Si≤0.40,Mn:1.5~2.0%,Cr:10.00~11.00%,P<0.020%,S<0.010%,N:0.08~0.11,其余为Fe和不可避免的杂质。其制造方法包括下述依次的步骤:转炉冶炼+VOD真空脱气+LF钢包精炼→浇铸钢锭→热轧→空冷→低温回火。本发明具有合金成本低、预硬化