
一种热镀锌带钢的生产方法.pdf

邻家****mk


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热镀锌带钢的生产方法.pdf
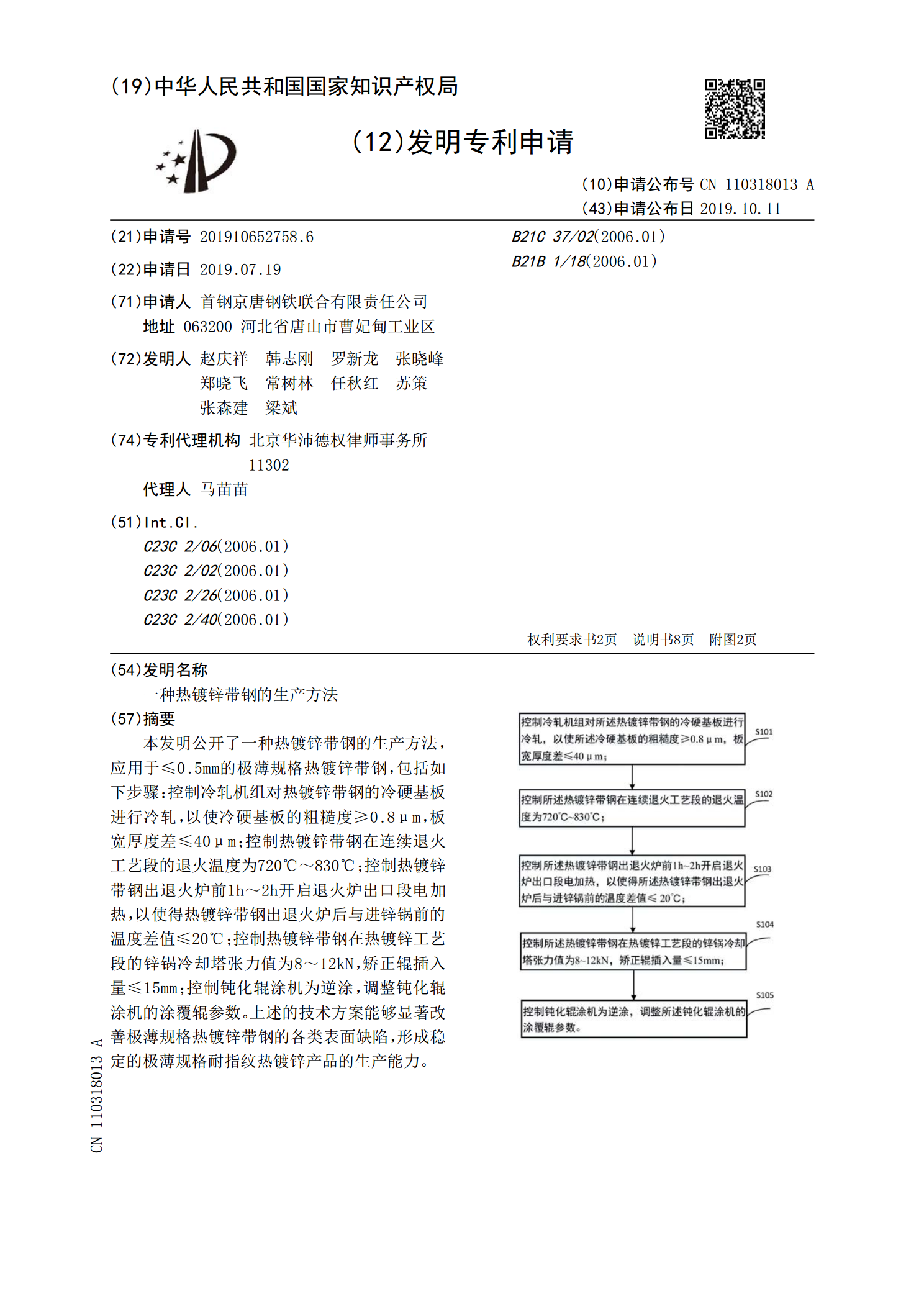
本发明公开了一种热镀锌带钢的生产方法,应用于≤0.5mm的极薄规格热镀锌带钢,包括如下步骤:控制冷轧机组对热镀锌带钢的冷硬基板进行冷轧,以使冷硬基板的粗糙度≥0.8μm,板宽厚度差≤40μm;控制热镀锌带钢在连续退火工艺段的退火温度为720℃~830℃;控制热镀锌带钢出退火炉前1h~2h开启退火炉出口段电加热,以使得热镀锌带钢出退火炉后与进锌锅前的温度差值≤20℃;控制热镀锌带钢在热镀锌工艺段的锌锅冷却塔张力值为8~12kN,矫正辊插入量≤15mm;控制钝化辊涂机为逆涂,调整钝化辊涂机的涂覆辊参数。上述的

一种热镀锌带钢生产余热利用装置.pdf
本发明公开了一种热镀锌带钢生产余热利用装置,包括镀锌炉和水锅炉,所述镀锌炉包括炉膛和通烟管道,所述炉膛的一侧设置有罗茨风机,所述罗茨风机的出口端与所述炉膛相通,所述通烟管道位于所述镀锌炉的上部,所述通烟管道与所述炉膛相通,所述通烟管道的内壁设置有螺旋状集热管道,所述集热管道的进水口位于通烟管道的下方,所述集热管道的出水口位于通烟管道的上方,所述通烟管道顶部的烟道通过回热管道与所述罗茨风机连接,所述通烟管道的出烟口设置有热交换器,所述热交换器的输出端连接水锅炉。该发明通过对镀锌炉的高温烟气进行三道集热,降低
一种热扎带钢连续热镀锌设备及其热镀锌方法.pdf
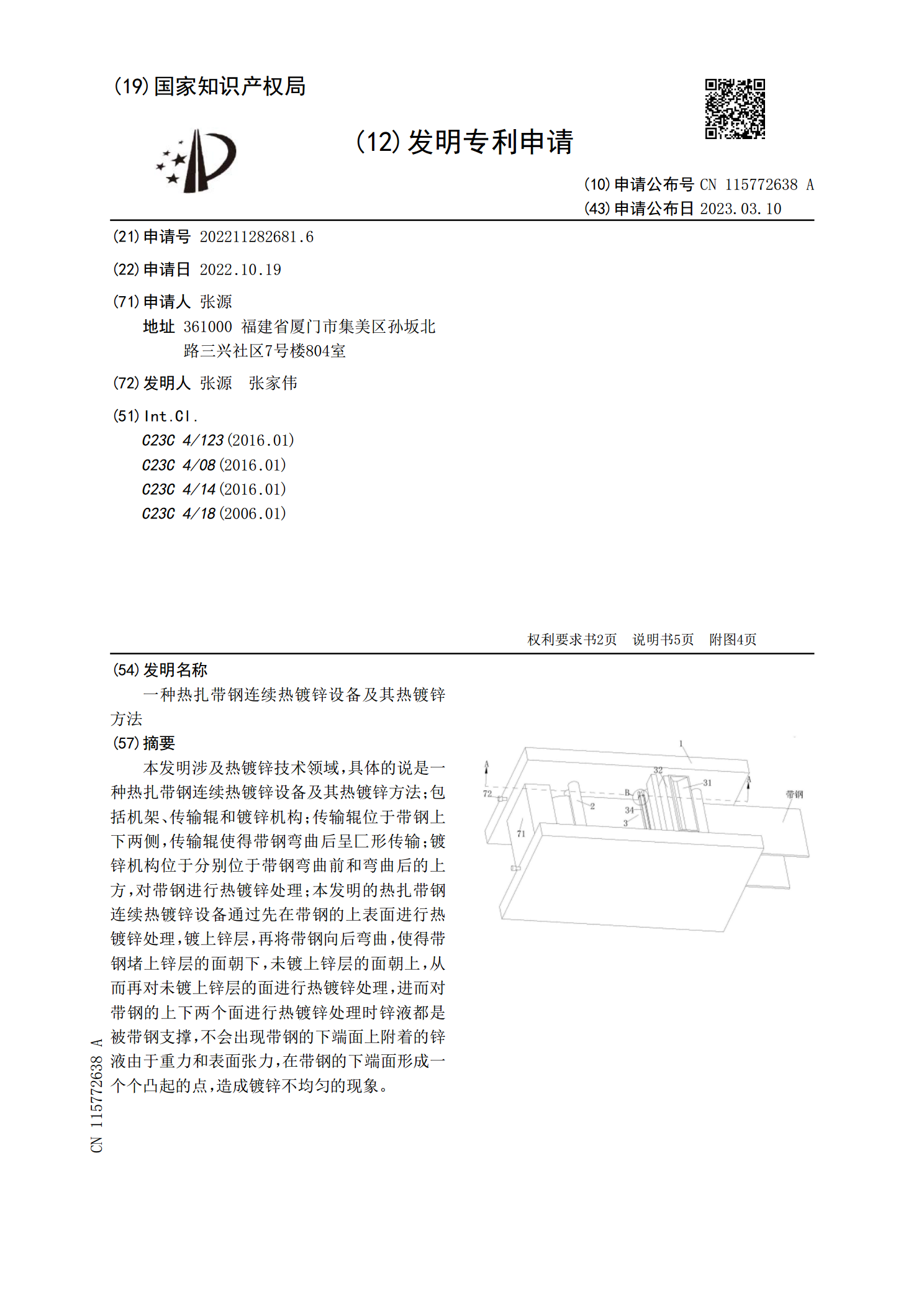
本发明涉及热镀锌技术领域,具体的说是一种热扎带钢连续热镀锌设备及其热镀锌方法;包括机架、传输辊和镀锌机构;传输辊位于带钢上下两侧,传输辊使得带钢弯曲后呈匚形传输;镀锌机构位于分别位于带钢弯曲前和弯曲后的上方,对带钢进行热镀锌处理;本发明的热扎带钢连续热镀锌设备通过先在带钢的上表面进行热镀锌处理,镀上锌层,再将带钢向后弯曲,使得带钢堵上锌层的面朝下,未镀上锌层的面朝上,从而再对未镀上锌层的面进行热镀锌处理,进而对带钢的上下两个面进行热镀锌处理时锌液都是被带钢支撑,不会出现带钢的下端面上附着的锌液由于重力和表

一种热扎带钢连续热镀锌方法.pdf
本发明公开了一种热扎带钢连续热镀锌方法,上述方法在热镀锌设备上完成,所述热镀锌设备包括支撑架,所述支撑架的上方固定连接有工作台,所述工作台的顶部后侧活动安装有第一传动辊,所述第一传动辊的左侧固定安装有第一电机,所述第一传动辊的前侧固定安装有检测箱,所述检测箱的前表面开设有检测箱出口;避免不合格钢卷进入到镀锌池生产出不合格的镀锌产品,方便工作人员查找出镀锌之前工序的误操作,及时止损,避免了因钢卷不合格导致生产成品不合格,同时钢卷在镀锌池内匀速运动,使得钢卷的镀锌层厚度一致,使得整个镀锌层整体结构稳定,附着性

一种热镀锌带钢温度过渡方法.pdf
本发明涉及一种热镀锌带钢温度过渡方法,所述方法包括以下步骤:步骤1:入口段的控制;步骤2:清洗段的控制;步骤3:炉子段的控制;步骤4:气刀的控制;步骤5:平整、拉矫的控制;步骤6:后处理与卷取。该技术方案可以有效的使得规格切换过程中退火温度稳定在一定的范围内,保证切换前后带钢的性能合格稳定。