
一种冷轧钛带连续去应力退火的工艺.pdf

春兰****89

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冷轧钛带连续去应力退火的工艺.pdf
本发明涉及工业纯钛生产技术领域,具体公开了一种冷轧带连续去应力退火的工艺,包括以下步骤:S1、将退火炉整体升温至320℃~430℃;S2、将冷轧钛带安装在放料装置上,并将冷轧钛带的带头与送料装置连接;S3、喷淋装置对冷轧钛带进行喷淋清洗;S4、送料装置使清洗后的冷轧钛带依次通过连续退火炉内的第一退火区域、第二退火区域、第三退火区域、以及第四退火区域;S5、氩气吹扫将冷轧钛带冷却至400℃以下,再空气吹扫将冷轧钛卷冷却至80℃以下,并通过卷取机重卷为卷材;本发明能够有效提升去应力退火的生产效率,降低冷轧钛带
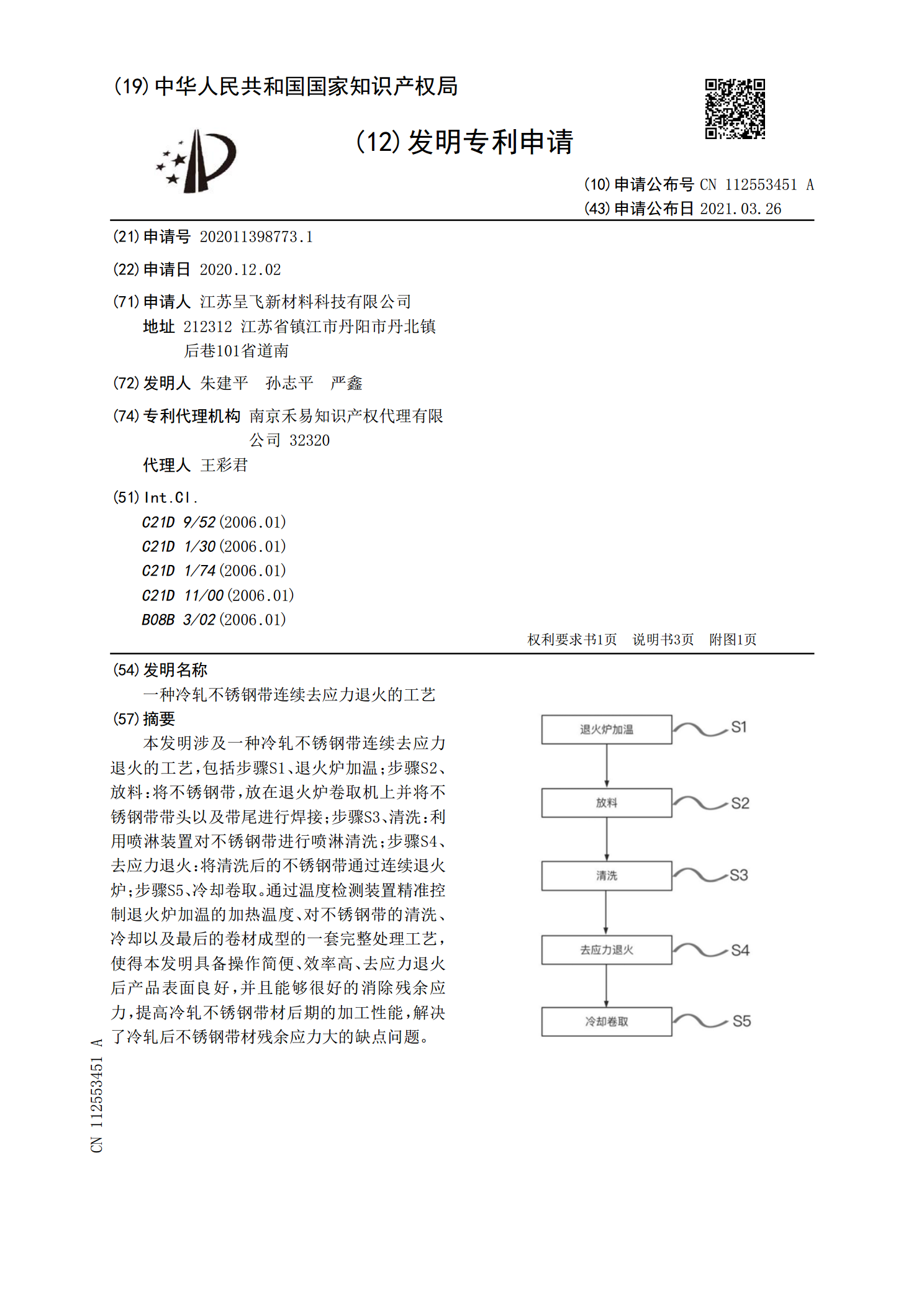
一种冷轧不锈钢带连续去应力退火的工艺.pdf
本发明涉及一种冷轧不锈钢带连续去应力退火的工艺,包括步骤S1、退火炉加温;步骤S2、放料:将不锈钢带,放在退火炉卷取机上并将不锈钢带带头以及带尾进行焊接;步骤S3、清洗:利用喷淋装置对不锈钢带进行喷淋清洗;步骤S4、去应力退火:将清洗后的不锈钢带通过连续退火炉;步骤S5、冷却卷取。通过温度检测装置精准控制退火炉加温的加热温度、对不锈钢带的清洗、冷却以及最后的卷材成型的一套完整处理工艺,使得本发明具备操作简便、效率高、去应力退火后产品表面良好,并且能够很好的消除残余应力,提高冷轧不锈钢带材后期的加工性能,解
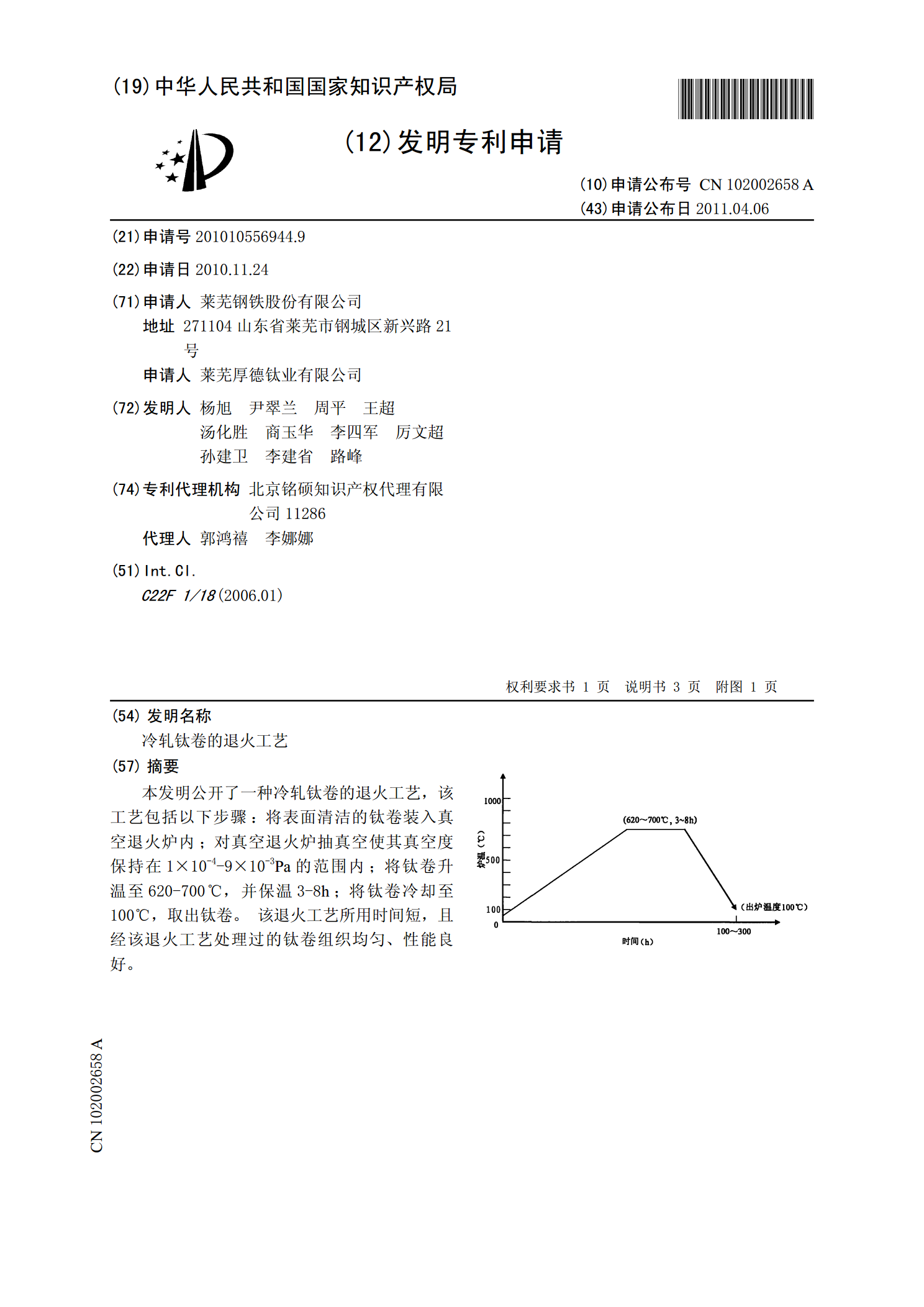
冷轧钛卷的退火工艺.pdf
本发明公开了一种冷轧钛卷的退火工艺,该工艺包括以下步骤:将表面清洁的钛卷装入真空退火炉内;对真空退火炉抽真空使其真空度保持在1×10-4-9×10-3Pa的范围内;将钛卷升温至620-700℃,并保温3-8h;将钛卷冷却至100℃,取出钛卷。该退火工艺所用时间短,且经该退火工艺处理过的钛卷组织均匀、性能良好。
冷轧钛卷连续加热退火的方法.pdf
本发明属于工业纯钛生产技术领域,具体涉及一种冷轧钛卷连续加热退火的方法。针对现有采用罩式退火炉对冷轧钛卷进行退火时生产效率低、不能连续性生产等问题,本发明提供一种冷轧钛卷连续加热退火的方法,该方法先对冷轧钛卷进行脱脂干燥,再在退火前,向马弗炉光亮退火炉中连续通入氩气,直至将马弗炉光亮退火炉中空气排尽,用马弗炉光亮退火炉对冷轧钛卷进行退火。本发明方法解决了罩式退火炉在生产冷轧钛卷时效率低、能量使用率低和不能连续生产的问题,还提供了马弗炉光亮炉连续退火生产线的新应用,使该生产设备既能应用于不锈钢的退火,也能应
一种降低冷轧钛带卷罩式退火粘结的工艺方法.pdf
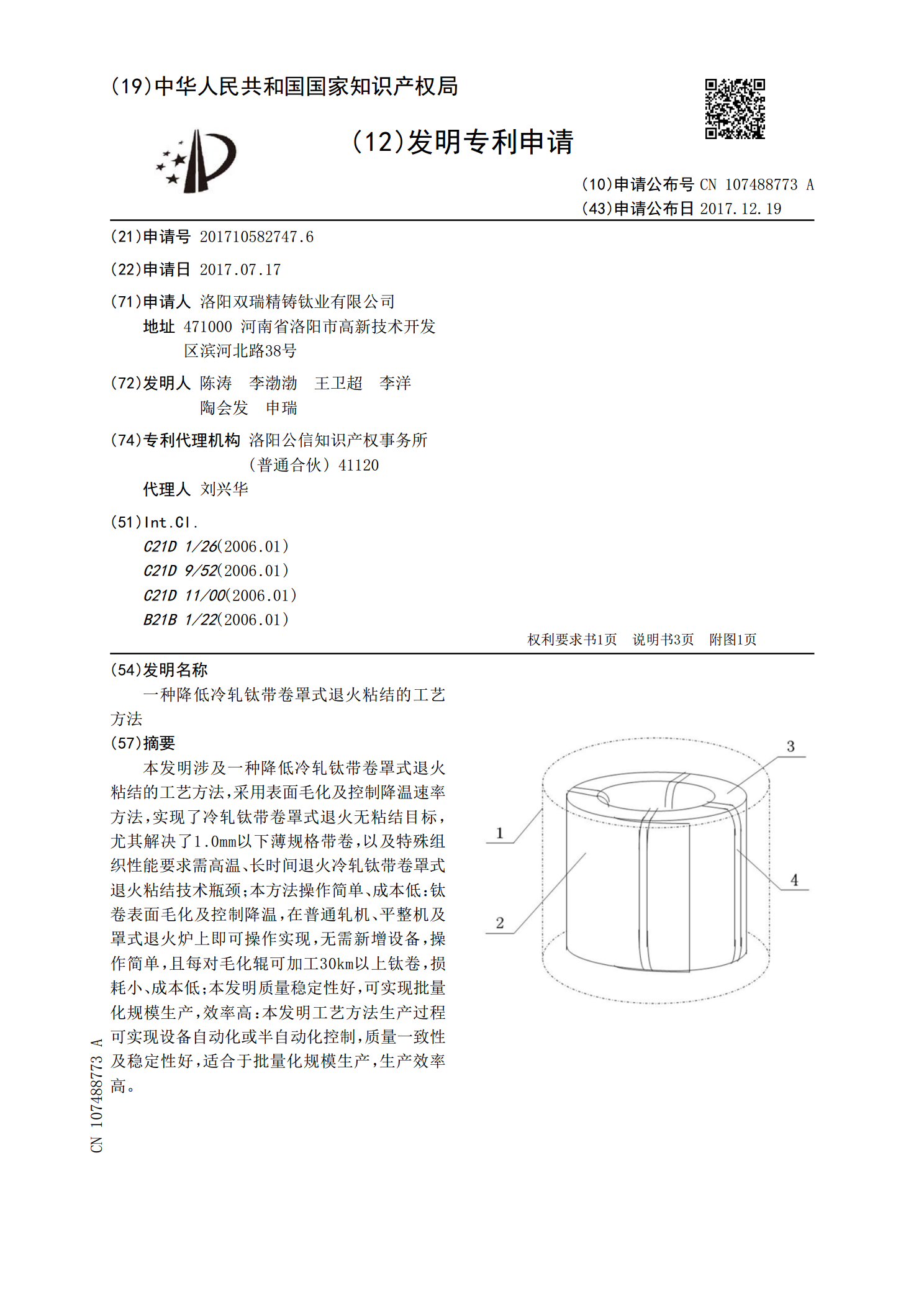
本发明涉及一种降低冷轧钛带卷罩式退火粘结的工艺方法,采用表面毛化及控制降温速率方法,实现了冷轧钛带卷罩式退火无粘结目标,尤其解决了1.0mm以下薄规格带卷,以及特殊组织性能要求需高温、长时间退火冷轧钛带卷罩式退火粘结技术瓶颈;本方法操作简单、成本低:钛卷表面毛化及控制降温,在普通轧机、平整机及罩式退火炉上即可操作实现,无需新增设备,操作简单,且每对毛化辊可加工30km以上钛卷,损耗小、成本低;本发明质量稳定性好,可实现批量化规模生产,效率高:本发明工艺方法生产过程可实现设备自动化或半自动化控制,质量一致性