
2200MPa级钢丝用盘条及其制造方法.pdf

白真****ng

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
2200MPa级钢丝用盘条及其制造方法.pdf
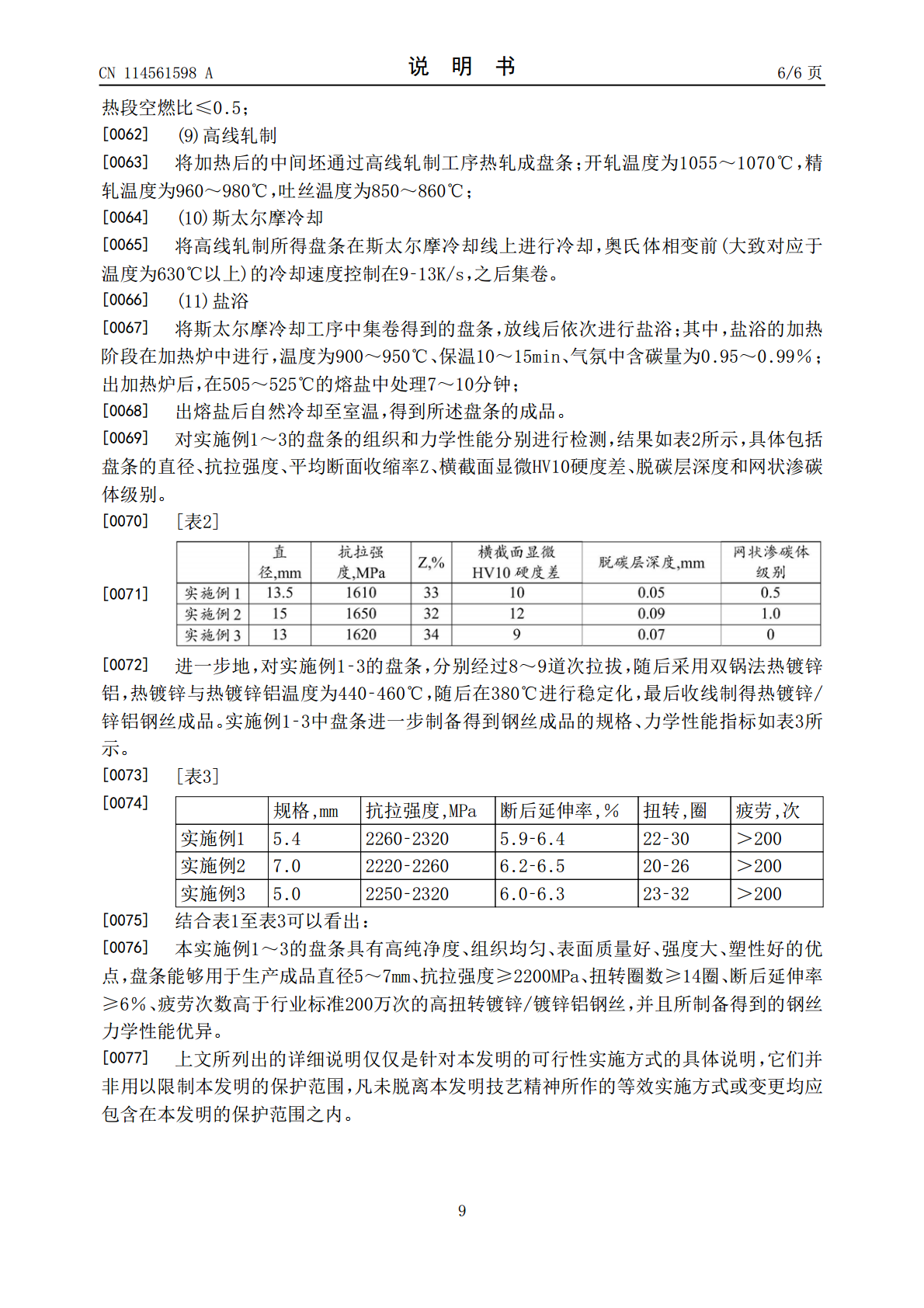
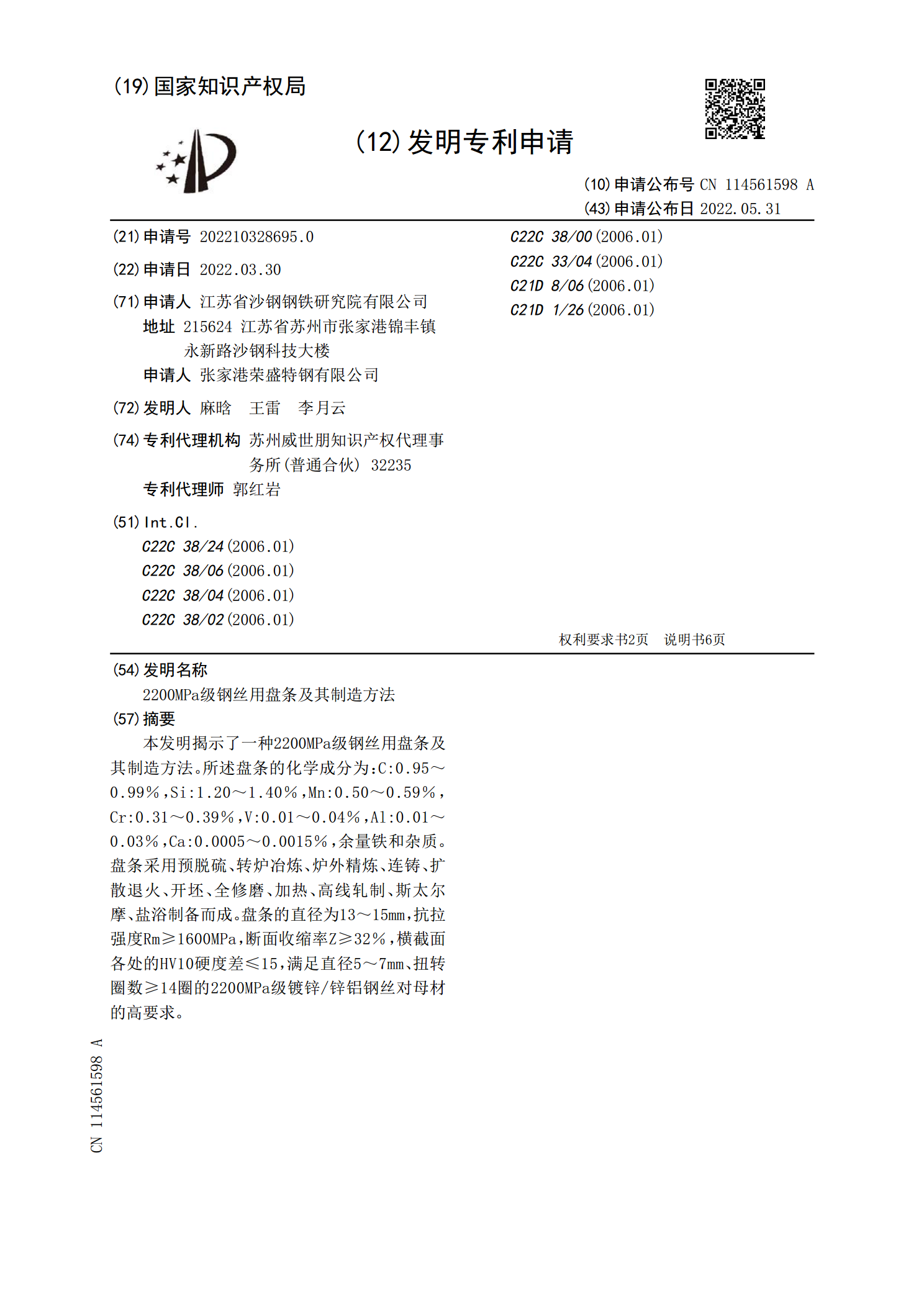
本发明揭示了一种2200MPa级钢丝用盘条及其制造方法。所述盘条的化学成分为:C:0.95~0.99%,Si:1.20~1.40%,Mn:0.50~0.59%,Cr:0.31~0.39%,V:0.01~0.04%,Al:0.01~0.03%,Ca:0.0005~0.0015%,余量铁和杂质。盘条采用预脱硫、转炉冶炼、炉外精炼、连铸、扩散退火、开坯、全修磨、加热、高线轧制、斯太尔摩、盐浴制备而成。盘条的直径为13~15mm,抗拉强度Rm≥1600MPa,断面收缩率Z≥32%,横截面各处的HV10硬度差≤15

铜包钢丝用盘条及其生产方法.pdf
本发明揭示了一种铜包钢丝用盘条及其生产方法。所述盘条的化学成分以质量百分比计为:C≤0.004%,Si≤0.01%,Al0.016~0.024%,Mn0.04~0.07%,Sn≤0.01%,V≤0.01%,Mo≤0.01%,Cr≤0.01%,As≤0.01%,P≤0.012%,S≤0.004%,O≤0.003%,N≤0.003%,余量铁和杂质。其生产方法包括铁水预脱硫—转炉冶炼—真空精炼—连铸—高线轧制—斯太尔摩冷却的工艺路线。盘条的最大夹杂物尺寸≤10μm、最大表面裂纹深度≤50μm、抗拉强度≤28
一种高碳钢丝用盘条及其制备方法.pdf
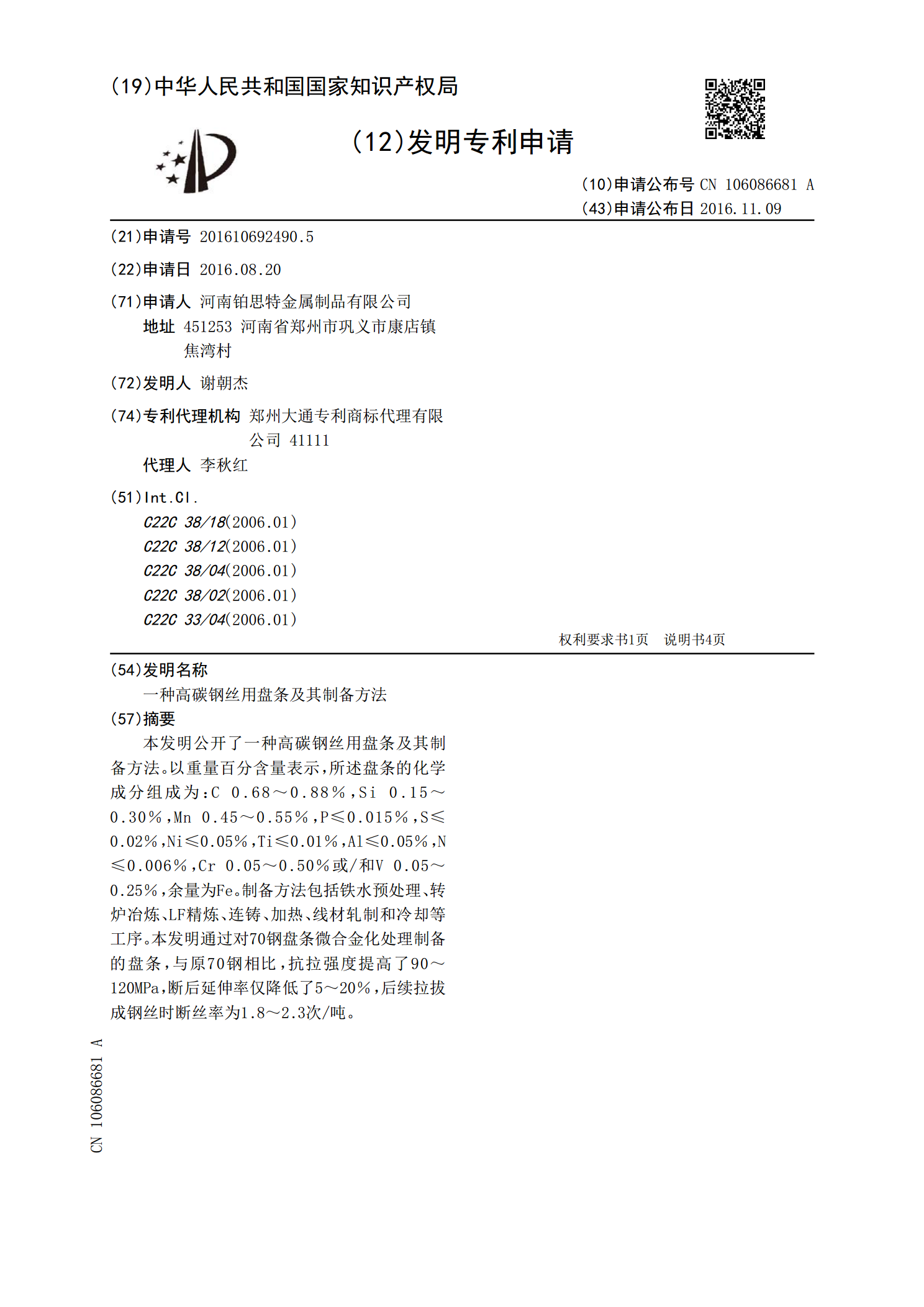
本发明公开了一种高碳钢丝用盘条及其制备方法。以重量百分含量表示,所述盘条的化学成分组成为:C0.68~0.88%,Si0.15~0.30%,Mn0.45~0.55%,P≤0.015%,S≤0.02%,Ni≤0.05%,Ti≤0.01%,Al≤0.05%,N≤0.006%,Cr0.05~0.50%或/和V0.05~0.25%,余量为Fe。制备方法包括铁水预处理、转炉冶炼、LF精炼、连铸、加热、线材轧制和冷却等工序。本发明通过对70钢盘条微合金化处理制备的盘条,与原70钢相比,抗拉强度提高了90~1
1670MPa级桥梁缆索镀锌钢丝用盘条及其制备方法.pdf
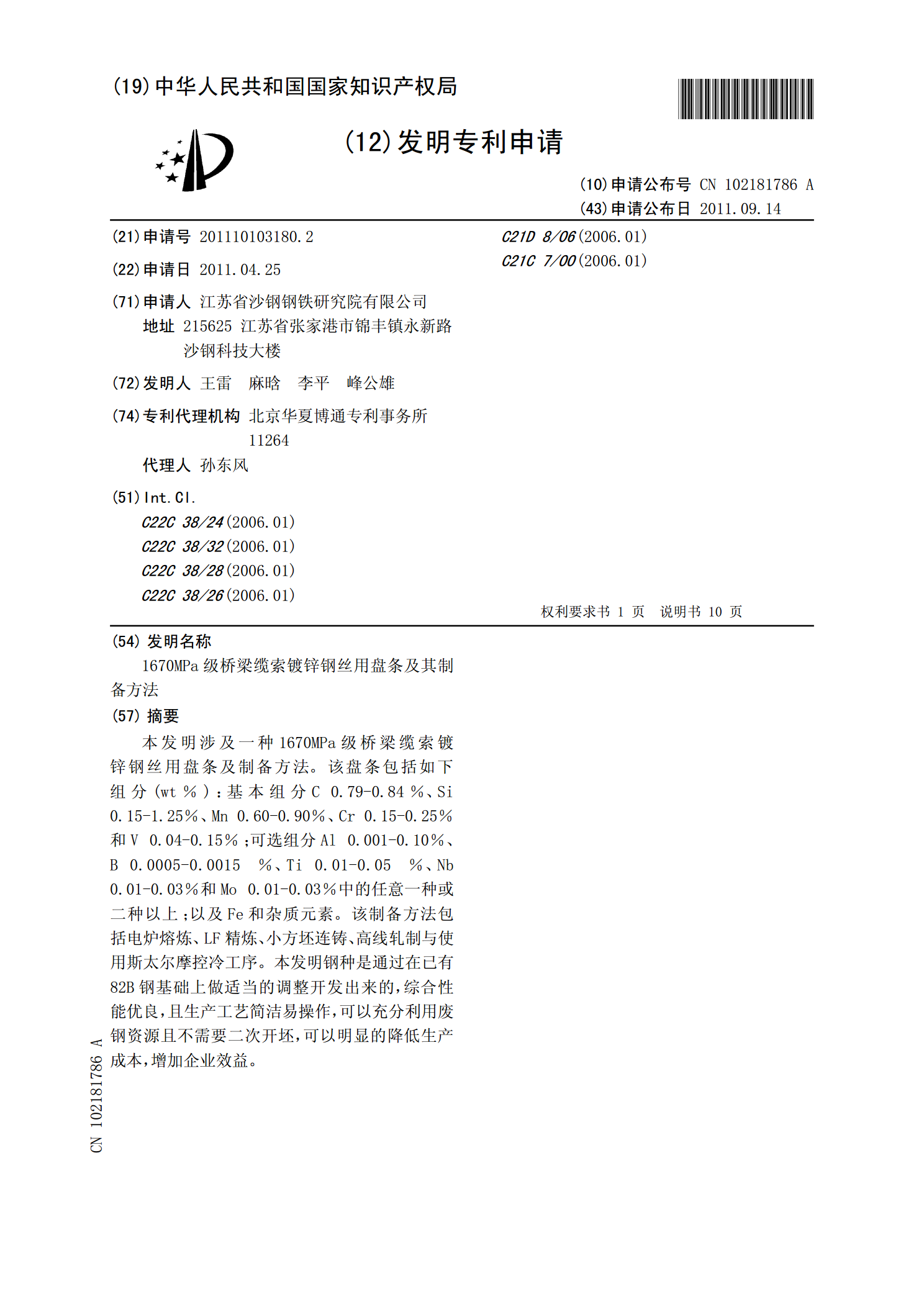
本发明涉及一种1670MPa级桥梁缆索镀锌钢丝用盘条及制备方法。该盘条包括如下组分(wt%):基本组分C?0.79-0.84%、Si?0.15-1.25%、Mn?0.60-0.90%、Cr?0.15-0.25%和V?0.04-0.15%;可选组分Al?0.001-0.10%、B?0.0005-0.0015%、Ti?0.01-0.05%、Nb?0.01-0.03%和Mo?0.01-0.03%中的任意一种或二种以上;以及Fe和杂质元素。该制备方法包括电炉熔炼、LF精炼、小方坯连铸、高线轧制与使用斯太尔摩控冷工
电梯钢丝绳外层丝用盘条及其生产方法.pdf
本发明公开了一种电梯钢丝绳外层丝用盘条及其生产方法,其包括冶炼、连铸、加热、轧制和冷却工序;所述冶炼工序出钢钢水中成分的重量百分含量为:C0.41~0.43%,Si0.20~0.30%,Mn0.31~0.39%,P≤0.025%,S≤0.025%,其余为Fe和不可避免的杂质元素。本方法通过成分设计和显微组织的均匀控制,所得盘条抗拉强度650~800MPa、断面收缩率≥40%、断后伸长率≥18%;盘条制成的0.52mm钢丝强度级别为1370MPa,硬度范围为300~340HV,大大降低了成品钢丝绳对电