
一种高效经济型铁路车轮热加工方法及铁路车轮.pdf

论文****酱吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高效经济型铁路车轮热加工方法及铁路车轮.pdf
本发明公开了一种高效经济型铁路车轮热加工方法及铁路车轮,所述热加工方法包括以下步骤:钢坯加热、锻轧,将锻轧得到毛坯车轮经辊道链板床直接转运至热处理加热炉进行加热,将加热后的车轮运至淬火台进行踏面喷水冷却,将淬火后的车轮通过辊道链板床传输至回火炉入炉口,装炉进行回火处理;该方法将锻轧工序与热处理工序密切衔接,使锻轧、热处理工序均发挥防白点作用,该方法的生产效率高、能耗小,且生产得到的车轮防白点可靠性高、经济性好。

铁路车轮的制造方法以及铁路车轮.pdf
本发明的课题在于稳定地制造先共析渗碳体的生成得到抑制的铁路车轮。将以质量%计C为0.80~1.15%的中间品加热至A

铁路车轮的制备方法.pdf
本发明公开了一种铁路车轮的制备方法,其包括切坯、钢坯加热、成形、轧制、缓冷或等温处理、热处理和精加工步骤。本制备方法取消粗加工,适当增加精加工余量可以使热处理后的踏面加工余量增加,在满足加工精度要求的情况下可以去除更多的踏面近表层金属,从而更有利于降低或消除踏面下异常组织区深度。与常规工艺相比,采用本发明制备的车轮在性能指标基本一致的情况下,踏面下异常组织区深度明显减小,精加工刀具消耗降低。
铁路车辆用车轮及铁路车辆用车轮的制造方法.pdf
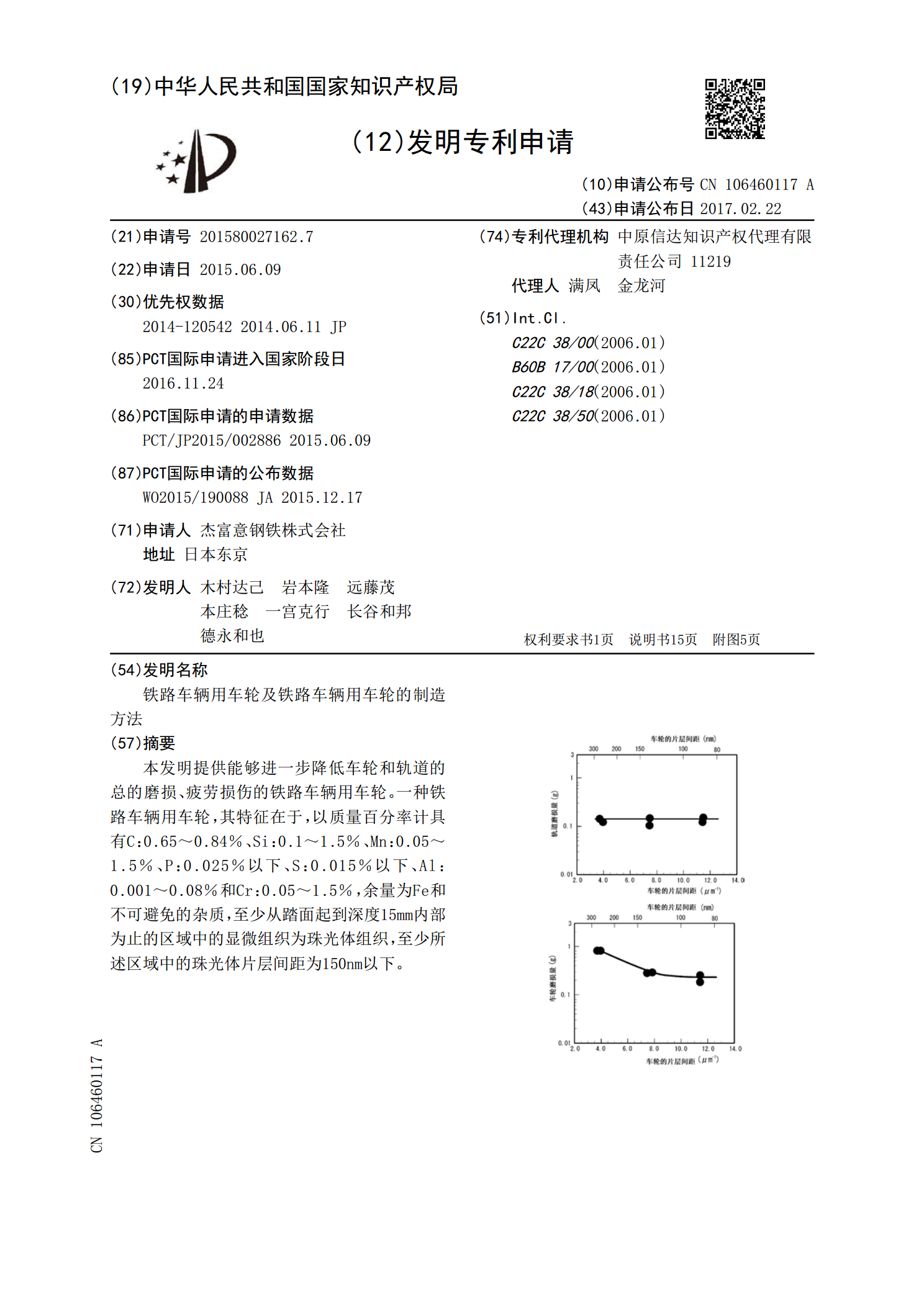
本发明提供能够进一步降低车轮和轨道的总的磨损、疲劳损伤的铁路车辆用车轮。一种铁路车辆用车轮,其特征在于,以质量百分率计具有C:0.65~0.84%、Si:0.1~1.5%、Mn:0.05~1.5%、P:0.025%以下、S:0.015%以下、Al:0.001~0.08%和Cr:0.05~1.5%,余量为Fe和不可避免的杂质,至少从踏面起到深度15mm内部为止的区域中的显微组织为珠光体组织,至少所述区域中的珠光体片层间距为150nm以下。
铁路机车用车轮钢及车轮制备方法.pdf
本发明公开了一种铁路机车用车轮钢,其化学成分重量百分比为:C?0.46~0.55%,Si?0.20~0.37%,Mn?0.70~0.85%,Cr?0.24~0.32%,Als?0.020~0.040%,P≤0.008%,S≤0.008%,其余为Fe和不可避免的杂质元素;本发明还公开了一种铁路货车用高碳低合金车轮钢制备车轮的方法,包括热处理工序,所述热处理工序为:在860~880℃保温3~3.5小时,出炉空冷至室温,然后在840~860℃保温4小时,喷水冷却轮辋400秒,然后在480~500℃保温5小时后,