
一种双金属管加工方法.pdf

是浩****32

1/9

2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种金属管双端加工机床及其加工方法.pdf
本发明公开了一种金属管双端加工机床,机床上设有机架,机架的两端设有加工装置,机架中部设有夹具,金属管位于在夹具内,所述夹具包括壳体,所述壳体的两端设有固定盘,所述固定盘之间连接有压辊,所述压辊绕夹具圆周轴线方向设置。夹具内通过多个压辊绕圆周排列设置,能够使壳体的中部预留出一个圆柱形腔体,腔体用于夹紧金属管,通过压辊旋转时对金属管表面的摩擦,对金属管表面进行打磨,去除金属管表面的铁锈和杂质等。
一种双金属管加工方法.pdf
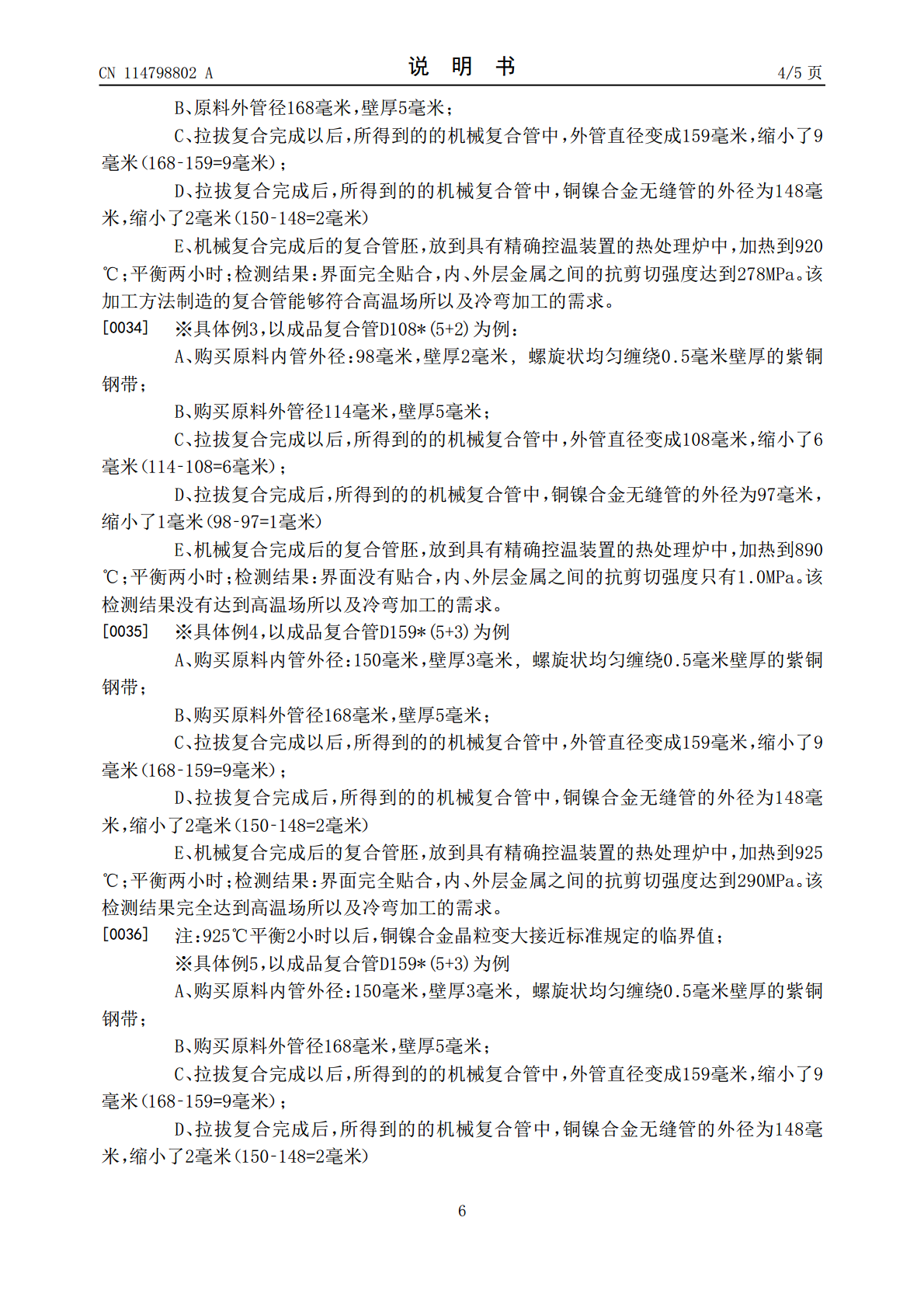
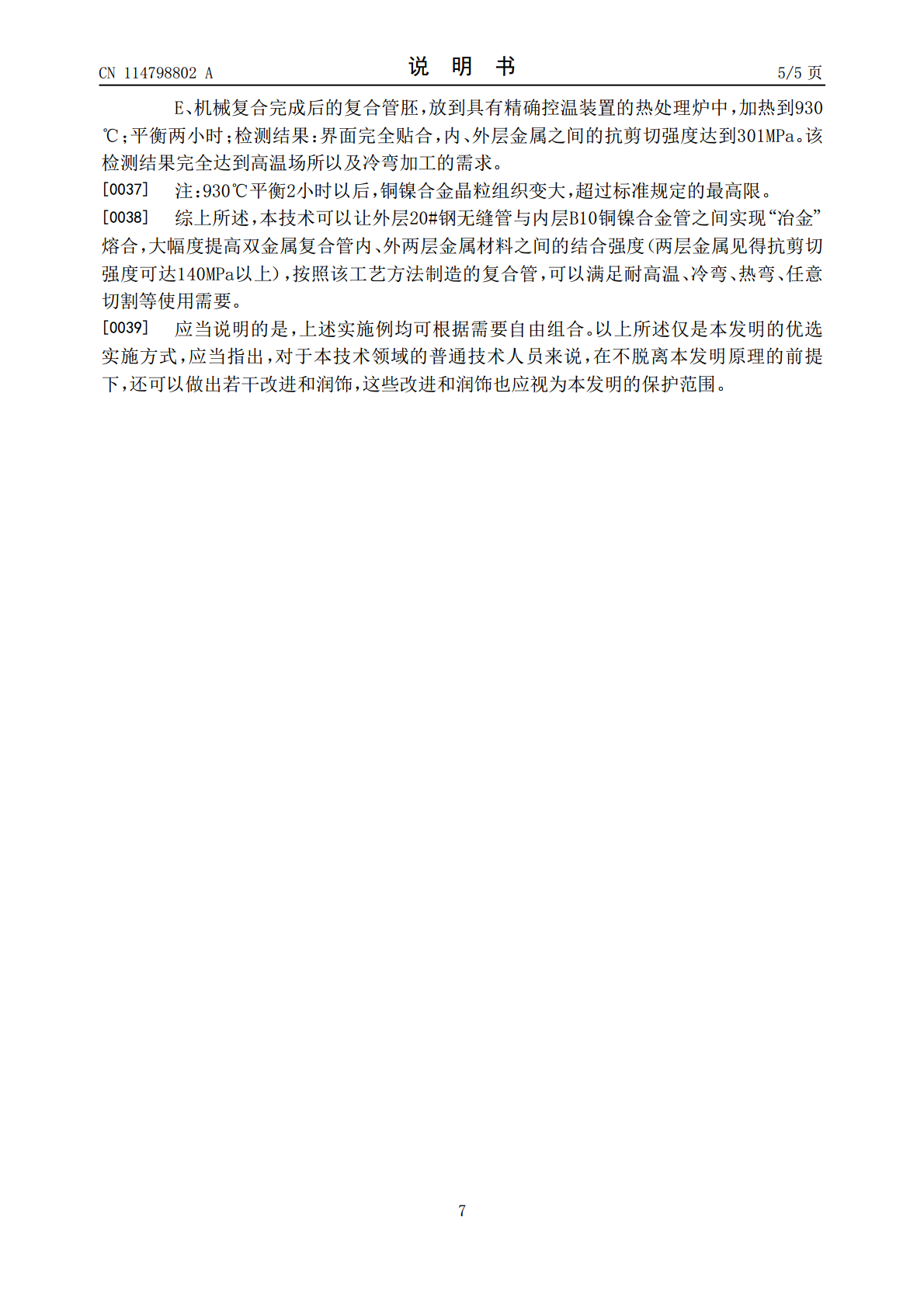
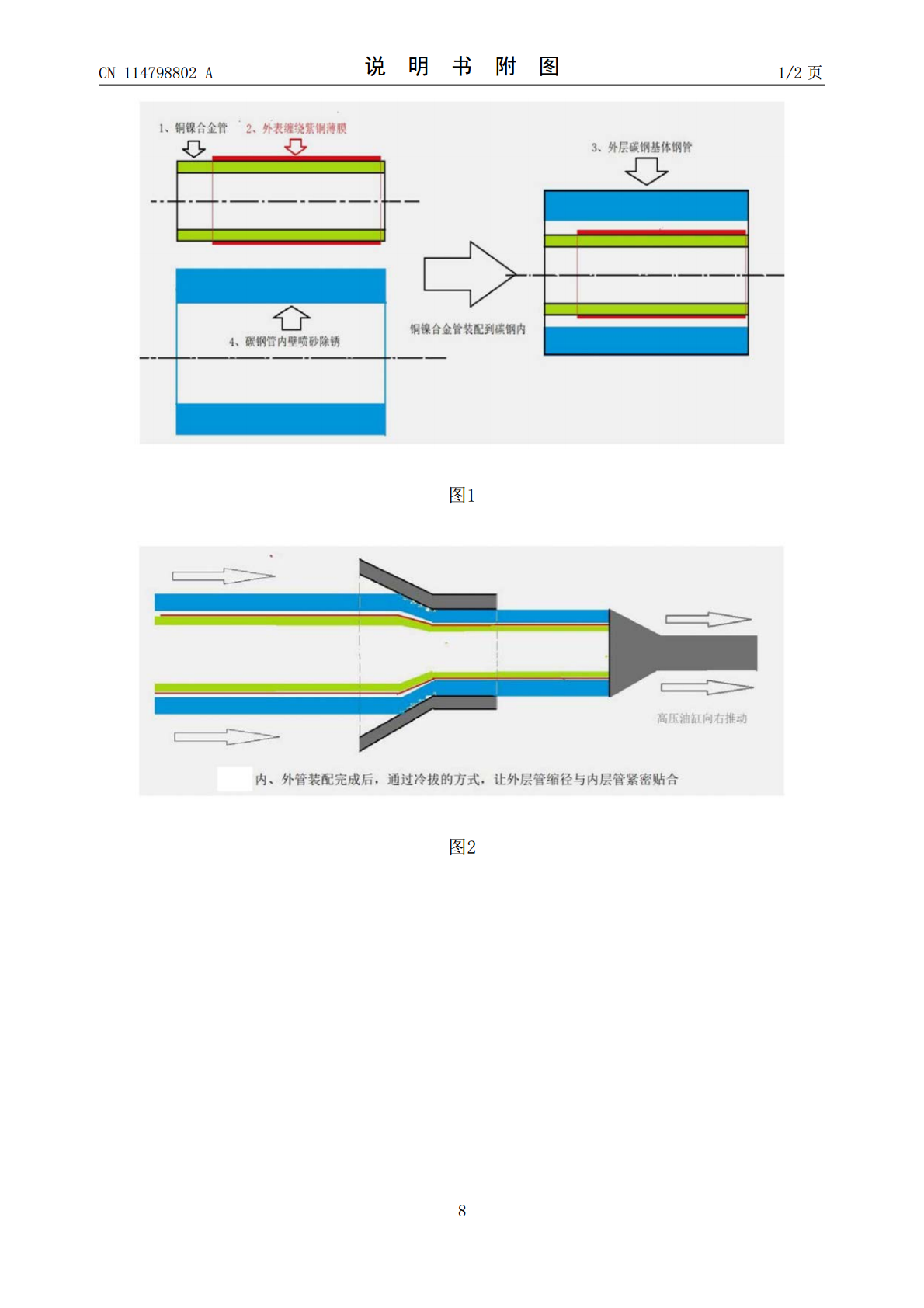
本发明公开了一种双金属复合管的加工方法,包括以下工艺步骤:在内管外表面缠绕作为钎焊用的金属带;将缠绕金属带的内管穿套到外管内;通过冷拉拔使外管和内管贴合到一起,完成机械复合;将机械复合完成后的复合管胚放置到热处理炉内加热并保温促使金属带的分子扩散到内管、外管;取出复合管胚,冷却至室温。该方法可以大幅度提高双金属复合管内、外两层金属材料之间的结合强度,完全可以抵消热膨胀导致的界面剪切力,两层金属不会产生相对滑移,按照该工艺方法制造的复合管,可以满足耐高温、冷弯、热弯、任意切割等使用需要。
一种金属管件弯曲加工方法.pdf
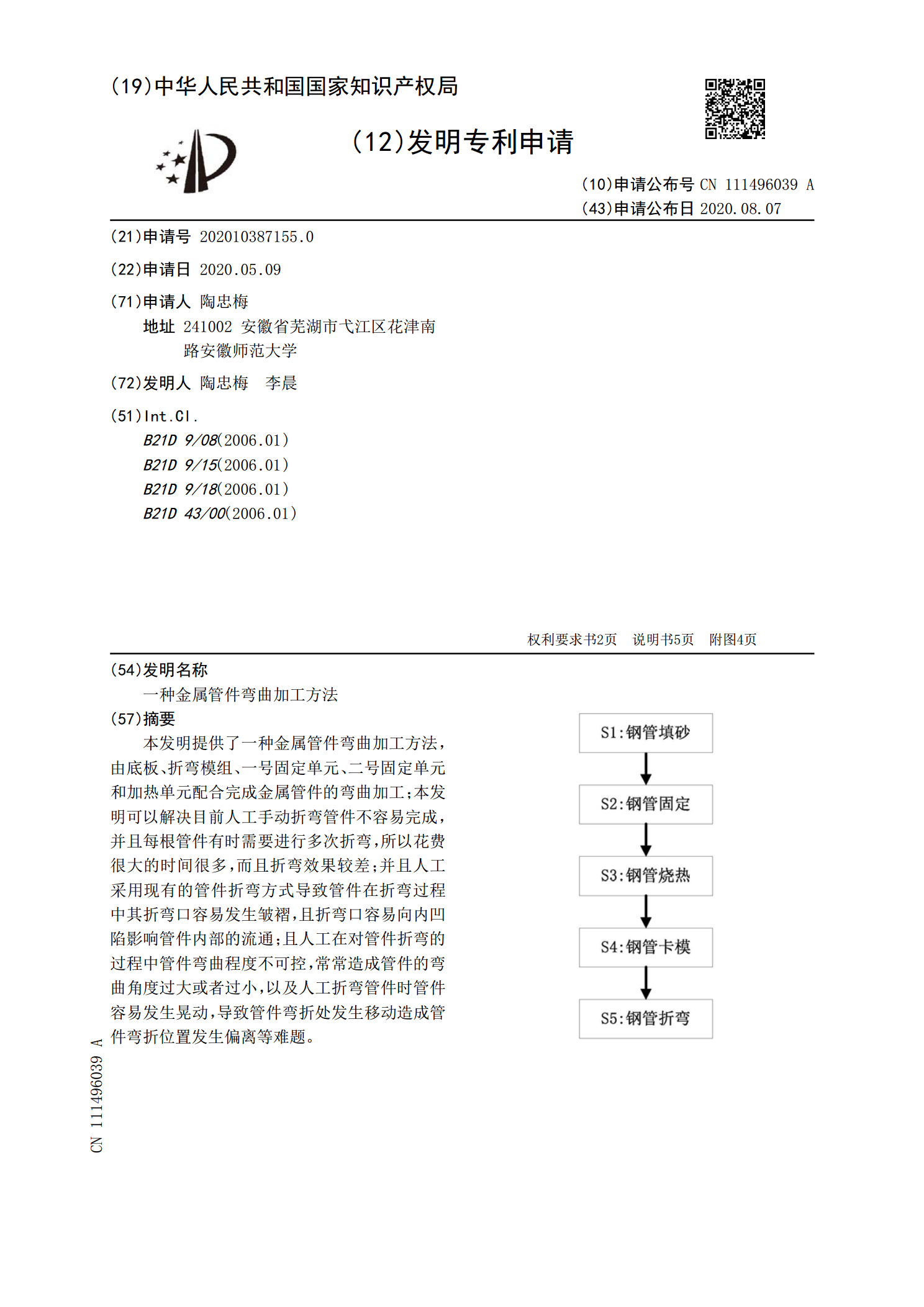
本发明提供了一种金属管件弯曲加工方法,由底板、折弯模组、一号固定单元、二号固定单元和加热单元配合完成金属管件的弯曲加工;本发明可以解决目前人工手动折弯管件不容易完成,并且每根管件有时需要进行多次折弯,所以花费很大的时间很多,而且折弯效果较差;并且人工采用现有的管件折弯方式导致管件在折弯过程中其折弯口容易发生皱褶,且折弯口容易向内凹陷影响管件内部的流通;且人工在对管件折弯的过程中管件弯曲程度不可控,常常造成管件的弯曲角度过大或者过小,以及人工折弯管件时管件容易发生晃动,导致管件弯折处发生移动造成管件弯折位置
一种金属管件自动加工生产方法.pdf
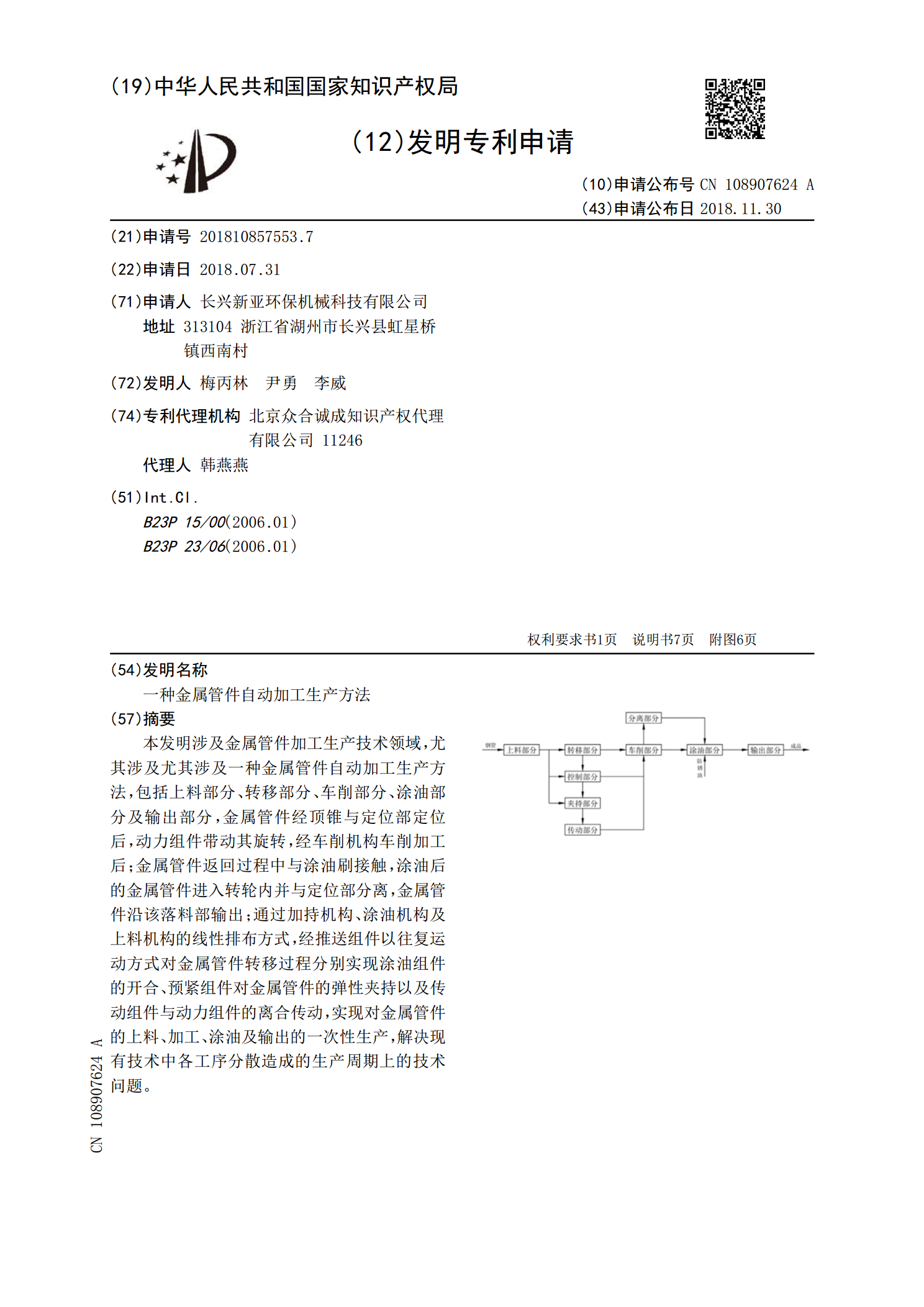
本发明涉及金属管件加工生产技术领域,尤其涉及尤其涉及一种金属管件自动加工生产方法,包括上料部分、转移部分、车削部分、涂油部分及输出部分,金属管件经顶锥与定位部定位后,动力组件带动其旋转,经车削机构车削加工后;金属管件返回过程中与涂油刷接触,涂油后的金属管件进入转轮内并与定位部分离,金属管件沿该落料部输出;通过加持机构、涂油机构及上料机构的线性排布方式,经推送组件以往复运动方式对金属管件转移过程分别实现涂油组件的开合、预紧组件对金属管件的弹性夹持以及传动组件与动力组件的离合传动,实现对金属管件的上料、加工、

一种金属管成型设备及其加工方法.pdf
本发明公开了一种金属管成型设备及其加工方法,金属管成型设备包括:机架;夹持且转动金属管的三爪夹紧总成;加热金属管的电磁感应加热设备,设置有加热线圈;对金属管倒角的圆柱形滚轮及滚轮提升液压缸;对倒角进行定位的第一滚轮位置传感器、第二滚轮位置传感器;对金属管进行初始位置定位的金属管初始定位机构;对金属管固定的打孔夹持机构;对金属管移位的输送机构。本发明具有结构合理、全自动控制、工作效率高的有益效果。