
一种重力铸造旋压车轮生产方法.pdf

曦晨****22


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种重力铸造旋压车轮生产方法.pdf
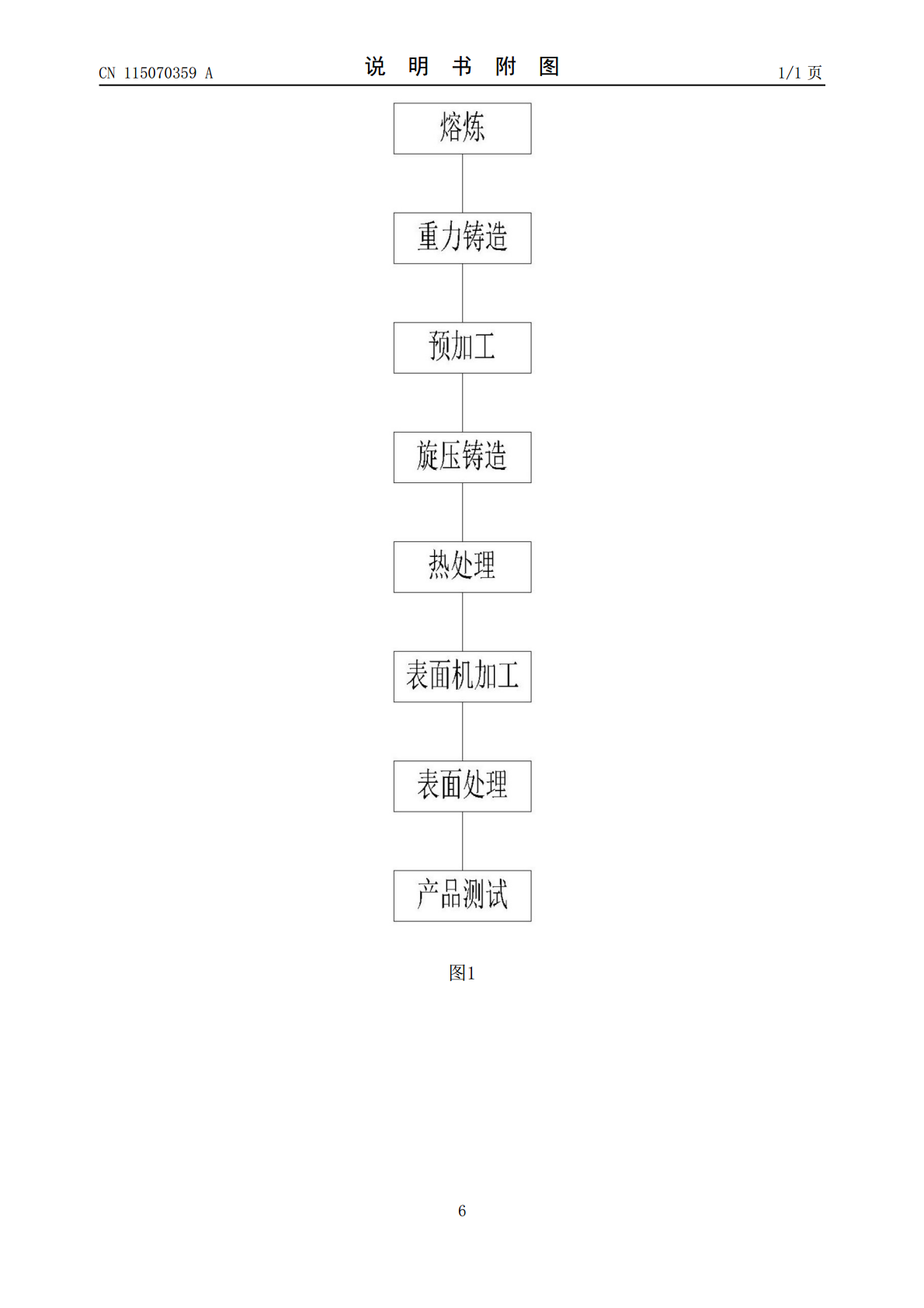
本发明属于轮毂制造设备技术领域,涉及一种重力铸造旋压车轮生产方法,包括以下步骤:A:熔炼,把原材料铝锭加一定比例的回炉料熔化;B:铝水通过自身重力充满模具型腔,完成重力铸造;C:表面预加工至设定尺寸;D:对重力毛坯进行旋压铸造;E:热处理,对旋压后毛坯进行热处理;F:对毛坯进行机械加工;G:表面处理,产品表面进行涂装或电镀处理;H:对成品进行机械性能测试。本发明所述的重力铸造旋压车轮生产方法,能够综合重力铸造和旋压铸造产品的优点,优化冷却管路,提高重力铸造充型速度和冷却效率,保证产品轮辐强度,减少生产时间

一种镁合金汽车轮毂铸造旋压复合成形方法.pdf
本发明属于镁合金汽车轮毂制造领域,具体一种镁合金汽车轮毂铸造及旋压复合成形方法。采用重力铸造或低压铸造工艺制备出镁合金汽车轮毂旋压轮坯,铸造旋坯经表面加工、均匀化处理后,利用热旋压工艺制备出汽车轮毂毛坯,再经过热处理、精确加工和表面涂装制备出镁合金汽车轮毂。本发明镁合金铸造旋压复合成形方法用于镁合金汽车轮毂的制备,可以获得机械性能高和表面质量好的汽车轮毂,完全能够满足汽车领域对汽车轮毂性能指标的要求。本发明不仅能够解决镁合金汽车轮毂强度和韧性差的问题,而且能够明显降低镁合金汽车轮毂的生产成本。

一种铝合金车轮铸造热旋压工艺.pdf
一种铝合金车轮铸造热旋压工艺包括铸造工艺和旋压工艺两部分,其特征在于,铸造所用的铝液中Mg的含量占总质量的0.30-0.40%,利用铸造工艺加工出旋压毛坯,毛坯只铸出轮辐,预成型轮辋,预成型轮辋则根据等体积变形原理预留轮辋所需的材料,轮辋预成形与最终成形的变形比为0.8~1之间,然后利用旋压工艺将毛坯轮辋预成形部分旋压成形;本发明利用了现有普通铸造的设备,产品成本比锻旋工艺大大降低且铸造形成的轮辐形状变化适应性强,可以完成较复杂的造型,同时旋压成形过程中使得铸造缺陷如:疏松、缩孔通过旋压后消失,轮辋强度得

一种汽车轮毂旋压生产线的输送方法.pdf
本发明公开一种汽车轮毂旋压生产线的输送方法,包括如下步骤:1)将待预热轮毂毛坯置于第二输送带上;2)第一机械手从第二输送带上夹取待预热轮毂毛坯;3)先由第二机械手伸入炉门夹取已经完成预热的已预热轮毂毛坯,接着由第一机械手伸入炉门将待预热轮毂毛坯置于环状输送轨道上;4)由环状输送轨道输送待预热轮毂毛坯在炉体内旋转预热,完成预热结束后成为已预热轮毂毛坯并且已预热轮毂毛坯输送至炉门;5)先由第一机械手伸入旋压机内夹取已经完成旋压的轮毂半成品,接着由第二机械手伸入旋压机内放置已预热轮毂毛坯。整个输送方法根据生产线

一种具有重力增压功能的汽车轮毂铸造设备及铸造方法.pdf
本发明公开了一种具有重力增压功能的汽车轮毂铸造设备及铸造方法,该铸造设备包括底座,底座的顶部设置有壳体,壳体的表面对称设置有两组箱门,壳体的顶部一侧设置有加热箱,加热箱的一侧设置有进料组件,壳体的内部两侧均设置有若干导杆,导杆的顶部和底部均套设有滑块一,导杆的底部之间设置有底板,底板的顶部设置有下模具,下模具的顶部设置有上模具,上模具的顶部设置有震动组件,震动组件的顶部设置有顶板。有益效果:巧妙的采用同一驱动源来实现浇注和震动的同步进行,从而不仅有效地降低了能源消耗,而且还可以使得铝合金溶液更加均匀的分布