
一种镁合金汽车轮毂铸造旋压复合成形方法.pdf

篷璐****爱吗


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种镁合金汽车轮毂铸造旋压复合成形方法.pdf
本发明属于镁合金汽车轮毂制造领域,具体一种镁合金汽车轮毂铸造及旋压复合成形方法。采用重力铸造或低压铸造工艺制备出镁合金汽车轮毂旋压轮坯,铸造旋坯经表面加工、均匀化处理后,利用热旋压工艺制备出汽车轮毂毛坯,再经过热处理、精确加工和表面涂装制备出镁合金汽车轮毂。本发明镁合金铸造旋压复合成形方法用于镁合金汽车轮毂的制备,可以获得机械性能高和表面质量好的汽车轮毂,完全能够满足汽车领域对汽车轮毂性能指标的要求。本发明不仅能够解决镁合金汽车轮毂强度和韧性差的问题,而且能够明显降低镁合金汽车轮毂的生产成本。

镁合金轮毂复合成形方法.pdf
本发明公开了一种镁合金轮毂复合成形方法,依次包括以下步骤:形成半固态原料;形成轮毂毛坯;形成半成品;形成成品。该镁合金轮毂复合成形方法所用设备以及设备的参数控制,均较为常见,易于掌握,从而较为简单,且不会过多增加镁合金轮毂的制备成本。同时,该方法主要采用挤压、锻造和旋压相结合的方式,能够提高所制成轮毂的重要部位的力学性能。而且,本发明的镁合金轮毂复合成形方法对镁合金的组成并无特殊要求,从而具有较好的推广价值。

汽车轮毂等温锻造及旋压成形工艺.pdf
本发明涉及一种汽车轮毂等温锻造及旋压成形工艺,该工艺解决了传统的金属型铸造毛坯成形方法易产生缩孔、疏松、机械性能较低等铸造缺陷,克服了汽车轮毂加工余量大,生产成本高,难以得到广泛应用的不足。其技术方案如下:将铝合金棒切割成坯料→坯料预热到460℃--500℃并保温1小时→在锻压机下经过3-4次锻压,制成预锻毛坯→模具预热→将预锻毛坯料放入1500t级锻压机下的锻造模具中(模具温度控制在400-450℃),再次进行等温锻压2-3次,使铝合金轮毂初次成形→旋压精密成形。该成形工艺提高了产品制造精度和强度,属精
一种铸旋铝合金轮毂轮辋旋压成形方法.pdf
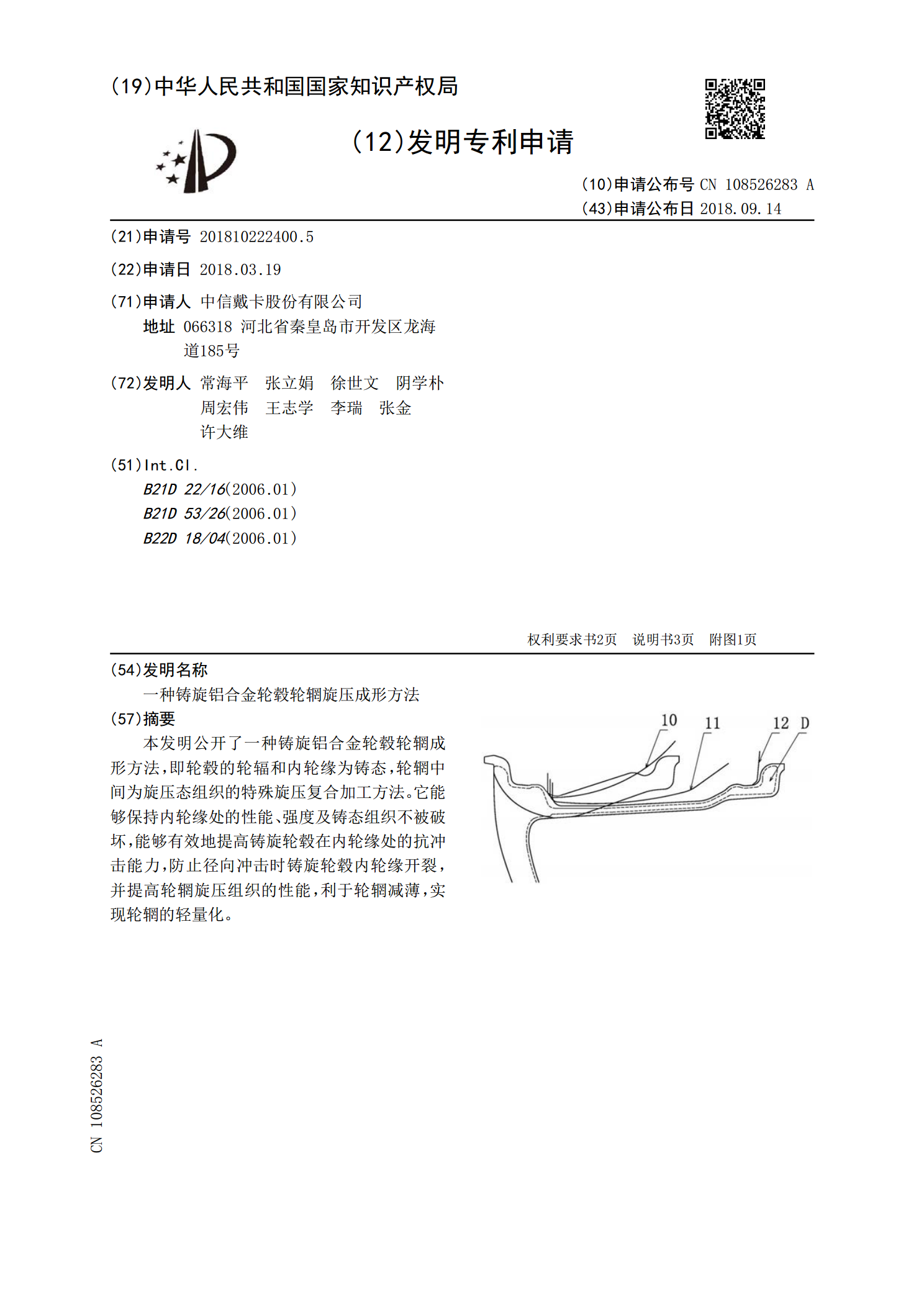
本发明公开了一种铸旋铝合金轮毂轮辋成形方法,即轮毂的轮辐和内轮缘为铸态,轮辋中间为旋压态组织的特殊旋压复合加工方法。它能够保持内轮缘处的性能、强度及铸态组织不被破坏,能够有效地提高铸旋轮毂在内轮缘处的抗冲击能力,防止径向冲击时铸旋轮毂内轮缘开裂,并提高轮辋旋压组织的性能,利于轮辋减薄,实现轮辋的轻量化。
一种轮毂折叠旋压成形工艺.pdf
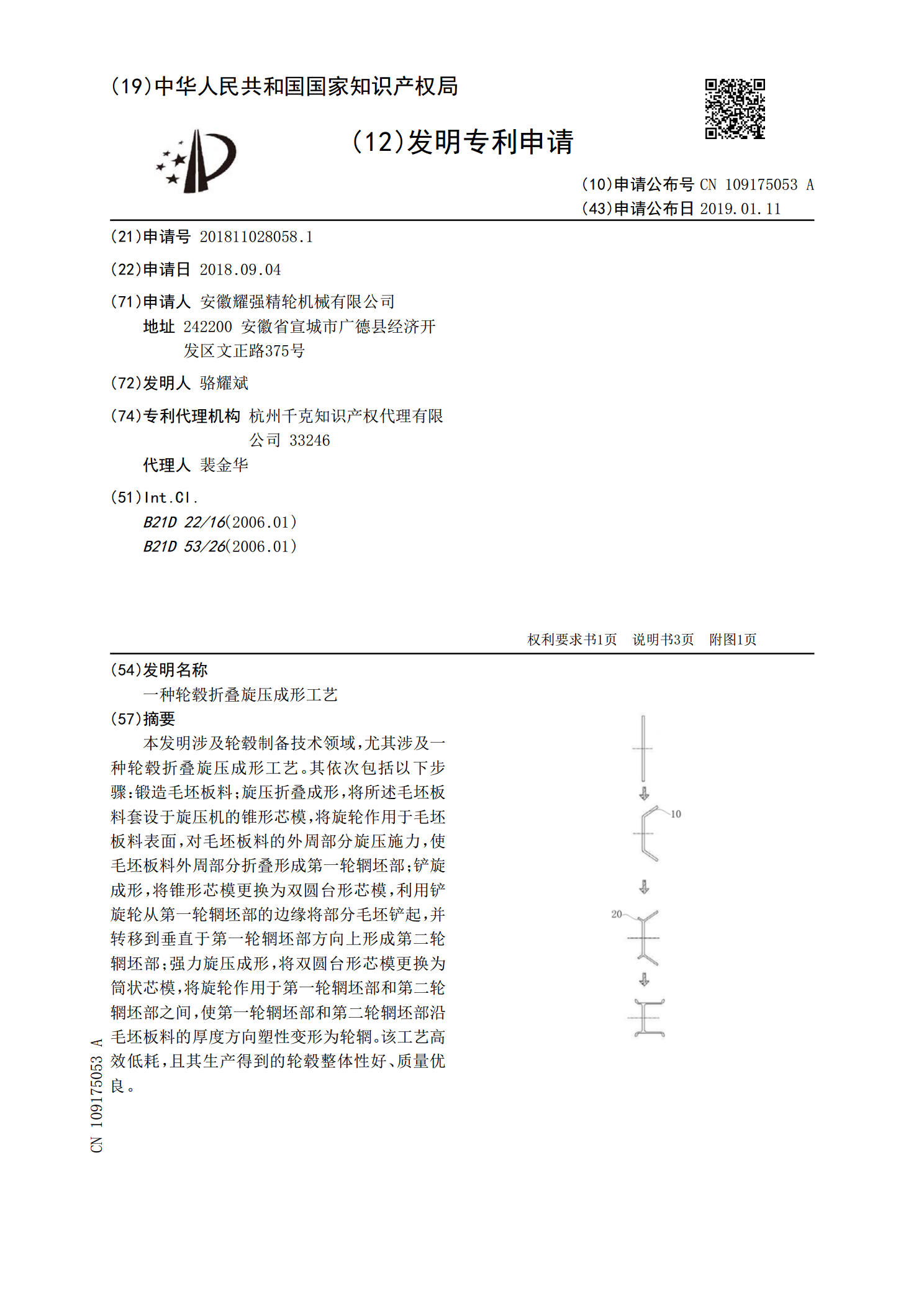
本发明涉及轮毂制备技术领域,尤其涉及一种轮毂折叠旋压成形工艺。其依次包括以下步骤:锻造毛坯板料;旋压折叠成形,将所述毛坯板料套设于旋压机的锥形芯模,将旋轮作用于毛坯板料表面,对毛坯板料的外周部分旋压施力,使毛坯板料外周部分折叠形成第一轮辋坯部;铲旋成形,将锥形芯模更换为双圆台形芯模,利用铲旋轮从第一轮辋坯部的边缘将部分毛坯铲起,并转移到垂直于第一轮辋坯部方向上形成第二轮辋坯部;强力旋压成形,将双圆台形芯模更换为筒状芯模,将旋轮作用于第一轮辋坯部和第二轮辋坯部之间,使第一轮辋坯部和第二轮辋坯部沿毛坯板料的厚