
罩式炉退火控制方法及装置.pdf

Ma****57

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
罩式炉退火控制方法及装置.pdf
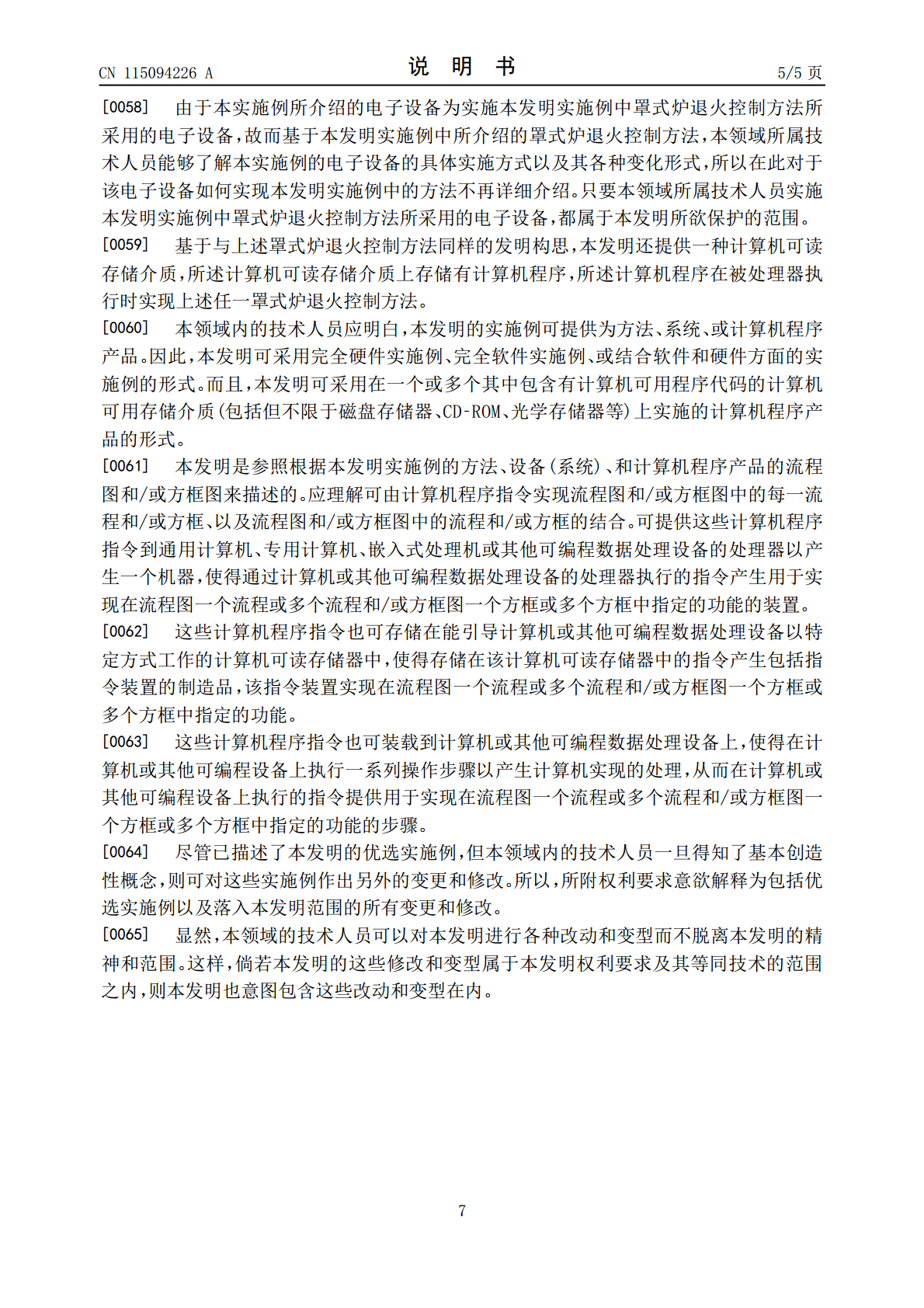
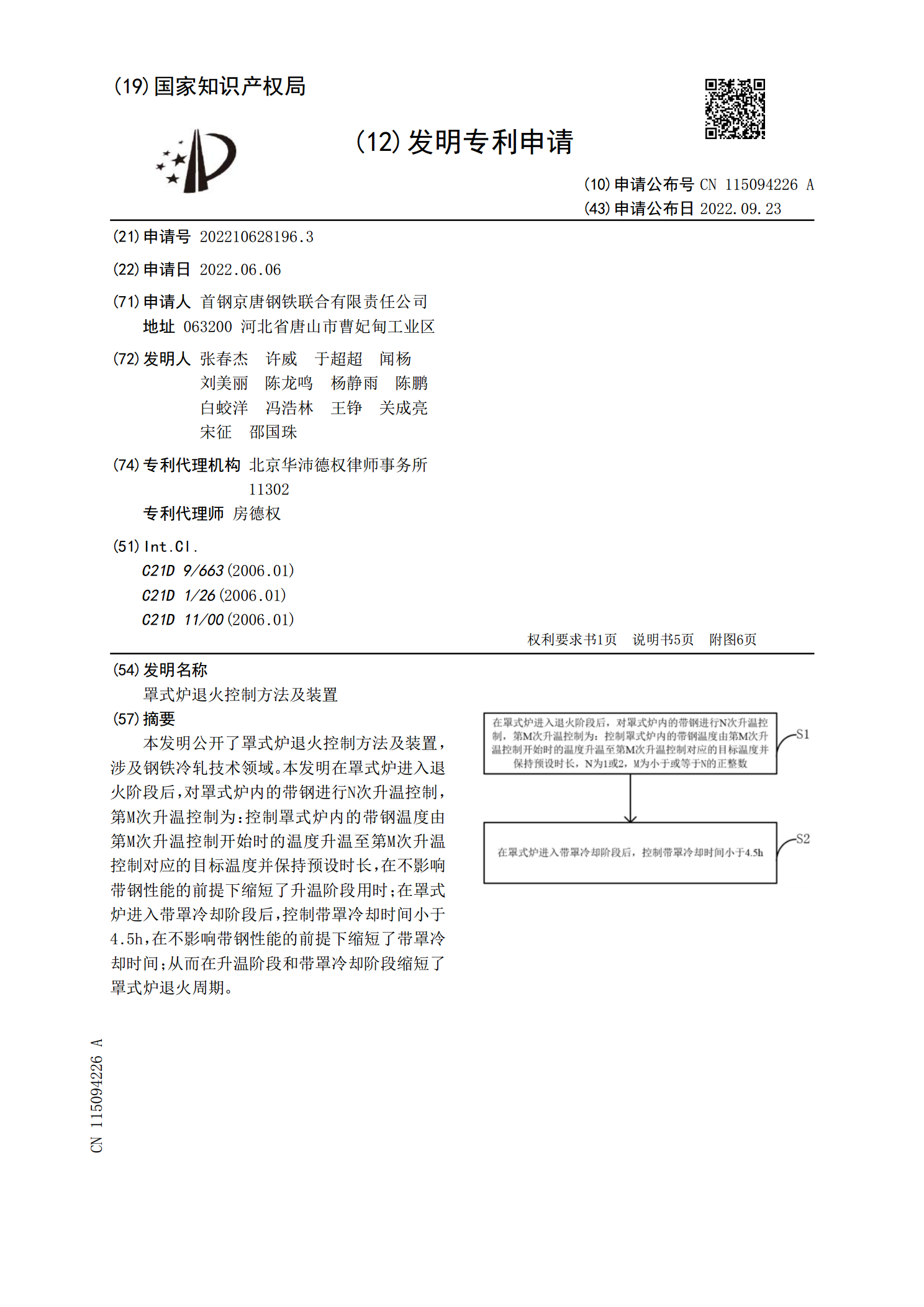
本发明公开了罩式炉退火控制方法及装置,涉及钢铁冷轧技术领域。本发明在罩式炉进入退火阶段后,对罩式炉内的带钢进行N次升温控制,第M次升温控制为:控制罩式炉内的带钢温度由第M次升温控制开始时的温度升温至第M次升温控制对应的目标温度并保持预设时长,在不影响带钢性能的前提下缩短了升温阶段用时;在罩式炉进入带罩冷却阶段后,控制带罩冷却时间小于4.5h,在不影响带钢性能的前提下缩短了带罩冷却时间;从而在升温阶段和带罩冷却阶段缩短了罩式炉退火周期。

罩式炉退火.doc
附录1概述和技术数据HICON/H2®气体加热罩式炉安装,型号HOg200/650St-H2-B,在氢气氛中光亮退火钢带卷。1.1生产能力和产品分类1.1.1整体退火能力:800000t/y1.1.1.1按钢的级别和宽度确定退火能力材质CQ50%400000t/y材质DQ20%160000t/y材质DDQ20%160000t/y材质HLSA10%80000t/y合计100%80000t/y1.1.1.2按带宽和带厚进行产品分类厚度[mm]宽度[mm]合计820-11001100-12501250-1650
退火方法、退火系统和罩式炉.pdf
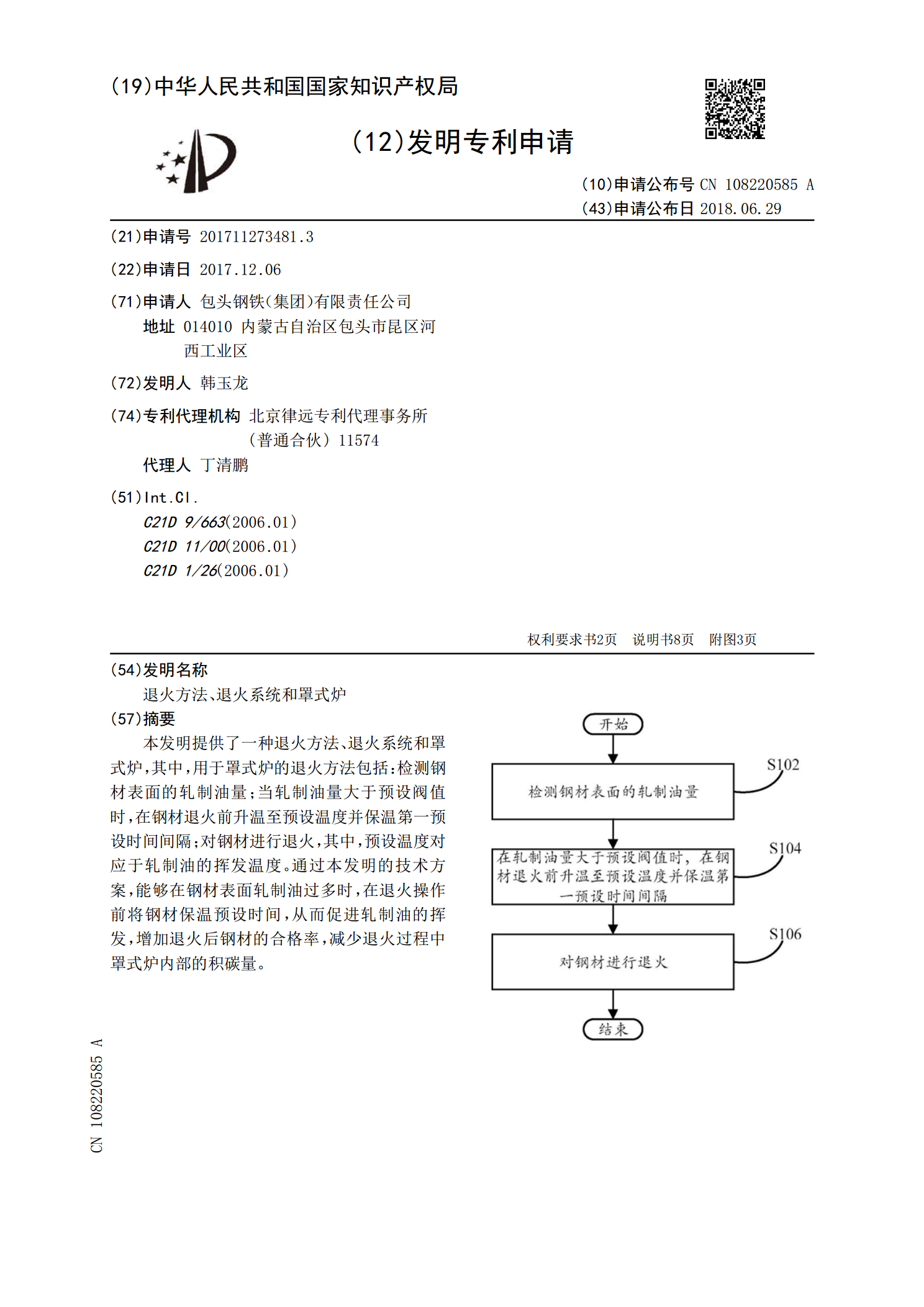
本发明提供了一种退火方法、退火系统和罩式炉,其中,用于罩式炉的退火方法包括:检测钢材表面的轧制油量;当轧制油量大于预设阀值时,在钢材退火前升温至预设温度并保温第一预设时间间隔;对钢材进行退火,其中,预设温度对应于轧制油的挥发温度。通过本发明的技术方案,能够在钢材表面轧制油过多时,在退火操作前将钢材保温预设时间,从而促进轧制油的挥发,增加退火后钢材的合格率,减少退火过程中罩式炉内部的积碳量。
罩式炉退火吹氢方法.pdf
罩式炉退火吹氢方法,主要用于生产不锈钢,它包括加热阶段、保温阶段、冷却阶段三个工序,其特征是加热阶段吹氢气,保温阶段和冷却阶段均不吹氢气,具体为加热开始的同时吹氢气,氢气流量为每小时5立方米,吹氢气10个小时,温度达到840℃~850℃停止吹氢气,保温阶段通过煤气加热,保持840℃~850℃的恒温10~16个小时;进入冷却阶段:经过风机10个小时的吹风冷却,当温度降至245℃,即可以出炉。本发明通过在山西太钢不锈钢股份有限公司热连轧厂的实验,退火吨钢氢气消耗由3.5立方米降低到1.5立方米,效果明显。

一种罩式炉退火的方法及装置.pdf
本发明提供一种罩式炉退火的方法及装置,包括3~12台罩式炉及配套的系统,罩式炉内设有辐射管,冷却罩式炉内的辐射管预热罩式炉联通,预热罩式炉内的辐射管与冷却罩式炉联通。罩式炉串联操作,分别进行预热、加热和冷却过程,被退火材料通过输送通道依次在预热、加热和冷却罩式炉之间输送,通过保护气循环流动用冷却状态罩式炉放出的热量加热预热罩式炉中的被退火材料。本发明采用保护气体直接加热,省去了加热罩和冷却罩,简化了流程,节省设备投资和操作费用。被退火材料在预热罩式炉中除去表面的脏物,加热和冷却过程在洁净的罩式炉中进行,退